Патент на изобретение №2398645
|
||||||||||||||||||||||||||
(54) СПОСОБ ВЫРУБКИ
(57) Реферат:
Изобретение относится к разделительным операциям обработки металлов давлением и может быть использовано при вырубке деталей из тонкого материала. Заготовку укладывают на установленное на плите основание в виде двух состыкованных пластин из мягкого металла. Пластины осаживают посредством прижима и пуансона с заготовкой. Осадку ведут до заполнения металлом пластин полости, образованной заготовкой, прижимом и плитой, и истечения металла в зазор между клиновыми ребрами на плите и прижиме. Вырубку детали и прошивку основания из двух пластин производят пуансоном одновременно с завершением осадки. В результате обеспечивается повышение качества поверхности разделения и упрощение извлечения детали. 1 ил.
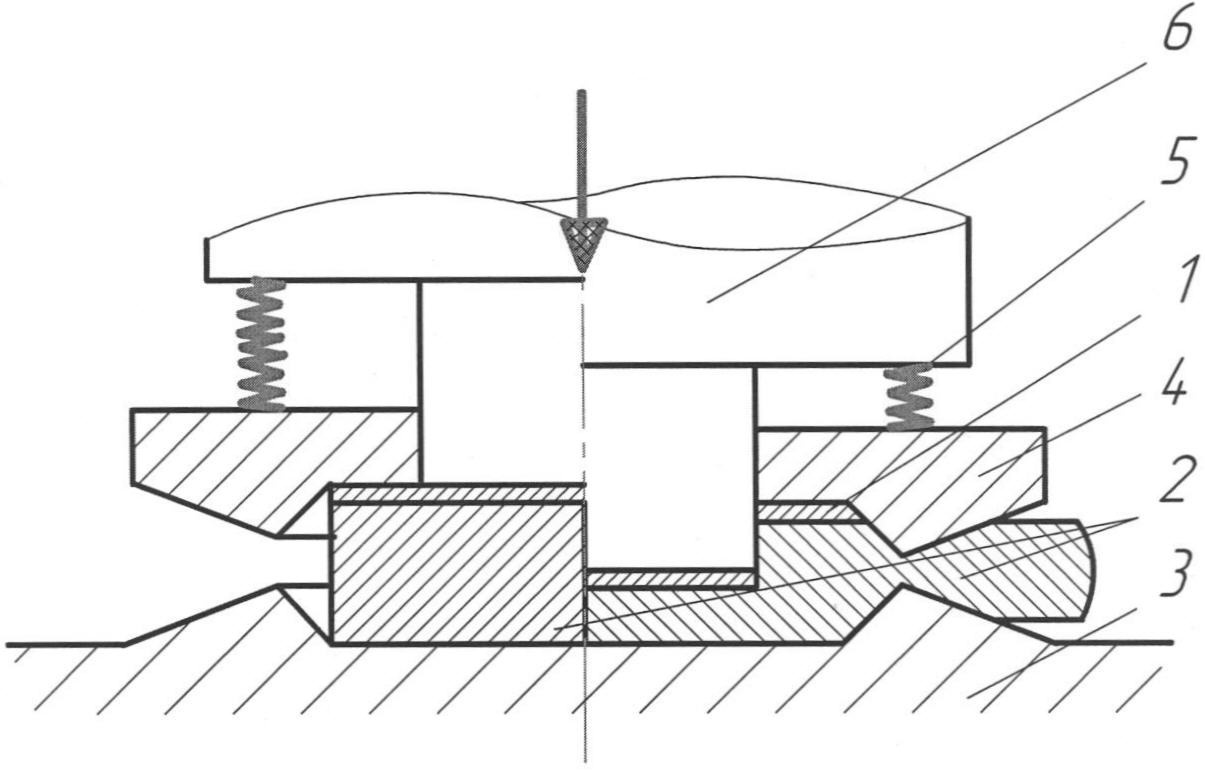
Изобретение относится к разделительным операциям обработки металлов давлением и может быть использовано для вырубки тонкого материала. Известен способ вырубки, при котором заготовку укладывают на пластину из мягкого металла, прижимают припуск по периметру вырубаемого контура, затем вырубают деталь прошивкой пластины [1]. Недостаток известного способа заключается в низком качестве поверхности раздела потому, что разделение исходного материала происходит под действием нормального давления на свободную со стороны инструмента из-за образования утяжки поверхность припуска в результате растяжения изгиба и среза. Растяжению так же способствует и интенсивное течение металла пластины из-под торца пуансона. А извлечение вырубленной детали затруднено. Изобретение направлено на улучшение качества поверхности раздела и упрощение извлечения детали. Улучшение качества поверхности раздела и упрощение извлечения детали достигается тем, что способ отрезки коротких заготовок включает укладку заготовки на установленное на плите основание из мягкого металла, прижим припуска и прошивку основания с вырубкой детали, основание выполняют из двух состыкованных пластин, которые осаживают прижимом и пуансоном совместно с заготовкой до заполнения металлом пластин полости, образованной заготовкой, прижимом и плитой, и истечением его в зазор между клиновыми ребрами плиты и прижима, а вырубку заготовки и прошивку пластин пуансоном производят одновременно с завершением осадки. На чертеже показан пример схемы приложения усилий при вырубке деталей указанным способом. Вырубка деталей осуществляется следующим образом. Заготовку 1 укладывают на основание из мягкого металла, выполненного в виде двух пластин 2, установленных встык на поверхности плиты 3 внутри контура, охваченного клиновидным ребром. Прижимом 4 под действием пружин 5 и пуансоном 6 осаживают заготовку и пластины до заполнения металлом пластин полости, образованной заготовкой, прижимом и плитой, и истечением его в зазор между клиновыми ребрами плиты и прижима. Завершают осадку одновременно с прошивкой заготовки и пластин пуансоном. После возвращения пуансона и прижима в исходное положение расстыковывают пластины и извлекают вырубленную деталь. В данном способе осадка пластин до затрудненного истечения в зазор между клиновыми ребрами создает напряженное состояние всестороннего сжатия, что устраняет утяжку при прошивке и обеспечивает беззазорную вырубку. Источник информации 1. 11 В180П. Способ вырубки. Заявка 60-191622, Япония. МКИ B21D 28/14. Реферативный журнал 14. Технология машиностроения. 1986 г. Технология и оборудование кузнечно-штамповочного производства,
Формула изобретения
Способ вырубки, включающий укладку заготовки на установленное на плите основание из мягкого металла, прижим припуска заготовки и прошивку основания из мягкого металла с вырубкой детали, отличающийся тем, что используют основание из двух состыкованных пластин, которые осаживают посредством прижима и пуансона с заготовкой до заполнения металлом пластин полости, образованной заготовкой, прижимом и плитой, и истечения его в зазор между клиновыми ребрами, предусмотренными на плите и прижиме, а вырубку детали и прошивку основания из двух пластин производят пуансоном одновременно с завершением осадки.
РИСУНКИ
|
||||||||||||||||||||||||||
 11, 14В, стр.25.
11, 14В, стр.25.