Патент на изобретение №2397868
|
||||||||||||||||||||||||||
(54) ОПРАВКА ДЛЯ НЕПРЕРЫВНОЙ НАМОТКИ ТРУБЫ И СПОСОБ ЕЕ ПРИМЕНЕНИЯ
(57) Реферат:
Группа изобретений относится к оправке для непрерывной намотки трубы и способу ее применения. Оправка содержит вал и расположенные симметрично ее оси вращения секторные планки, причем длина секторных планок m на консольной части оправки равна или больше длины n вала, m
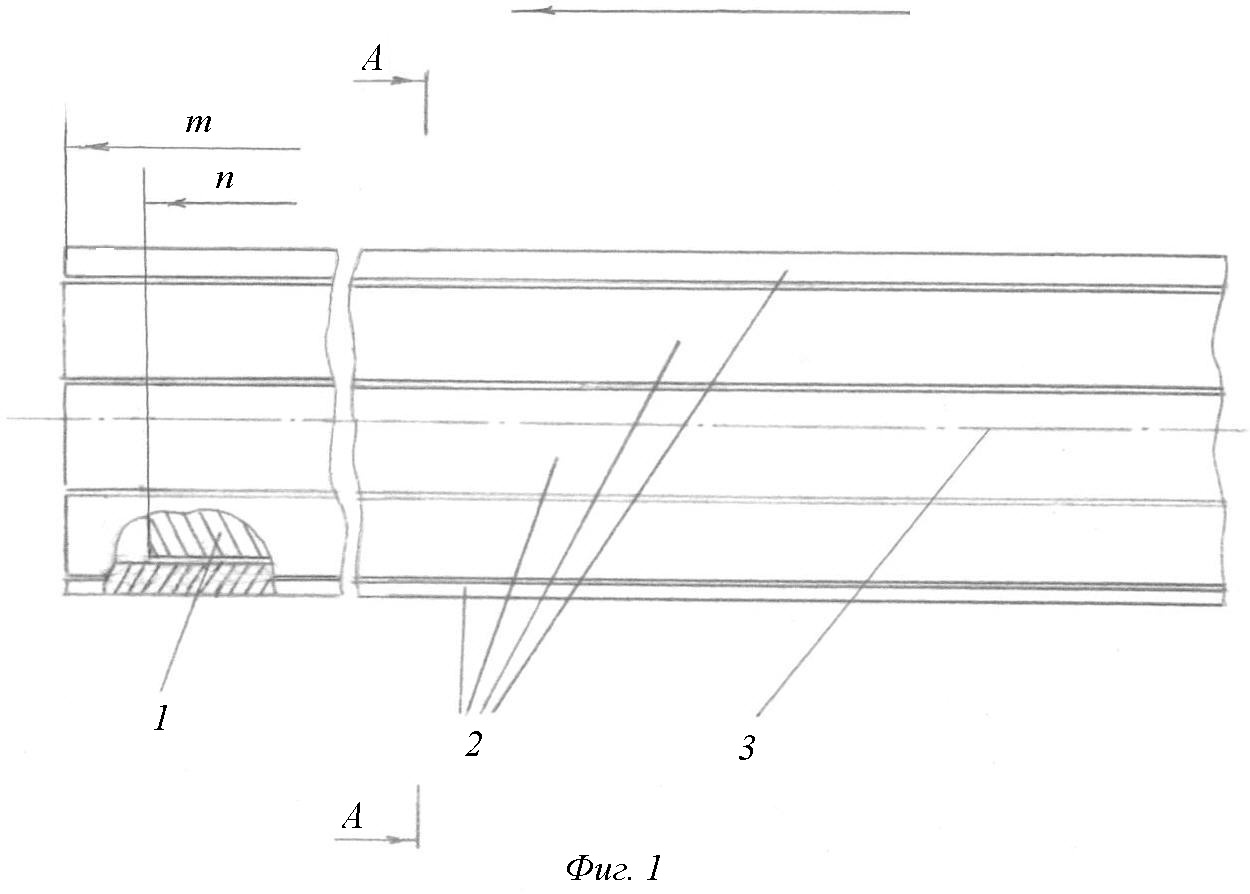
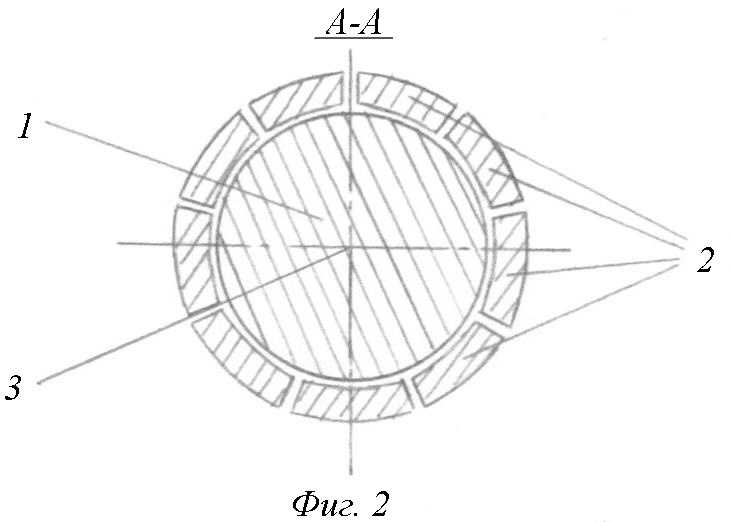
Изобретение относится к изготовлению оправок для производства трубчатых изделий, в частности композиционных армированных труб на основе термореактивных связующих и волокнистых наполнителей и может быть использовано для изготовления труб, получаемых методом непрерывной намотки. Известна оправка для непрерывной намотки труб, содержащая расположенные симметрично оси вращения оправки секторные планки (SU 1353645 Al В29С 53/82, опуб. 23.11.87. Бюл. Данная оправка является ближайшим аналогом предлагаемого изобретения. Технический результат изобретения заключается в снижении материалоемкости и энергозатрат на приведение секторных планок в возвратно-поступательное и вращательное движение. Технический результат достигается за счет того, что в оправке для непрерывной намотки трубы, содержащей вал и расположенные симметрично оси вращения секторные планки, длина секторных планок m на консольной части оправки равна или больше длины n вала, m На фиг.1 показан общий вид оправки; на фиг.2 – сечение А-А на фиг.1. Оправка содержит вал 1 и секторные планки 2, расположенные вдоль оси вращения 3 оправки и совершающие вместе с валом 1 вращательное движение. Сплошной стрелкой показано направление схода трубы с оправки. Оправка работает следующим образом. От привода вращательного движения (не показан) и привода возвратно-поступательного движения (не показан) вал 1 и секторные планки 2 приходят во вращательное движение вокруг оси вращения оправки и возвратно-поступательное движение вдоль (параллельно) той же оси вращения 3. При перемещении секторных планок к концу оправки в направлении схода, указанном сплошной стрелкой, труба, формируемая на оправке путем нанесения на нее волокнистого материала со связующим и дальнейшей полимеризации, также перемещается к концу оправки со скоростью, определяемой приводом возвратно-поступательного движения. Так как длина n вала 1 на консольной (выступающей части, на которую непосредственно и производят намотку трубы) части оправки равна или меньше длины n секторных планок 2 (m Соотношение между длиной n вала 1 и величиной изгибной жесткости и длиной m секторных планок 2 выбирают таким, чтобы при эксплуатации оправки не возникало бочкообразности. Для расширения потребительских возможностей оправки и изготовления на ней разных по конструкции труб (по диаметру и толщине стенки трубы) смещение вала 1 вдоль оси вращения 3 (что равносильно изменению длины n вала при постоянстве m) выполняют регулируемым. Это связано с необходимостью учитывать конструктивные особенности трубы, разные характеристики используемых для производства труб материалов. Предлагаемое техническое решение является новым, промышленно применимым, явным образом из уровня техники для среднего специалиста не следует.
Формула изобретения
1. Оправка для непрерывной намотки трубы, содержащая вал и расположенные симметрично ее оси вращения секторные планки, отличающаяся тем, что длина секторных планок m на консольной части оправки равна или больше длины n вала, m 2. Способ применения оправки, включающий непрерывную намотку трубы на оправку, отличающийся тем, что непрерывную намотку материала осуществляют на оправку по п.1.
РИСУНКИ
|
||||||||||||||||||||||||||
 n. Достигаемый при этом технический результат заключается в снижении материалоемкости и энергозатрат на приведение секторных планок в возвратно-поступательное и вращательное движение. 2 н.п. ф-лы, 2 ил.
n. Достигаемый при этом технический результат заключается в снижении материалоемкости и энергозатрат на приведение секторных планок в возвратно-поступательное и вращательное движение. 2 н.п. ф-лы, 2 ил. 43). Однако указанная оправка обладает большой материалоемкостью, повышенным расходом энергии на приведение секторных планок в возвратно-поступательное и вращательное движение.
43). Однако указанная оправка обладает большой материалоемкостью, повышенным расходом энергии на приведение секторных планок в возвратно-поступательное и вращательное движение.