Патент на изобретение №2397806
|
||||||||||||||||||||||||||
(54) КОНСТРУКЦИЯ НАПОЛНИТЕЛЯ ДЛЯ ОБМЕННОЙ КОЛОННЫ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ
(57) Реферат:
Изобретение относится к конструкции (1) наполнителя обменной колонны для текучих сред, определяющего поверхность обмена для, по меньшей мере, одной нисходящей жидкой фазы, вступающей в плотный контакт с, по меньшей мере, одной восходящей газообразной фазой. Отличительными особенностями конструкции наполнителя является то, что он имеет объем, образованный множеством рядов пучков трубок (10). Каждый пучок содержит четыре трубки (10а-10d), которые соответственно ориентированы в четырех направлениях (D10a-D10d) под углом к оси конструкции, при этом трубки образуют каналы, выходящие на внешнюю поверхность конструкции (1). Предложенная конструкция наполнителя обменной колонны для текучих сред позволяет оптимизировать размеры поверхности обмена между средами, не уменьшая их расхода в колонне. 2 н. и 14 з.п. ф-лы, 8 ил.
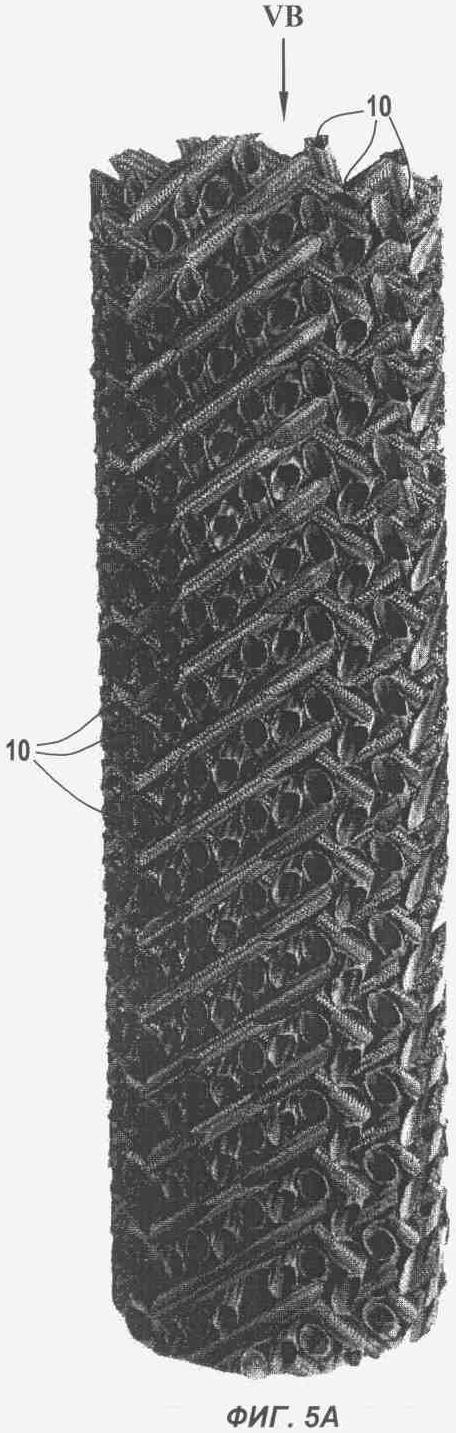
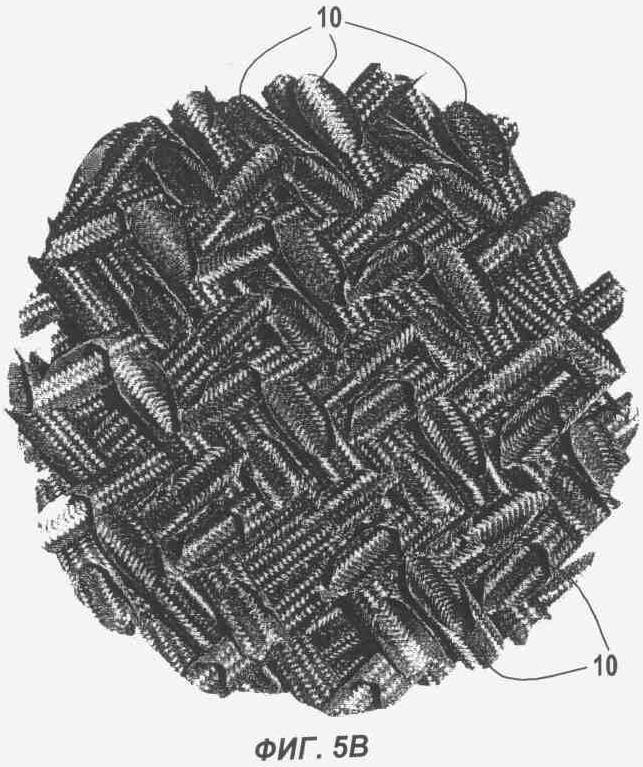
Область техники, к которой относится изобретение Настоящее изобретение относится к области обменного оборудования для текучих сред (флюидов). Уровень техники Хорошо известное оборудование такого типа обычно содержит цилиндрическую полость или обменную колонну, в которой осуществляют обмен между по меньшей мере двумя флюидами. Такой обмен чаще всего заключается в обмене (веществами, теплом и т.д.) между нисходящей (опускающейся) жидкой фазой и восходящей (поднимающейся) газообразной фазой. Обменные колонны используют, в частности, для осуществления таких операций, как дистилляция (в дистилляционных колоннах), конденсация, ректификация, абсорбция, десорбция, сепарация, экстракция, осаждение, химические реакции и т.п. Известный метод улучшения условий обмена между флюидами заключается во введении в колонну элементов наполнителя (набивки), которые увеличивают поверхность соприкосновения флюидов. Такие элементы могут иметь форму, например, пластин, колец, например, кольца Рашига, спиралей и т.п. Также известны технологии, использующие штабели решеток или сеток, загрузку волокном и т.д. Тем не менее, увеличение поверхности обмена в колонне ограничивается расходом флюидов. Действительно, при увеличении поверхности обмена внутри колонны эффективность процесса увеличивается благодаря усилению тесного соприкосновения флюидов. Однако если такое увеличение поверхности обмена достигается за счет уменьшения расхода флюидов в колонне, например, при слишком плотной загрузке наполнителя, снижается кпд обработки, причем уменьшение расхода (скорости обмена) флюидов отчасти уничтожает благоприятный эффект увеличения поверхности обмена. Раскрытие изобретения Задача, на решение которой направлено настоящее изобретение, заключается в предложении новой концепции наполнителя обменной колонны для текучих сред (флюидов), который позволил бы оптимизировать размеры поверхности обмена между флюидами, не уменьшая расхода флюидов в колонне. В соответствии с изобретением для решения поставленной задачи предлагается конструкция наполнителя обменной колонны для текучих сред, имеющая объем, образованный множеством рядов пучков трубок, причем каждый пучок содержит четыре трубки, которые соответственно ориентированы в четырех направлениях под углом к оси конструкции, при этом трубки образуют каналы, выходящие на внешнюю поверхность конструкции. Таким образом, конструкция наполнителя по изобретению обеспечивает большую поверхность обмена, в то же время сохраняя уровень расхода флюидов. Действительно, обмен между флюидами, циркулирующими в конструкции, осуществляется как внутри, так и вне трубок, которые образуют множественные каналы циркуляции, увеличивающие расход флюидов в колонне. Объем конструкции может дополнительно содержать поры, расположенные между трубками и определяющие дополнительные каналы для протекания жидкой фазы и газообразной фазы в конструкции. Трубки могут быть изготовлены из композитного материала типа «углерод-углерод», из керамического композитного материала, из металла, из термопластического материала или из термореактивного материала. Поверхность обмена может быть дополнительно увеличена путем выполнения в трубках макропор, обеспечивающих каналы между внутренним пространством трубок и пространством за их пределами. Поверхность трубок может дополнительно содержать химический катализатор. Настоящее изобретение также охватывает способ изготовления конструкции наполнителя обменной колонны для текучих сред, отличающийся тем, что он включает следующие этапы: a) формирование трубок, b) изготовление упорядоченных сборок указанных трубок в виде множества рядов пучков трубок, причем каждый пучок содержит четыре трубки, которые соответственно ориентированы в четырех направлениях, c) скрепление трубок в местах их соприкосновения, d) механическую обработку упорядоченной сборки для образования конструкции наполнителя, соответствующей внутренней форме и внутренним размерам колонны, в которой устанавливается указанная конструкция. В соответствии с одним из аспектов изобретения на этапе а) трубки могут быть изготовлены из углеродного композитного материала или из керамического композитного материала. В этом случае способ может дополнительно включать этап карбонизации трубок методом термической обработки и последующий этап осаждения углерода из газообразной фазы (CVD). В соответствии с другим аспектом изобретения трубки могут быть изготовлены из углеродного композитного материала, причем способ может дополнительно включать этап окисления указанных трубок с целью придания их поверхности гидрофильных свойств. После осуществления этого этапа поверхность трубок может быть покрыта катализатором путем пропитывания трубок раствором, содержащим такой катализатор, и последующего высушивания раствора методом испарения, чтобы на поверхности трубок оставался только катализатор. Краткое описание чертежей Другие свойства и достоинства настоящего изобретения станут ясны из нижеследующего описания конкретных вариантов осуществления изобретения, приведенного со ссылками на прилагаемые чертежи, иллюстрирующие пример осуществления изобретения, не накладывающий каких-либо ограничений. На чертежах: – на фиг.1 представлена блок-схема, иллюстрирующая последовательные этапы одного из вариантов осуществления способа изготовления конструкции наполнителя по изобретению, – на фиг.2A-2D изображена в перспективе конструкция упорядоченной сборки трубок по изобретению, – на фиг.3А и 3В приведены фотографии, иллюстрирующие осуществление упорядоченной сборки трубок по изобретению, – на фиг.4 изображен в перспективе один из вариантов осуществления конструкции наполнителя по изобретению, – на фиг.5А и 5В приведены фотографии, иллюстрирующие пример осуществления конструкции наполнителя по изобретению, – фиг.6 иллюстрирует пример установки конструкции наполнителя по фиг.3 в обменной колонне для флюидов, – фиг.7 крайне схематично иллюстрирует осаждение катализатора из раствора на гидрофобную поверхность, – фиг.8 крайне схематично иллюстрирует осаждение катализатора из раствора на гидрофильную поверхность. Осуществление изобретения Опишем сначала со ссылками на фиг.1-4 способ изготовления конструкции наполнителя по одному из вариантов осуществления изобретения. Конструкцию изготавливают из сборки трубок. Таким образом, первый этап (этап S1) заключается в изготовлении трубок. Трубки могут быть изготовлены из композитного материала, например, на основе углерода или керамики (SiC), или же из термопластического или термореактивного металлического материала. Стенки трубок предпочтительно должны быть как можно более тонкими. В случае использования трубок из композитных материалов (например, трубок из углерода или SiC) такие трубки могут быть изготовлены, например, из прядей волокон, свернутых нитей, скрученных полос или трубок, выдавленных с волочением (одноосноориентированных) или других, формируемых на несущем стержне и упрочиваемых жидкостным методом, т.е. путем пропитывания волокна коксующейся и не поддающейся фильтрации смолой, например фенольной смолой, и структурирования смолы при помощи термической обработки. Трубки предпочтительно изготавливают из композитного материала типа «углерод/углерод», известного своей сопротивляемостью воздействию кислот и коррозии. Затем из трубок, изготовленных на предыдущем этапе, изготавливают упорядоченную сборку. Трубки ориентированы по четырем разным направлениям (этап S2). На фиг.2А изображен пучок из четырех трубок 10a-10d, каждая из которых ориентирована по одному из четырех направлений D10a-D10d. Четыре направления D10a-D10d, по которым ориентированы собранные в конструкцию трубки, соответствуют в данном случае четырем диагоналям куба (или четырем высотам/ребрам правильного тетраэдра), за тем исключением, что трубки не пересекают одна другие в точке пересечения диагоналей в центре куба, но перекрещиваются вблизи этой точки. Изготовление упорядоченной сборки может быть начато, например, с повторения элемента, изображенного на фиг.2А, т.е. с расположения на оси XX’, проходящей через точку пересечения четырех трубок пучка, следующего пучка из трубок 10a-10d, расположенных в том же порядке, что и в предыдущем пучке, и так далее. Таким образом, как показано на фиг.2 В, получают начальную часть упорядоченной сборки, образованную первым рядом 100а пучков трубок 10a-10d, вытянутым вдоль оси XX’. Таким образом, формируют пересечение четырех решеток 11-14 трубок, каждая из которых расположена в плоскости, ориентированной в одном из четырех направлений трубок в пучке. Трубки каждой решетки разделены между собой расстоянием, достаточным для прохождения (пересечения) трубок других решеток. После получения требуемого количества пучков в ряду 100а несколько наборов таких рядов пучков собирают вместе, ориентируя их вдоль осей, параллельных оси XX’, чтобы заполнить свободное пространство вокруг ряда 100а. На фиг.2С изображено положение дополнительного ряда 100b пучков, ориентированного вдоль новой оси ХbХb’, параллельной оси XX’ конструкции. Затем аналогичным образом заполняют свободное пространство по обе стороны от ряда 100а, обычно до концов трубок ряда 100а, чтобы получить в этом объеме трехмерную структуру, образованную трубками, ориентированными по четырем направлениям. На фиг.3А и 3В показано осуществление такой сборки, в которой трубки 10 закреплены в оборудовании для механической обработки. Таким образом, получают сборку, имеющую по существу форму параллелепипеда, как показано на фиг.2D. Полученная упорядоченная сборка содержит несколько трубок 10, выходящих на все стороны сборки. В патентном документе US 4168337 подробно описан способ осуществления упорядоченной сборки при помощи прямолинейных элементов, расположенных по четырем направлениям. Затем осуществляют скрепление трубок между собой (этап S3). Скрепление осуществляют только в местах соприкосновения трубок, чтобы сохранить поры или каналы, имеющиеся между трубками, для организации дополнительных путей циркуляции флюидов вне трубок. Скрепление трубок может быть осуществлено, например, при помощи смолы при условии контроля количества смолы, наносимого на трубки, которое не должно быть слишком велико, чтобы не закупорить имеющиеся между трубками поры. После этого производят механическую обработку сборки для получения конструкции наполнителя, имеющей размеры и форму, соответствующие размерам и форме обменной колонне для флюидов, внутри которой должна размещаться данная конструкция (этап S4). Обменные колонны для флюидов, например дистилляционные колонны, обычно содержат полость цилиндрической формы. В этом случае упорядоченную сборку обрабатывают так, чтобы получить конструкцию наполнителя, также имеющую цилиндрическую форму и занимающую максимальный объем внутри колонны и, таким образом, обеспечивающую оптимальную поверхность обмена (фиг.4). Однако конструкция наполнителя по изобретению также может иметь и другие формы. Механическая обработка конструкции наполнителя для придания ей требуемой формы может производиться методом обрезки струей воды под давлением, ультразвуком, лазером, абразивным кругом или другими методами. В случае использования трубок из композитного материала, например углерода или керамического материала (SiC), дополнительно может быть использована термическая обработка для карбонизации блока трубок, после которой может быть применено осаждение углерода из газообразной фазы (CVD), что позволяет усилить соединение трубок и повысить их устойчивость к коррозии. В соответствии с вышеописанным способом, как показано на фиг.4, получают конструкцию 1 наполнителя, содержащую компактный блок трубок 10, каждая из которых наклонена в одном из четырех направлений D10a-D10d относительно оси АА’, соответствующей оси колонны, в которую должна быть помещена конструкция, что позволяет расположить каждую из трубок под определенным наклоном и обеспечить нисходящее движение жидкой фазы через конструкцию. На фиг.5А и 5В представлены соответственно вид сбоку и вид сверху на пример осуществления конструкции наполнителя, выполненной из трубок 10, изготовленных из затвердевших прядей волокон. На фиг.5 В, в частности, показано несколько возможных каналов циркуляции фаз, циркулирующих в конструкции наполнителя по настоящему изобретению. Фиг.6 иллюстрирует пример установки конструкции 1 наполнителя в обменной колонне для флюидов, предназначенной для смешивания нисходящей жидкой фазы с восходящей газообразной фазой. Конструкция 1 может поддерживаться внутри цилиндрической полости 2 обменной колонны для флюидов несущими пластинами 3 и 4, а также кольцом 5, которое в данном примере имеет волнистую форму, но также может быть гладким и может содержать отверстия. Элементы поддержки конструкции наполнителя могут быть выполнены из того же материала, что и конструкция, или из других материалов. Благодаря геометрии конструкции 1 наполнителя плотный контакт между нисходящей жидкой фазой и восходящей газообразной фазой может осуществляться на большой поверхности (поверхности обмена). Действительно, жидкая фаза под воздействием силы тяжести проходит через конструкцию наполнителя по множественным каналам, имеющимся в трубках 10 и/или вне их. В ходе своего спуска жидкая фаза соприкасается с газообразной фазой, которая поднимается через конструкцию, также используя для этого множественные каналы, что обеспечивает возможность обмена между фазами в множественных точках конструкции и, следовательно, большую поверхность обмена. Таким образом, конструкция наполнителя по изобретению обеспечивает большую поверхность обмена между флюидами без значительных потерь расхода флюидов. Действительно, конструкция наполнителя обладает относительно небольшой плотностью и имеет такое расположение трубок, которое обеспечивает наличие множественных каналов протекания флюидов. Жидкая и газообразная фазы свободно циркулируют в трубках и/или вне их в любой точке конструкции, что позволяет избежать значительных потерь напора между низом и верхом колонны. Поверхность обмена, обеспечиваемая конструкцией наполнителя, т.е. поверхность конструкции, на которой жидкая фаза смачивает газообразную фазу, образуется не только внутренней поверхностью трубок, но и теми участками внешней поверхности трубок, которые не соприкасаются с другими трубками, т.к. жидкая и газообразная фазы равным образом могут циркулировать как внутри, так и вне трубок. Для дальнейшего увеличения поверхности обмена конструкции в стенках трубок могут быть предусмотрены макропоры, через которые жидкая фаза может циркулировать и приходить в соприкосновение с газообразной фазой. Такие макропоры могут быть получены, например, при формировании трубок из прядей волокон, как описано выше. В этом случае угол пряди увеличивают, используя несущую трубку, диаметр которой больше сечения пряди, чтобы проделать макропоры в пряди волокон в процессе ее затвердевания. Были проведены измерения свойств конструкции наполнителя, изображенной на фиг.5А-5В (конструкции, выполненной из трубок размером 10 мм, изготовленных из затвердевших прядей углеродного волокна). Эти измерения показали, что конструкция наполнителя по изобретению обладает производительностью, аналогичной известным конструкциям или превосходящей их. Действительно, опыты показывают, что конструкция наполнителя по изобретению имеет коэффициент пустоты, приблизительно равный 94% (для известных конструкций значение коэффициента пустоты составляет от 92 до 97%), поверхность смачивания (т.е. обмена), приблизительно равную 600 м2/м3 (по сравнению с величиной от 150 до 350 м2/м3 для известных конструкций) и потерю напора, измеренную сухим методом, составляющую от 0,6 до 7 миллибар при расходе воздуха, составляющем от 40 до 100 м3/ч (по сравнению с величиной от 0,3 до 7 миллибар для известных конструкций). Геометрия конструкции наполнителя по изобретению позволяет контролировать физические параметры флюидов, протекающих через колонну (величину поверхности обмена, скорость течения, пограничный слой и т.д.). Кроме того, конструкция наполнителя позволяет устанавливать параметры соприкосновения флюидов, например угол смачивания, поверхностную энергию, степень адсорбции и т.д., соответствующие природе флюидов, протекающих через колонну. Действительно, трубки конструкции могут, например, иметь углеродную контактную поверхность вследствие самой природы материала трубок или в результате поверхностной обработки, например осаждения пирографита. В этом случае контактная поверхность трубок и, следовательно, поверхность обмена конструкции наполнителя представляет собой гидрофобную поверхность, хорошо смачиваемую углеводородами. Следовательно, такая поверхность может использоваться без дополнительных изменений в случае органических флюидов. Напротив, в случае присутствия водосодержащей фазы такая гидрофобная поверхность обмена не может быть эффективно использована. Однако гидрофобная углеродная поверхность может быть сделана гидрофильной при помощи различных видов термохимической обработки, известных специалистам в данной области. В частности, один из таких методов обработки представляет собой обработку окислением, которая позволяет изменять шероховатость поверхности и, особенно, поверхностную энергию методом «прививки свойств» или функционализации поверхности. Такое окисление, рассматриваемое как процесс передачи электронов, может быть осуществлено путем: – окисления в воздухе с нагревом до температуры свыше 400°С или с применением плазмы; химического окисления раствором окислителя, например хлорной извести (жавелевой воды), азотной кислоты, перекиси водорода и т.п.; – электрохимического окисления с использованием конструкции наполнителя в качестве одного из электродов (анода или катода) электролитической ванны. В результате такой обработки окислением и в присутствии кислородсодержащей окисляющей фазы углеродная контактная поверхность приобретает дополнительные полярные свойства, например гидроокисные, карбоксильные или хинонные. Также могут быть получены свойства других типов, например свойства аминов в присутствии окисляющих фаз, имеющих азотистые свойства. Наличие таких свойств изменяет смачиваемость поверхности, в частности, относительно таких полярных растворителей как вода. Такая функционализация поверхности обладает дополнительными преимуществами в случае, когда конструкция наполнителя также предназначена для размещения катализатора, необходимого для осуществления последующих химических реакций. Действительно, добавление катализатора или исходного продукта для его получения осуществляют методом пропитывания конструкции раствором, позволяющим распределить катализатор по ней. Раствор затем высушивают методом испарения так, чтобы на поверхности оставался только катализатор. Однако, как показано на фиг.7, в случае гидрофобной поверхности 15 благодаря большому углу смачивания поверхности раствор 20, содержащий катализатор 21, собирается в отдельные крупные капли 22, не сливающиеся друг с другом; в результате после высушивания катализатор 21 оказывается собран в точечные сгустки 23, что приводит к неравномерному распределению катализатора и ухудшает кпд последующей химической реакции. Фиг.8 иллюстрирует случай функционализации, позволяющей снабдить конструкцию гидрофильной контактной поверхностью 16, обладающей малым углом смачивания. Видно, что в этом случае раствор 20, содержащий катализатор 21, распределяется и высушивается на поверхности конструкции в форме однородной пленки 24, что позволяет в итоге получить хорошее распределение катализатора 21 по поверхности конструкции и, следовательно, лучше контролировать протекание последующей химической реакции с участием катализатора.
Формула изобретения
1. Конструкция наполнителя обменной колонны для текучих сред, определяющая поверхность обмена для, по меньшей мере, одной нисходящей жидкой фазы, вступающей в плотный контакт, по меньшей мере, с одной восходящей газообразной фазой, отличающаяся тем, что имеет объем, образованный рядами пучков трубок (10), причем каждый пучок содержит четыре трубки (10а-10d), которые соответственно ориентированы в четырех направлениях (D10a-D10d) под углом к оси конструкции, при этом трубки образуют каналы, выходящие на внешнюю поверхность конструкции (1). 2. Конструкция по п.1, отличающаяся тем, что четыре трубки (10а-10d) пучка ориентированы вдоль четырех диагоналей куба. 3. Конструкция по п.1, отличающаяся тем, что трубки (10) скреплены между собой в местах их соприкосновения. 4. Конструкция по п.1, отличающаяся тем, что объем содержит поры, расположенные между трубками (10), определяющие дополнительные каналы для протекания жидкой фазы и газообразной фазы через конструкцию. 5. Конструкция по п.1, отличающаяся тем, что имеет цилиндрическую форму, причем каждая из трубок (10) наклонена относительно оси (АА’) цилиндрической конструкции. 6. Конструкция по любому из пп.1-5, отличающаяся тем, что трубки (10) выполнены из композитного материала, или металла, или термопластического материала, или термореактивного материала. 7. Конструкция по п.1, отличающаяся тем, что трубки (10) выполнены из композитного материала типа «углерод-углерод» или керамического композитного материала. 8. Конструкция по п.7, отличающаяся тем, что трубки (10) содержат макропоры для обеспечения каналов между внутренним пространством трубок и пространством за их пределами. 9. Конструкция по п.7 или 8, отличающаяся тем, что трубки (10) выполнены из углеродного композитного материала и содержат химический катализатор (21), нанесенный на их поверхность (16). 10. Способ изготовления конструкции наполнителя обменной колонны для текучих сред, отличающийся тем, что включает следующие этапы: 11. Способ по п.10, отличающийся тем, что на этапе а) трубки (10) изготавливают из композитного материала, или металла, или термопластического материала, или термореактивного материала. 12. Способ по п.11, отличающийся тем, что на этапе а) трубки (10) изготавливают из углеродного композитного материала или керамического композитного материала. 13. Способ по п.12, отличающийся тем, что дополнительно включает этап карбонизации трубок (10) методом термической обработки и последующий этап осаждения углерода из газообразной фазы. 14. Способ по любому из пп.10-13, отличающийся тем, что на этапе b) ориентируют четыре трубки (10) каждого из пучков вдоль четырех диагоналей куба. 15. Способ по п.10, отличающийся тем, что на этапе а) трубки (10) изготавливают из углеродного композитного материала, причем способ дополнительно включает этап окисления указанных трубок с целью придания их поверхности (16) гидрофильных свойств. 16. Способ по п.15, отличающийся тем, что дополнительно включает этап пропитывания трубок раствором (20), содержащим химический катализатор (21), и этап высушивания раствора.
РИСУНКИ
|
||||||||||||||||||||||||||
 771
771