Патент на изобретение №2397738
|
||||||||||||||||||||||||||
(54) ПРОТЕЗ СУСТАВА ИЗ ТИТАНОВОГО СПЛАВА
(57) Реферат:
Изобретение относится к медицине. Протез сустава со стержнем из титанового сплава, у которого, как минимум, стержень выполнен методом прецизионного литья и имеет центрированную кубическую кристаллическую структуру. Титановый сплав с такой кристаллической структурой, так называемый бета-титановый сплав, имеет более низкий модуль упругости, что предпочтительно с точки зрения требований физиологии. Кроме того, изготовление в виде готовой отливки позволяет изготавливать сложные формы. 9 з.п. ф-лы, 5 ил.
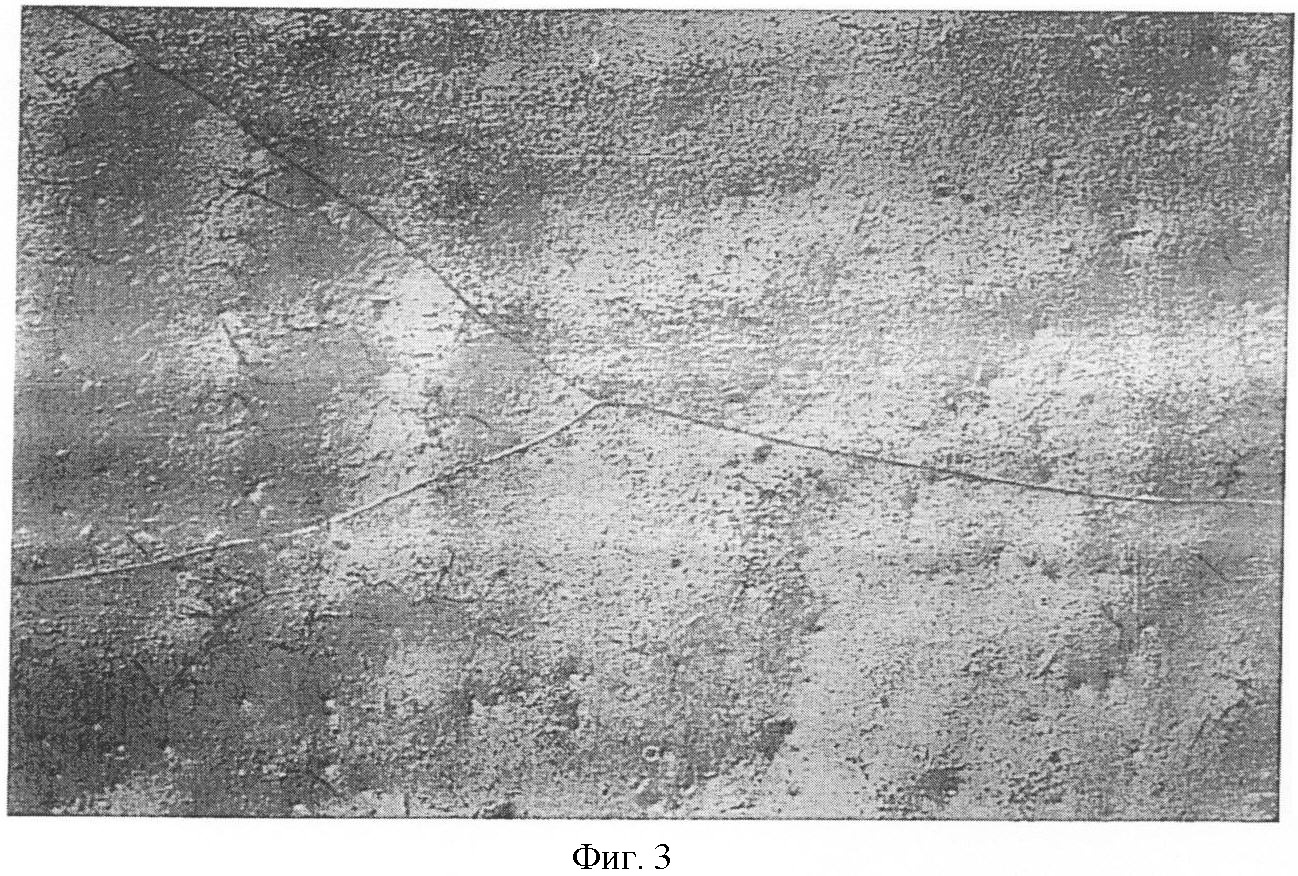
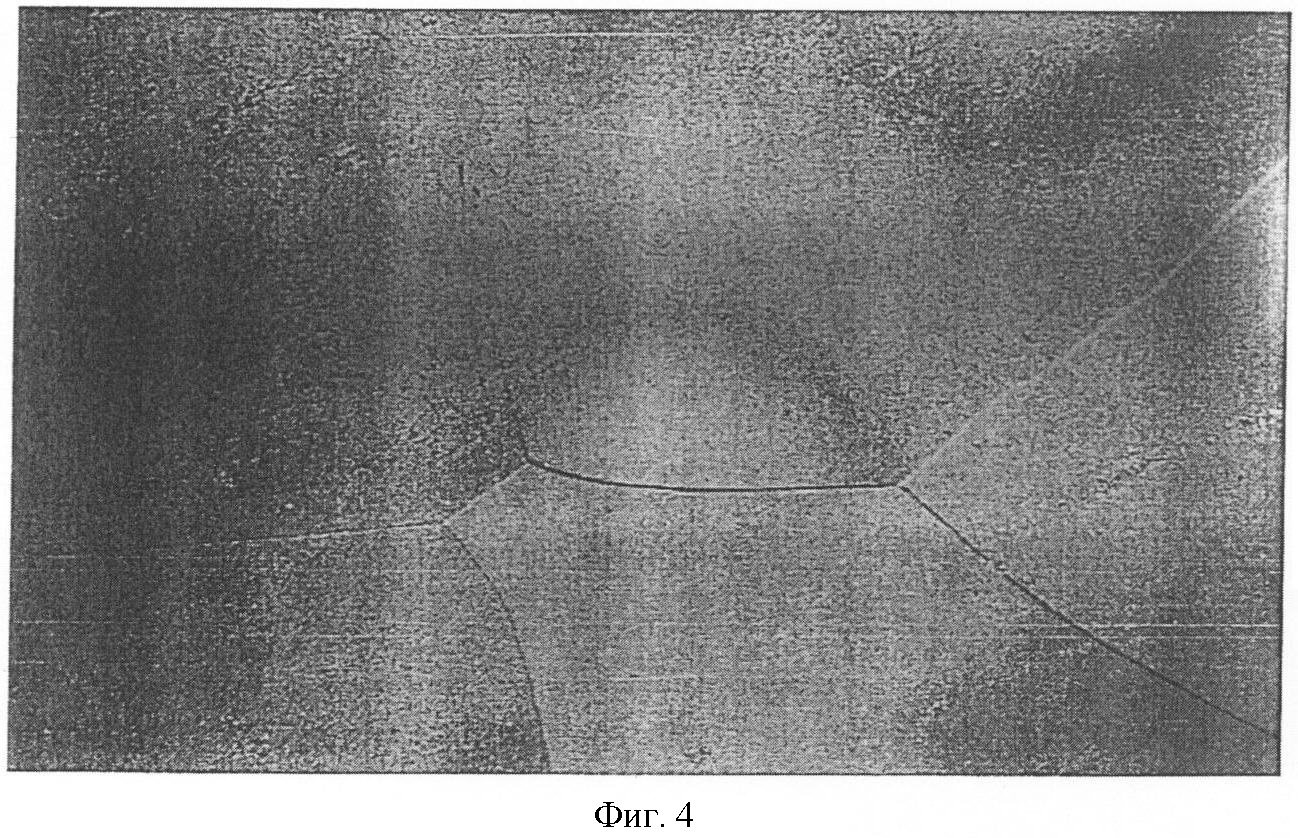
Изобретение относится к протезу сустава со стержнем из титанового сплава. Крупные суставы человеческого тела подвержены высокой механической нагрузке. Суставы двигательного аппарата должны нести вес тела, к тому же они совершают движение при каждом шаге. Поэтому кости, несущие суставы, имеют мощную кортикальную структуру. Их целостность важна для качественной работы сустава. То же самое касается также и суставов рук. Хотя на них весовая нагрузка меньше, однако они совершают больше движений, поэтому подвержены существенному износу. К тому же они имеют меньшие размеры и более подвержены повреждениям. Протезы, предусмотренные для длительной имплантации (эндопротезы), должны иметь не только достаточные механические свойства для обеспечения желаемой функциональности, но они также должны иметь и максимально возможную биосовместимость, чтобы пациент мог переносить их в течение длительного периода. Именно последний аспект имеет очень большую важность, так как возможно возникающие непереносимости обычно требуют эксплантации протеза. Это приравнивается к выходу протеза из строя. Известно, что недостаточный перенос нагрузки с протеза на несущую кость может привести к дегенерации костной ткани, следствием чего нередко является разбалтывание протеза. Поэтому во избежание такой дегенерации важно обеспечить с помощью протеза максимально физиологическую нагрузку. Исследования показали, что протезы тазобедренного сустава с более низким модулем упругости создают ситуацию нагрузки, которая является более физиологичной, чем при неподвижных протезах. Так, например, в протезах бедра перешли от кобальтохромовых сплавов, которые всегда показывают очень высокий модуль упругости в диапазоне от примерно 200000 Н/мм2, на титановые сплавы с более низким модулем упругости, как например на TiAl6V4, с модулем упругости, примерно равным 100000 Н/мм2. Но эти значения все еще существенно выше модуля упругости кортикальной кости, примерно равного 25000 Н/мм2. В основу изобретения положена задача улучшить протез сустава названного вначале типа таким образом, чтобы достигался более физиологический перенос нагрузки. Решение, предлагаемое изобретением, заключается в протезе сустава с признаками независимого пункта формулы. Преимущественные варианты усовершенствования являются предметом зависимых пунктов формулы. Согласно изобретению в протезе сустава со стержнем из титанового сплава предусмотрено, что, как минимум, стержень выполнен методом прецизионного литья и имеет центрированную кубическую кристаллическую структуру (так называемый бета-титановый сплав). Выяснилось, что с помощью протеза сустава может достигаться явно меньший модуль упругости. В зависимости от использованного титанового сплава и выполненной тепловой обработки могут достигаться значения до примерно 60000 Н/мм2. Это практически соответствует уменьшению в два раза достигаемого ранее с титановыми сплавами модуля упругости. Кроме того, изобретение предусматривает, что по крайней мере один стержень выполняется методом прецизионного литья. Это позволяет придавать протезу более сложные формы. Способы ковки, которые до сих пор используются в основном для протезов из титана, позволяют изготавливать только относительно простые конструкции. Благодаря изобретению это ограничение преодолевается. Таким образом, протезы, выполненные согласно изобретению, могут быть лучше приведены в соответствие принимаемым нагрузкам. Так, например, формовка протеза может варьироваться более гибко, в зависимости от соответствующих локальных нагрузок. Протез должен быть прочнее и жестче только на тех участках, где возникают большие нагрузки; в остальном он может быть выполнен менее прочным и более упругим. Это позволяет и далее улучшать корректировку протеза в соответствии с анатомическими условиями. Кроме того, такие крепежные элементы, как выступы, могут просто быть выполнены заодно с протезом. Может быть предусмотрено большее количество и более сложные крепежные элементы. Таким образом протез лучше подходит для бесцементной имплантации. Это и является заслугой изобретения, что такие сложные формы, которые практически невозможно реализовать за счет ковки, могут быть реализованы также и в протезах из бета-титановых сплавов. Как правило, протез изготавливают способом прецизионного литья вместе со стержнем в виде единого элемента, затем его подвергают тепловой обработке, однако не следует принципиально исключать возможность составления протеза из нескольких частей, включая стержень. Преимущественно изобретение может быть применено для искусственных тазобедренных суставов, а именно, в частности, для протезов бедра. Они относятся к протезам с максимальной нагрузкой и имеют стержень сложной формы для имплантации в бедро. Выяснилось, что именно в верхней области бедра быстрее возникают явления дегенерации, если имплантирован слишком жесткий протез. Выход протеза из строя является частым следствием. При протезе бедра согласно изобретению модуль упругости явно меньше и тем самым намного ближе к физиологическим характеристикам костного материала в верхней области бедра. Протез бедра успешно противодействует опасности дегенерации. То же самое касается и варианта исполнения протеза коленного сустава, которые, как правило, имеют относительно длинные стержни. Предпочтительно титановый сплав является титаново-молибденовым сплавом. За счет добавления молибдена достигается стабилизация так называемой бета-фазы титанового сплава. Она позволяет формироваться необходимой центрированной кубической кристаллической структуре, средний размер зерна которой составляет, как минимум, 0,3 мм, предпочтительно – 0,5 мм. Молибден как элемент сплава в отличие от других элементов сплава, которые также вызывают стабилизацию бета-фазы, в частности ниобия или ванадия, имеет более низкую токсичность. Снижение токсичности является существенным преимуществом для протеза, предусмотренного для долгосрочной имплантации. Доля молибдена или эквивалента молибдена в сплаве предпочтительно находится в диапазоне от 7,5 до 25%. Таким образом, в частности, при содержании молибдена в количестве, равном, минимум, 10%, достигается достаточная стабилизация бета-фазы вплоть до диапазона комнатной температуры. Предпочтительно содержание составляет от 12 до 16%. Таким образом также можно получить за счет быстрого охлаждения после литья метастабильную Предпочтительно изготовление, как минимум, стержня протеза, предлагаемого в изобретении, путем изостатического горячего прессования и отжига в области твердого раствора. Выяснилось, что в материале, прошедшем такую тепловую обработку, достигаются существенные улучшения в отношении хрупкости. За счет изостатического горячего прессования осуществляется противодействие неблагоприятным эффектам на основании обогащения молибдена в дендритах при обеднении остаточного расплава, за счет того что в раствор вносятся междендритные осадки. Изостатическое горячее прессование выполняют при температуре, которая соответствует, как максимум, бета-температуре трансуса титанового сплава и, как минимум, на 100°С ниже бета-температуры трансуса. Благоприятной является температура ниже бета-температуры трансуса, а именно до 100°С ниже ее. Для титаномолибденового сплава с 15% долей молибдена хорошие результаты получены при температурах в диапазоне от 710°С до 760°С, предпочтительно примерно 740°С. За счет отжига в области твердого раствора достигается улучшение дуктильности сплава. Для отжига в области твердого раствора себя зарекомендовали температуры, как минимум, в диапазоне 700°С-880°С, предпочтительно в диапазоне от 800°С до 860°С. Предварительная тепловая нагрузка до или после изостатического горячего прессования не требуется. Для охлаждения после отжига в области твердого раствора стержень предпочтительно закаливают водой. Изобретение далее поясняется со ссылкой на чертеж, на котором представлен предпочтительный пример реализации изобретения. На чертеже показаны: Фиг.1 – схематический вид первого примера реализации протеза сустава, предлагаемого в изобретении; Фиг.2 – схематический вид другого примера реализации протеза сустава, предлагаемого в изобретении; Фиг.3 – изображение кристаллической структуры непосредственно после прецизионного литья (при 1000-кратном увеличении); Фиг.4 – изображение кристаллической структуры после изостатического горячего прессования и отжига в области твердого раствора; Фиг.5 – таблица с механическими свойствами протеза, предлагаемого в изобретении. Показанный на фиг.1 пример реализации показывает протез бедра для искусственного тазобедренного сустава. Он может взаимодействовать с имплантированным в кости таза компонентом 2 вертлужной впадины. Протез 1 бедра имеет длинный стержень 10 в качестве элемента крепления на кости и шейку 11, присоединенную под тупым углом. На конце, противоположном стержню, расположена головка 12 шарнира, который вместе с подшипниковой вставкой 22 компонента 2 вертлужной впадины образует шаровой шарнир. Для имплантации выполняется полная или частичная резекция шейки бедра с его головкой, и открывается доступ к костномозговой полости бедра. Через этот доступ стержень 10 протеза 1 бедра вводится в костномозговую полость и закрепляется в ней. В зависимости от варианта исполнения в качестве крепежного средства предусмотрен цемент, или фиксация выполняется без цемента. Протез 1 бедра передает в бедро действующие на тазобедренный сустав механические нагрузки любого рода, будь то статические при стоянии или динамические при беге. Для длительного надежного крепления протеза 1 бедра в костном материале бедра важен физиологически благоприятный перенос нагрузки. Если протез 1 бедра выполнен очень жестко, то он берет на себя большую часть нагрузки и таким образом снимает нагрузку с костного материала, в частности, в верхней области бедра. Это в течение продолжительного срока приводит к дегенерации бедра в этой области. Как следствие – угроза разбалтывания протеза 1 бедра, в итоге – выход протеза из строя. Чтобы предотвратить выход из строя, известно, что можно выполнять протез 1 бедра менее жестким, то есть более эластичным с физиологически благоприятным низким модулем упругости. В частности, стержень 10 протеза 1 бедра в этом отношении является критичным. Костный материал бедра в кортикальной области имеет модуль упругости примерно 20000-25000 Н/мм2. Протез 1 бедра согласно изобретению имеет модуль упругости примерно 60000 Н/мм2. Это благоприятное значение, оно явно ниже значений используемых обычно материалов, таких как TiAl6V4, имеющих модуль упругости, равный примерно 100000 Н/мм2 или даже 200000 Н/мм2 в кобальтохромовых сплавах. Благодаря изобретению, используя способ прецизионного литья, можно легко изготавливать также и сложные формы. Так, например, протез 1 бедра на своем стержне 10 имеет множество выемок и выступов пилообразной формы. Они служат для улучшенного крепления протеза 1 бедра в бедре и позволяют выполнять имплантацию без цемента. Предусмотрено несколько канавок 14, проходящих в продольном направлении стержня 10. Они расположены как на передней, так и на задней стороне стержня 10, но могут быть расположены также и на боковых сторонах. В верхней части стержня 10 предусмотрены несколько рядов с выступами 15 пилообразной формы. Кроме того, на переходе к шейке 11 предусмотрено кольцо 13, расположенное по периметру. Оно может быть выполнено как отдельный элемент, но благодаря изобретению оно может быть выполнено как одно целое со стержнем 10 и шейкой 11. В принципе следует предпочесть монолитное исполнение протеза, за исключением заменяемых, или опциональных сменных, или быстроизнашиваемых частей. Кроме того, на стержне 10 предусмотрен фиксирующий выступ 16, граничащий с кольцом 13, в качестве предохранителя вращения. Протезы суставов, имеющие такого рода сложные формы, могут обычно изготавливаться только из TiAl6V4. Но он имеет другую, неблагоприятную кристаллическую структуру и тем самым нежелательно высокий модуль упругости. Изобретение можно с преимуществами использовать также и в других типах протезов суставов. На фиг.2 показан еще один пример реализации – протез коленного сустава. Он включает в себя компонент 31 бедра и компонент 30 большеберцовой кости. Компонент 31 бедра имеет длинный стержень 33 в качестве элемента крепления в кости. Он образован для имплантации в центральный канал бедра, открытый посредством разреза естественного коленного сустава. Как и в случае протеза бедра, также и здесь возникает проблема дегенерации окружающей кортикальной структуры при слишком жестком исполнении протеза 3 коленного сустава, в частности его стержня 33. То же самое касается и стержня 32 для компонента 30 большеберцовой кости. Протез сустава, предложенный в изобретении, может быть применен также и для других суставов, например в локте или в плече. Далее раскрыт способ реализации изобретения. Исходный материал – бета-титановый сплав с долей молибдена в 15% (TiMo15). Этот сплав можно приобрести в обычных магазинах в форме маленьких слитков (отливок). На первом шаге выполняют прецизионное литье частей протеза тазобедренного сустава. Для расплава и литья TiMo15 предусмотрена литьевая установка. Предпочтительно используют вакуумно-индукционную плавильно-литьевую установку с тиглем с холодными стенками. С помощью такой установки можно достигать высоких температур, которые необходимы дл надежного плавления TiMo15. Точка расплава TiMo15 составляет примерно 1770°С плюс примерно 60°С для надежного прецизионного плавления. То есть в целом должна быть достигнута температура в 1830°С. Затем прецизионное литье расплава выполняют с помощью известных способов, например с восковыми матрицами и керамическими формами в качестве временной формы. Такие техники прецизионного литья известны для прецизионного литья TiAl6V4. Получается кубически центрованная кристаллическая структура. Микроструктура показана на фиг.3. Отливки, вынутые после прецизионного литья из литьевых форм, подвергают тепловой обработке. Для этого предусмотрено изостатическое горячее прессование (ИГП), а именно при температуре немного ниже бета-температуры трансуса. Она может находиться в диапазоне от 710°С до 760°С, предпочтительным образом она равняется примерно 740°С при давлении аргона от 1100 до 1200 бар. Целесообразно удалить возможно возникающую при литье краевую зону в форме твердого, ломкого слоя (так называемый После изостатического горячего прессования отливки имеют низкую дуктильность. Предполагается, что хрупкость возникает по причине вторичных осадков во время изостатического горячего прессования и последующего, как правило, медленного охлаждения от температуры изостатического горячего прессования. Чтобы внести эти мешающие осадки в раствор, отливки отжигают в камерной печи в защитной среде аргона. Для этого выбирают температурный диапазон примерно 700°C-860°С, в течение нескольких, обычно двух часов. При этом существует обратная зависимость температуры и продолжительности, при более высокой температуре достаточно меньшей продолжительности и наоборот. После отжига в области твердого раствора отливки закаливают холодной водой. Получаемая в результате микроструктура показана на фиг.4. Достигнутые после отжига в области твердого раствора механические свойства представлены в таблице на фиг.5. Признано, что модуль упругости снижается с повышением температуры при отжиге в области твердого раствора, а именно до значений до 60000 Н/мм2. Коэффициенты вязкости улучшаются со снижением прочности и твердости. Так, после двухчасового отжига в области твердого раствора при 800°С достигается модуль упругости в 60000 Н/мм2 при относительном удлинении при разрыве примерно 40% и пределе прочности при разрыве Rm в примерно 730 Н/мм2.
Формула изобретения
1. Протез сустава со стержнем из титанового сплава, отличающийся тем, что по крайней мере, стержень (10, 32, 33) выполнен методом прецизионного литья и имеет центрированную кубическую кристаллическую структуру. 2. Протез сустава по п.1, отличающийся тем, что он представляет собой протез (1) бедра. 3. Протез сустава по п.1, отличающийся тем, что он представляет собой протез (1) коленного сустава. 4. Протез сустава по любому из пп.1-3, отличающийся тем, что титановый сплав представляет собой титаново-молибденовый сплав. 5. Протез сустава по п.4, отличающийся тем, что содержание молибдена находится в диапазоне от 7,5 до 25%. 6. Протез сустава по любому из пп.1-3, 5, отличающийся тем, что средний размер зерна кристаллической структуры составляет как минимум 0,3 мм, предпочтительным образом 0,5 мм. 7. Протез сустава по любому из пп.1-3, 5, отличающийся тем, что по крайней мере, стержень (10, 32, 33) подвергся изостатическому горячему прессованию и отжигу в области твердого раствора. 8. Протез сустава по п.7, отличающийся тем, что изостатическое горячее прессование выполнено при температуре, которая соответствует как максимум бета-температуре трансуса титанового сплава и как минимум на 100°С ниже бета-температуры трансуса. 9. Протез сустава по любому из пп.1-3, 5, 8, отличающийся тем, что титановый сплав не содержит ванадия и алюминия. 10. Протез сустава по любому из пп.1-3, 5, 8, отличающийся тем, что титановый сплав не содержит висмута.
РИСУНКИ
|
||||||||||||||||||||||||||
 1144
1144 -фазу. Добавление дополнительных образующих сплав элементов, как правило, является излишним. В частности, не требуется добавлять ванадий или алюминий. Отказ от этого несет в себе уже названное преимущество, заключающееся в том, что можно избежать токсичности, исходящей от этих образующих сплав элементов. То же самое касается и висмута, биосовместимость которого также ниже биосовместимости титана. Кроме того, титаново-молибденовый сплав имеет следующее преимущество по отношению к известным сплавам, таким как TiAl6V4 – он имеет улучшенные литейные качества. Таким образом можно формовать конструкции с острыми краями методом прецизионного литья.
-фазу. Добавление дополнительных образующих сплав элементов, как правило, является излишним. В частности, не требуется добавлять ванадий или алюминий. Отказ от этого несет в себе уже названное преимущество, заключающееся в том, что можно избежать токсичности, исходящей от этих образующих сплав элементов. То же самое касается и висмута, биосовместимость которого также ниже биосовместимости титана. Кроме того, титаново-молибденовый сплав имеет следующее преимущество по отношению к известным сплавам, таким как TiAl6V4 – он имеет улучшенные литейные качества. Таким образом можно формовать конструкции с острыми краями методом прецизионного литья. -слой) за счет травления. Обычно этот слой имеет толщину примерно 0,03 мм.
-слой) за счет травления. Обычно этот слой имеет толщину примерно 0,03 мм.