Патент на изобретение №2396168
|
||||||||||||||||||||||||||
(54) СПОСОБ ИЗГОТОВЛЕНИЯ УГЛЕКОМПОЗИТНЫХ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ
(57) Реферат:
Группа изобретений относится к устройству и способу изготовления углекомпозитных изделий, имеющих форму фермы. Способ включает сборку оправки, укладку арматуры в виде угольных жгутов на неподвижную оправку вдоль ее продольной оси, пропитку полимерным связующим материалом и нагрев до температуры, исключающей затруднения при съеме готового изделия. Съем готового изделия производят при температуре, близкой к нижней границе температурного интервала полимеризации. При этом полимерный связующий материал выбирают с температурой стеклования, выше и близкой к нижней границе температурного интервала полимеризации. Устройство включает заготовку, матрицу, внутренний пуансон и устройство, создающее давление изнутри. Внутренний пуансон выполнен из трех элементов, форма которых соответствует форме устройства, создающего давление изнутри, и профилю продольных элементов фермы. Матрица состоит из трех элементов, профиль которых соответствует профилю поперечных элементов фермы. Причем устройство, создающее давление изнутри, выполнено в виде силиконовой камеры со штуцером, подключаемым к компрессору. Достигаемый при этом технический результат заключается в обеспечении возможности изготовления изделий сложной формы, включая ограничения по массе и жесткие требования по геометрии и монолитности сверхлегких пространственных конструкций. 2 н. и 1 з.п. ф-лы, 6 ил.
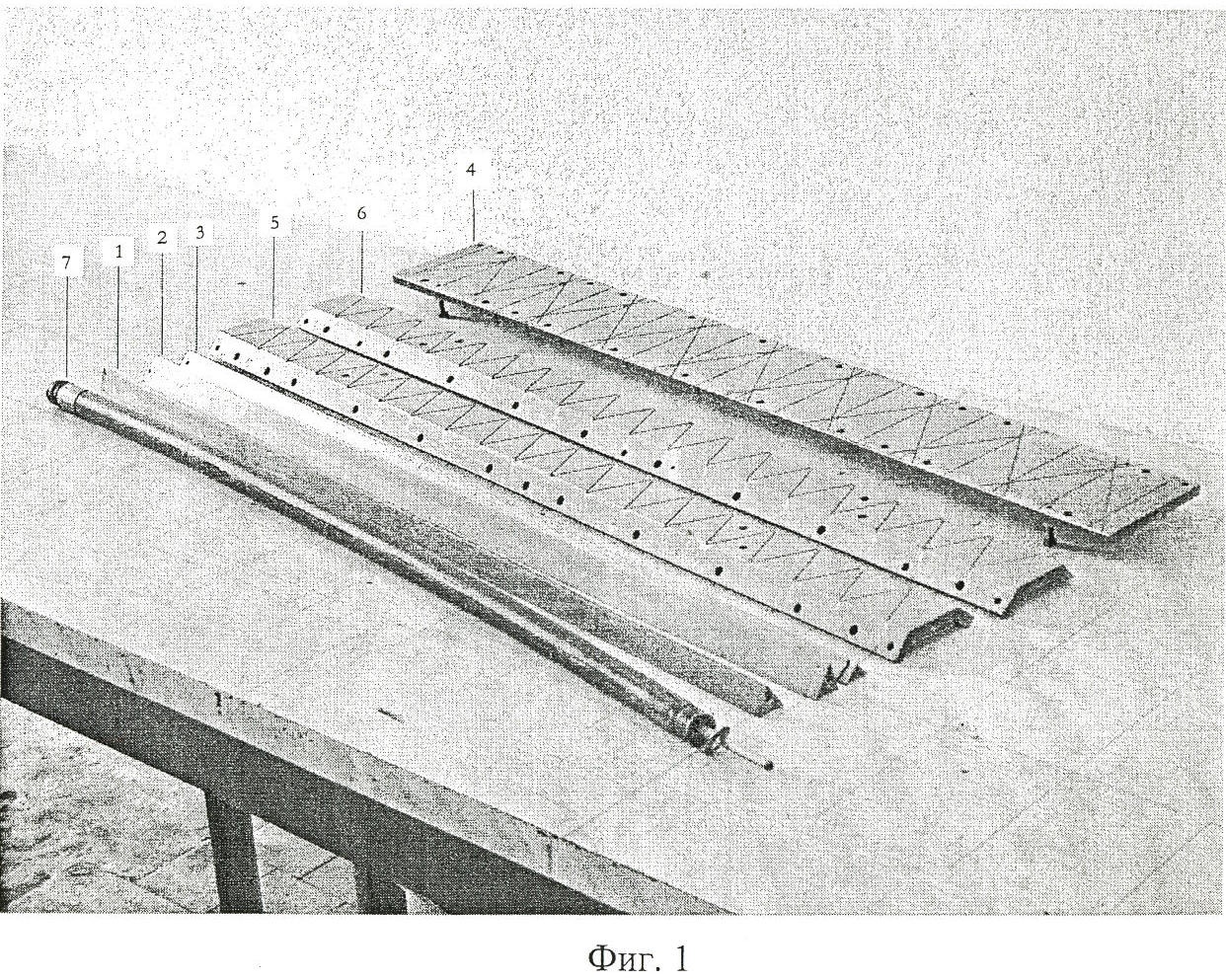
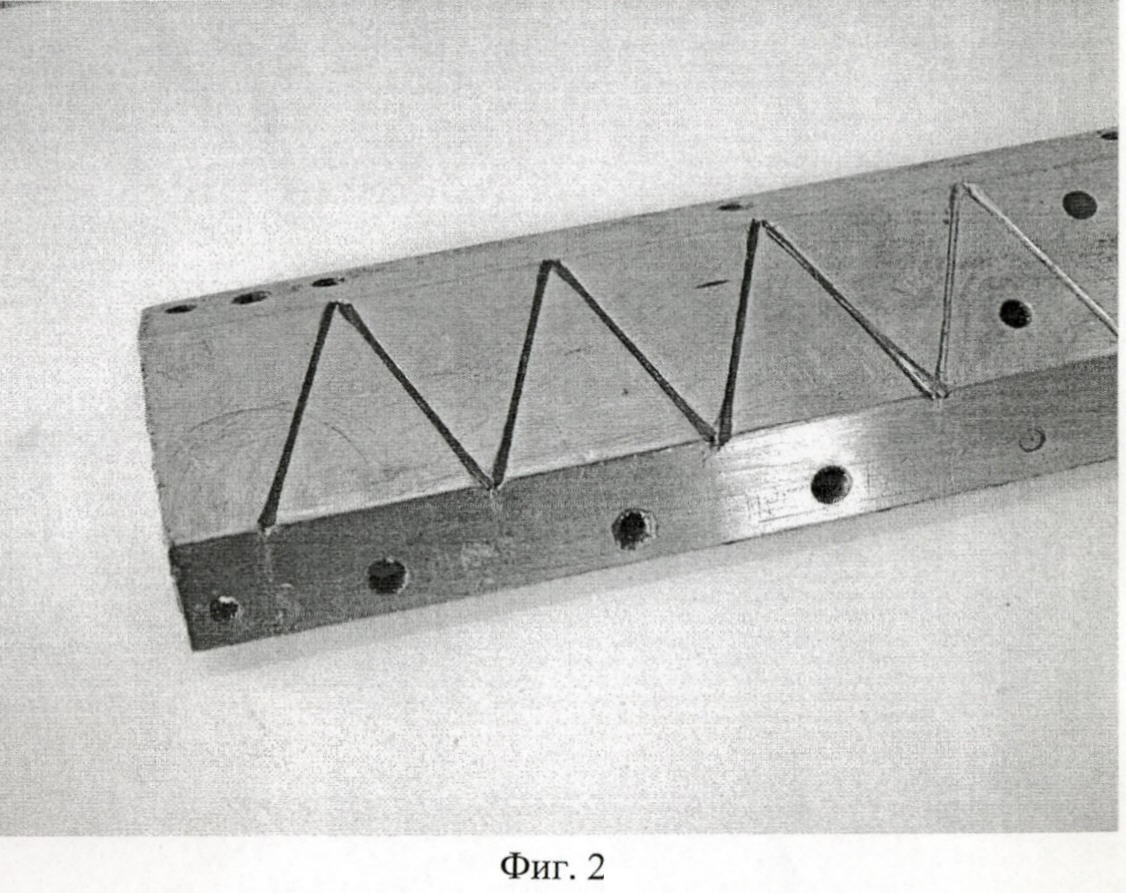
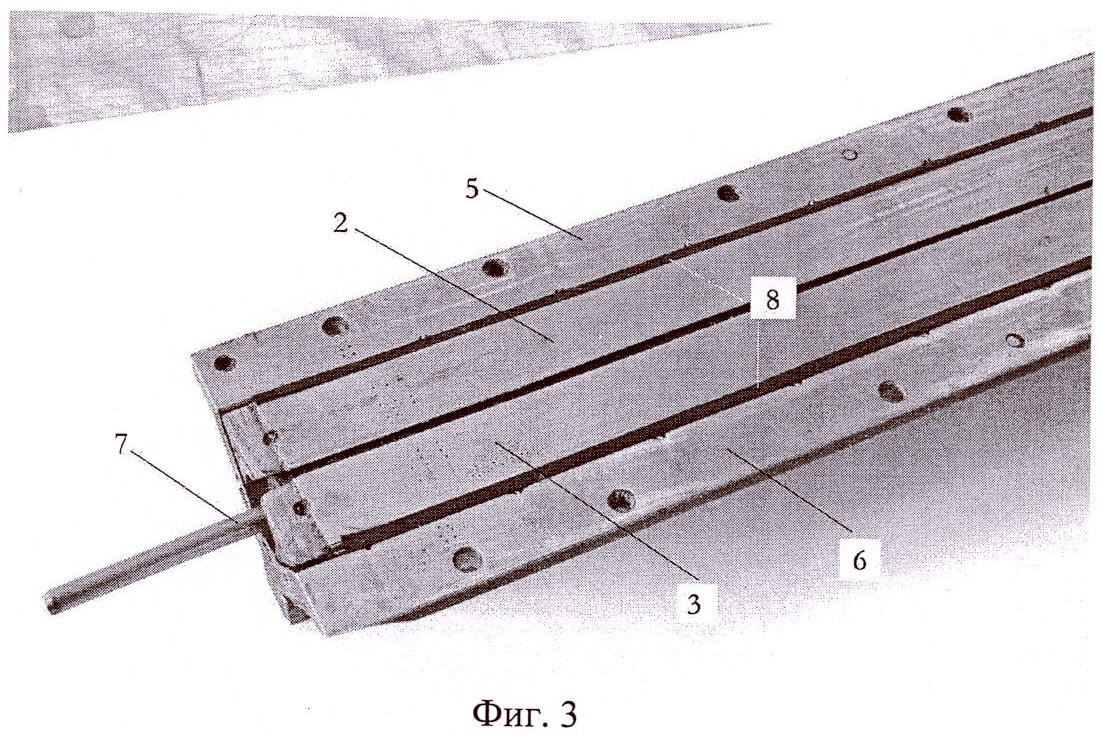
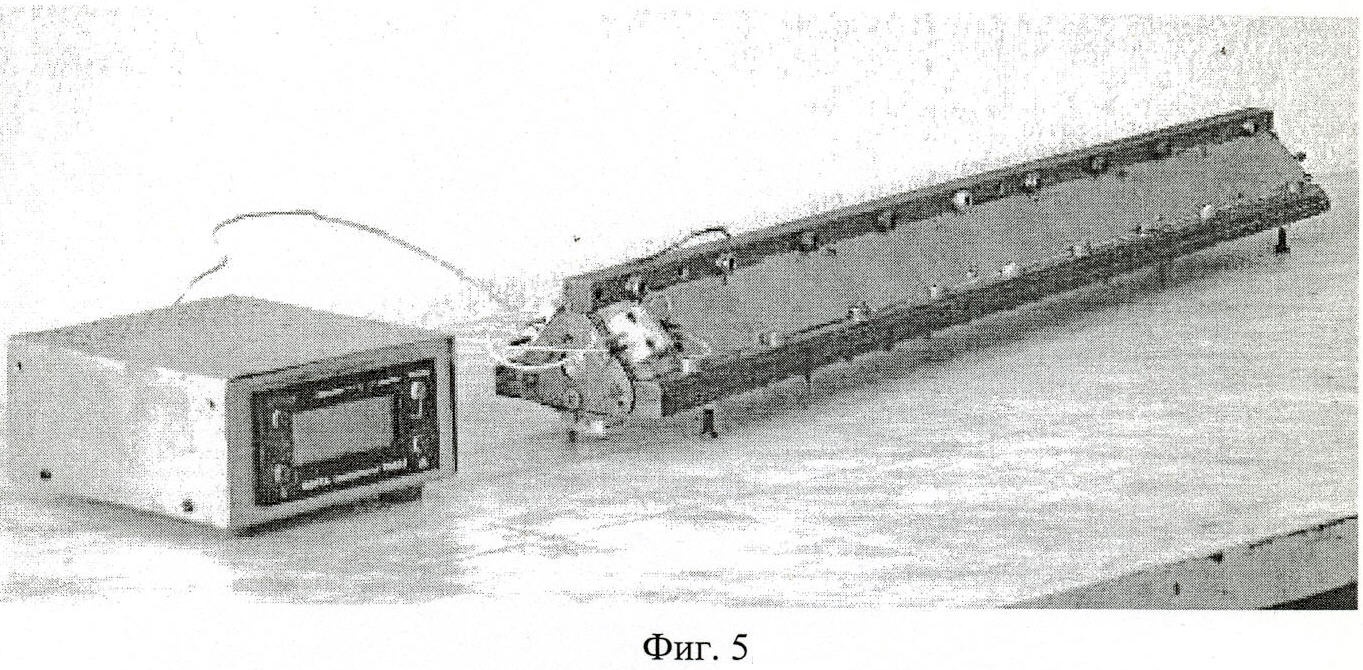
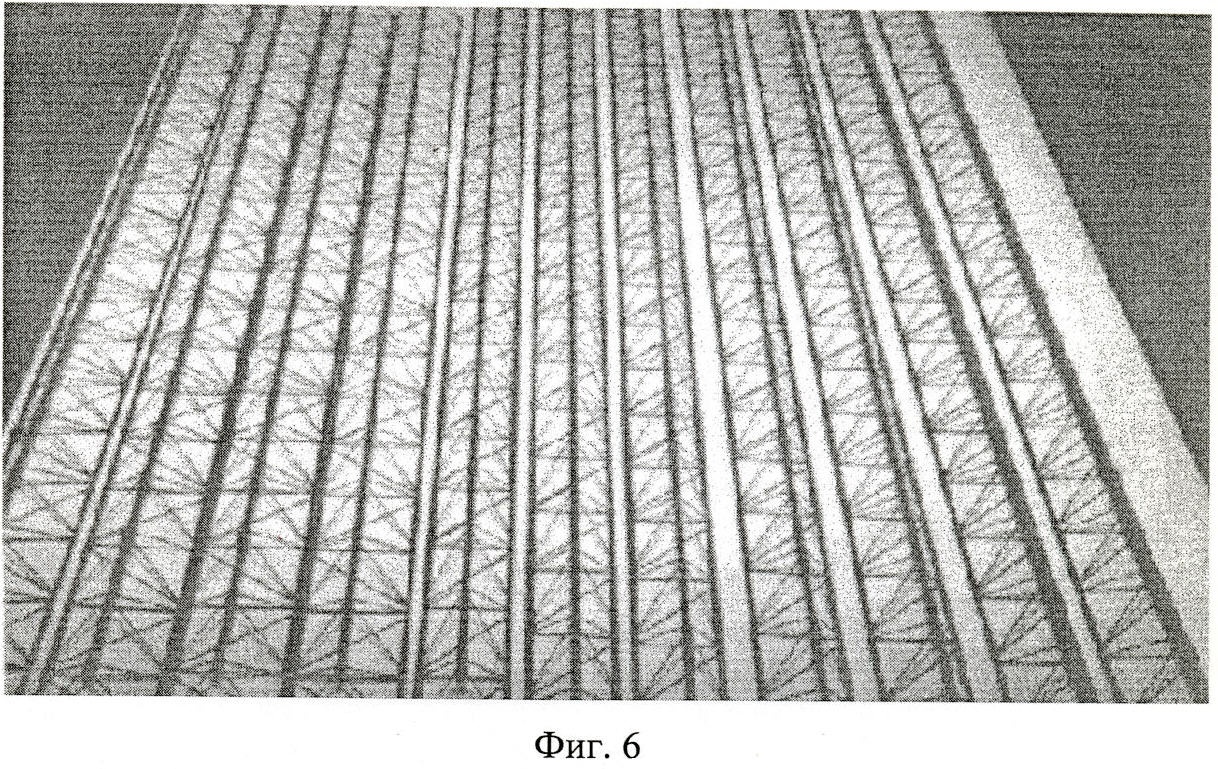
Предлагаемое изобретение относится к технологии изготовления изделий с применением углеродного волокна, совершенствует эту технологию применительно к изделиям сложной формы, и может применяться для изготовления конструкций, требующих использования матрицы и пуансона, формы которых отличается от известных и традиционных. Углеволокнистые структуры, добавленные к некоторым твердым материалам, таким как смола, пластмасса, керамика, металл и т.д., способны улучшать требуемые физические свойства изготовленного изделия. К таким свойствам относятся электрические, тепловые или механические характеристики. Углеволокно используется и в сочетании с полимерным связующим. Полимеры, как известно, – это вещества, состоящие из макромолекул (молекул, содержащих большое число валентно связанных атомов, доходящее до десятков и сотен тысяч). Макромолекулы часто получают в процессе полимеризации, при котором в исходных молекулах вещества раскрываются двойные связи, за счет которых образуются полимерные цепи без выделения других веществ. В отличие от молекулы, макромолекула не является наименьшей частицей вещества – носителем химических свойств. Полимеры могут находиться в различных состояниях: кристаллическом, стеклообразном, вязко-текучем и высокоэластичном. Последнее характерно только для полимеров в отличие от веществ из обычных молекул (низкомолекулярных веществ). Охлаждение полимера от вязко-текучего расплава до стекла представляет собой непрерывный переход от подвижной системы к твердому телу (см. Физический энциклопедический словарь, том четвертый, М., 1965, стр.94). Нормальный цикл полимеризации – это определенный производителем процесс температурной обработки, гарантирующий механические показатели материала. Известен способ [1] повышения стойкости к образованию трещин, прочности и термостойкости керамического материала за счет добавления углеволокна при соотношении компонентов (мас.%): карбид бора 60-78, карбид кремния 7-22, карбид титана 3-11, диборид титана 3-15, углеволокно 0,3-15. Известен способ изготовления ракетного блока [2], используемый при конструировании топливных баковых отсеков. По одному из вариантов отсек выполняется в виде двух баков с общим промежуточным днищем. Днище имеет цилиндрический участок в виде двухслойной оболочки. Внутренним слоем служит полимерный материал, а наружным – углепластик. На цилиндрическом участке между верхним и нижним днищами выкладывают трехслойную обечайку, которая включает в себя внутреннюю и внешнюю обшивки из углепластика и заполнитель со стыковочными профилями в его торцах. На цилиндрические участки днищ наносят клеевую пленку. Отверждение слоев и приклеивание днищ осуществляют в автоклаве. В результате обеспечивается снижение массы конструкции ракетного блока при высокой прочности. Известна конструкция тяговой цепи для спуска и подъема непрерывных стальных труб при эксплуатации и ремонте нефтяных скважин [3]. Цепь имеет фрикционные колодки, передающие тяговое усилие цепи на трубу. Колодки снабжены вставными элементами (сухарями), состоящими из четырех частей, две из которых стальные, а две выполнены из композиционного материала. В качестве композиционного материала использован углепластик, а площадь поверхности стальных составляющих сухаря относится к площади поверхности составляющих, выполненных из композиционного материала, как 1:1,5. Выбранное сочетание материалов и их размеров обеспечивает износостойкость и высокое тяговое усилие фрикционных колодок на протяжении всего периода эксплуатации длинномерной стальной трубы. Известны лопасть из термопластичного композиционного материала, в частности, для хвостового винта вертолета и способ ее изготовления [4]. Лопасть содержит нижнюю и верхнюю части своей оболочки, передний и задний элементы ее заполнения и лонжерон из композиционного материала, состоящего из одной и той же матрицы, термопластичной и представляющей собой синтетическую смолу РЕЕК, армированной предпочтительно угольными волокнами. Способ заключается в том, что осуществляют сборку предварительно изготовленных в виде элементарных деталей: лонжерона, нижней и верхней частей оболочки лопасти с помощью литья под давлением сжиженного термопластичного композиционного материала с короткими армирующими волокнами, используемого для формирования элементов заполнения оболочки лопасти. Изобретение позволяет упростить технологию изготовления лопасти. Известен способ [5] снижения угловой вибрации распределительного вала относительно коленчатого вала в двигателях внутреннего сгорания, в которых распределительный вал приводится в движение зубчатыми ремнями. Натяжной элемент – корд в виде винтовой спирали, изготовлен, по меньшей мере, из одной нити, содержащей углеволокно. Известна конструкция опорных узлов размещения спутникового оборудования на трехслойных панелях космических платформ [6]. Трехслойная панель имеет верхнюю и нижнюю обшивки из полимерного композиционного материала, между которыми помещен сотовый заполнитель. Опорный узел включает втулку, закрепляемую на панели. В качестве полимерного композиционного материала использован жгут из угольных или стеклянных волокон, пропитанных вспенивающейся клеевой композицией. Вспенивающаяся клеевая композиция армирована рубленым волокном с использованием угольных или стеклянных волокон. Армирование клеевой композиции названным волокном позволяет упрочнить ее и соответственно место соединения втулки с трехслойной панелью. Известна конструкция котла высокого давления [8], которая включает тело котла и упрочненный волокнами пластмассовый слой, сформированный на поверхности котла. Углеродное волокно для котла обладает высокими параметрами при растяжении: имеет модуль упругости 305 ГПа или выше при относительном удлинении от 1.45 до 1.70%. Известно устройство, предназначенное для изготовления углеволоконных зубных протезов [9]. В удлиненной трубке, имеющей на конце внутреннюю форму арки зубного протеза, помещаются угольные волокна. Связующее вещество подается по трубке в жидком состоянии. После остывания и перехода в твердое состояние образуется прочный протезный мост, закрепленный без петель и острых изгибов. Известна нетканая арматурная сетка из углеродных микроволокон [10]. Она может быть использована как основа для многих изделий. Будучи пропитана смолой может иметь свойства металла. К недостаткам известных из уровня техники способов и устройств для изготовления изделий сложной формы следует отнести непригодность их для изготовления изделий более сложной формы, т.е с жестко заданными параметрами элементов: сочетания, например, веса, геометрии элементов, траектории элементов изделия на плоскости и т.п. Известен способ укладки на оправку продольной нитевидной арматуры [7], наиболее близкий по техническому результату для заявляемого способа и взятый за прототип. Этот способ укладки включает при реализации в одном из вариантов сборку цилиндрической оправки с коронками, размещаемыми кольцевыми рядами по краям участка укладки арматуры, укладку арматуры на оправку вдоль ее продольной оси с помощью раскладчика арматуры. Оправка и раскладчик приводятся в согласованное движение при укладке. Для получения нитевидной арматуры используют угольные волокна, угольные нити или жгуты, набранные из волокон. Нитевидную арматуру в процессе укладки пропитывают полимерным связующим материалом. Предусмотрен нагрев отдельных элементов раскладчика во время укладки до температуры, исключающей затруднения стягивания арматуры. Предлагаемое техническое решение для способа изготовления углекомпозитных изделий сложной формы совпадает с прототипом по наибольшему количеству признаков, таких как сборка оправки, укладка арматуры на оправку вдоль ее продольной оси, использование угольных жгутов, пропитка полимерным связующим материалом, нагрев до температуры, исключающей затруднения при съеме изделий. Недостатком прототипа является невозможность его использования для изготовления изделий сложных форм. Известен способ формирования наружной резьбы на концевом участке трубной заготовки, из которого просматривается устройство для изготовления такой резьбы [11], наиболее близкое по техническому результату к заявленному устройству и взятое за прототип (для устройства). Устройство-прототип состоит из трубной заготовки с наружным диаметром концевого участка, равным внутреннему диаметру резьбовой матрицы, резьбовой матрицы с внутренней резьбой, профиль которой соответствует профилю изготовляемой на заготовке резьбы, а также из устройства (которое выполняет функцию внутреннего пуансона), позволяющего осуществлять давление изнутри для увеличение диаметра концевого участка с заполнением металлом заготовки резьбовых канавок матрицы. Особенностью устройства является расположение пуансона внутри устройства, а матрицы, определяющей форму готового изделия, снаружи. Недостатком устройства, с точки зрения изготовления изделий более сложной формы (по сравнению с наружной резьбой), является достаточно простая форма матрицы. Заявленное изобретение направлено на решение технической задачи изготовления углекомпозитных изделий сложной формы. При этом под «сложностью формы» понимается сложное сочетание жестко заданных параметров, например значительный размер в одном из направлений и/или существенное ограничение массы используемого материала, и/или жесткие требования к геометрии изделия, и/или к их сочетанию вместе с заданным весом и т.п. Необходимость изготовления подобных изделий возникла в связи с конструированием внутренней опорной системы для электронных компонентов ускорителя заряженных частиц Европейского ядерного центра, одним из исполнителей которого является Заявитель. Например, несущая конструкция линейки детекторов ядерного излучения представляет собой трехгранную ферму длиной 1200 мм, состоящую из набора продольных и выступающих поперечных элементов толщиной 0,2-0,8 мм. Другим фактором, усложняющим изготовление такой фермы, являются высокие требования к точности готового изделия, так, например, отклонение от плоскостности базовых элементов на длине 1200 мм не должно превышать 0,1 мм. Это достаточно жесткие условия к изготовлению углекомпозитных изделий, которые имеют сложную форму. Технический результат заявленного изобретения заключается в обеспечении возможности изготовления изделий сложной формы, включая ограничения по массе и жесткие требования по геометрии и монолитности сверхлегких пространственных конструкций. Указанный технический результат достигается заявленным способом изготовления углекомпозитных изделий сложной формы за счет того, что, в соответствии с изобретением, включающим сборку оправки, укладку арматуры в виде угольных жгутов на неподвижную оправку вдоль ее продольной оси, пропитку полимерным связующим материалом и нагрев до температуры, исключающей затруднения при съеме изделия, съем готового изделия производят при температуре, близкой к нижней границе температурного интервала полимеризации, но выше этой границы, а полимерный связующий материал выбирают с температурой стеклования, близкой к названной температуре. Кроме этого, указанный технический результат достигается тем, что в заявленном способе изготовления углекомпозитных изделий сложной формы для исправления изделий, имеющих повышенное отклонение формы от номинала, эти изделия нагревают до температуры, лежащей в интервале выше температуры стеклования полимерного связующего материала, но ниже температуры его деструкции, при одновременной опоре изделий на базовые поверхности, лежащие в параллельных плоскостях, с дальнейшим их остыванием в таком положении. Помимо этого, указанный технический результат достигается заявленным устройством, приведенным в конкретном примере его реализации в виде фермы, содержащей заготовку, матрицу, внутренний пуансон и устройство, создающее давление изнутри, внутренний пуансон выполнен из трех элементов, форма которых соответствует форме устройства, позволяющего осуществлять давление изнутри, и профилю продольных элементов фермы, матрица состоит из трех элементов, профиль которых соответствует профилю поперечных элементов фермы, а устройство, создающее давление изнутри, выполнено в виде силиконовой камеры со штуцером. Нижняя граница температурного интервала полимеризации определяется как температура, при которой в процессе полимеризации при остывании происходит первоначальное закрепление и сохранение механических свойств изделия, позволяющих произвести съем изделия без нарушения формы. Разница в коэффициентах линейного расширения материала матрицы (и пуансона, если в нем имеются элементы, определяющие форму изделия) и материала изделия является тем фактором, который обычно приводит к разрушению изделия при остывании матрицы. Поэтому извлечение изделия из матрицы, согласно заявленному способу, предложено производить при такой температуре, при которой разница в коэффициентах линейного расширения материала матрицы и изделия ничтожна, и она не приводит к разрушению изделия. При этом под температурным интервалом полимеризации понимается интервал, при котором изделие находится в формообразующей матрице. Процесс полимеризации продолжается и при остывании изделия вне матрицы, когда упомянутая разница в коэффициентах расширения перестает влиять. Вообще говоря, изготовление композитных изделий (композитов) с использованием формообразующих матриц осуществляется при различных температурных режимах, в зависимости от многих параметров, определяемых требованиями к конечному изделию. Известно, что композиты, которые были отверждены при высоких температурах, имеют более высокие механические характеристики по отношению к композитам, отвержденным при комнатной температуре. Так, крупные корпусные изделия, такие, например, как корпуса яхт, изготавливают из композиционных материалов, отверждающихся при комнатной температуре. Их нагрев экономически не оправдан. Формообразующая матрица для такого процесса, как правило, изготовляется также из композиционного материала. Необходимые механические характеристики изделия в данном случае могут быть обеспечены повышенной толщиной стенок корпуса. В случаях, когда вес изделия является критичным наравне с высокими требованиями к механическим показателям и точности формообразования, применяют композиты, имеющие полимерное связующее горячего отверждения (около 120°-180°С). В таких процессах, как правило, применяют металлические формообразующие матрицы, например, при изготовлении корпусных элементов самолетов или космических аппаратов. Высокотемпературную полимеризацию приходится применять в обязательном порядке, например, для обеспечения вакуумной пропитки волокон композита или с целью получить достаточное технологическое время, необходимое для укладки композита в формообразующую матрицу. Известные способы горячей полимеризации композитов включают прогрев формообразующей металлической матрицы и композита. Проблема состоит в том, что коэффициенты линейного расширения металла и композита различны. В отдельных случаях разница выражается отношением 1:10. Примером может служить стальная формообразующая матрица и углекомпозит. При температуре полимеризации 120С° удлинение стальной формообразующей матрицы на длине один метр составляет 1,2 мм, в то время как углекомпозит не удлиняется или даже наоборот – укорачивается на некоторую величину. Температурная обработка изделий простых форм, не имеющих значительных выступающих и заглубленных элементов, не вызывает затруднений. В процессе остывания стенки формообразующей матрицы и композита проскальзывают относительно друг друга и разрушения изделия не происходит. Если изделие имеет выступающие или поперечные элементы, то в процессе остывания разница коэффициентов линейного расширения приводит к разрушению изделия в результате сжатия формообразующей матрицы. Для исключения разрушения сложное изделие часто разделяют на простые элементы и изготовляют отдельно. В дальнейшем производят их сборку. Такой технологический процесс приводит к удорожанию производства изделия, а в отдельных случаях и к снижению его технических параметров. Для осуществления процесса изготовления монолитных пространственных конструкций сложных форм из композита горячего отвердения в формообразующей матрице, имеющей с композитом различные коэффициенты линейного расширения, согласно заявленному изобретению, предлагается производить съем изделия при температуре, близкой к нижней границе температурного интервала полимеризации, без его остывания. Однако при указанной температуре композит не имеет высоких механических характеристик и съем изделия при такой температуре, вообще говоря, может приводить к потере формы изделия или полному его разрушению, особенно если изготовляемое сложное изделие состоит из тонких элементов, образующих протяженную пространственную конструкцию. Для исправления формы таких изделий, согласно изобретению, предлагается проводить процесс термокоррекции, заключающийся в нагреве изделия до температуры, выше температуры стеклования связующего, но ниже температуры его деструкции, при одновременной опоре изделия на базовые поверхности, лежащие в параллельных плоскостях, с дальнейшим остыванием изделия в таком виде. При температуре деструкции нарушаются свойства материала как связующего. Сущность заявленного изобретения поясняется конкретными примерами выполнения устройства для реализации предложенного способа, в частности на примере опорной фермы канала ускорителя заряженных частиц, и иллюстрируется Фиг.1-6. Процесс изготовления углекомпозитной трехгранной фермы начинается с подготовки формовочного инструмента (Фиг.1). Этот инструмент состоит из трех одинаковых по форме внутренних пуансонов 1, 2, 3, внешней матрицы, выполненной в виде основания 4 и двух боковых элементов 5, 6, а также силиконовой камеры в виде трубки со штуцером 7, которая одновременно служит устройством, создающим давление изнутри, и может через штуцер подключаться к компрессору. Пуансоны и внешняя матрица имеют канавки, которые в процессе сборки устройства заполняются полуфабрикатом композиционного материала (препрегом). В качестве примера на Фиг.2 показаны канавки (более четко). Сборка устройства начинается с соединения винтами двух боковых элементов 5 и 6 (Фиг.1) матрицы по всей их длине, которые укрепляются в положении с опорой на свинченную грань – положение в виде буквы “V”. В открытую часть укладывается один из пуансонов 1 с уложенным вдоль него препрегом. На этот пуансон накладывается круглая силиконовая камера со штуцером. Между камерой и боковыми элементами матрицы укладываются оставшиеся два пуансона 2 и 3 с препрегом. На Фиг.3. показано частично собранное устройство, обозначение элементов на которой соответствует обозначениям на Фиг.1. Дополнительно показан уложенный в продольном направлении препрег 8. Далее устройство закрывается основанием 4 (Фиг.1) с уложенным в канавки препрегом и свинчивается. Торцевые поверхности сборки закрываются металлическими пластинами во избежание выдавливания силиконовой камеры при нагнетании воздуха от компрессора. Расположение всех элементов сборки в поперечном сечении показано на Фиг.4, на которой: 1 – элемент пуансона, который в процессе сборки укладывается первым, 2, 3 – другие элементы пуансона, 4 – основание матрицы, на которую ставится устройство после сборки, 5, 6 – боковые элементы матрицы, 7 – силиконовая камера, 8 – два продольных элемента изделия, 9 – продольный элемент, препрег которого укладывается первым при сборке устройства вместе с элементом пуансона 1. К внешним элементам матрицы 4, 5 и 6 прикреплены три нагревательных элемента 10. Внешний вид устройства для изготовления изделий в виде фермы показан на Фиг.5. вместе с процессором, задающим необходимый температурный режим полимеризации. При изготовления фермы был использован препрег из угленитей марки M55JB, обладающий нужными свойствами, о которых говорилось выше. Для дополнительной фиксации препрега в канавках на срединную часть плоскости каждого элемента матрицы приклеивалась тефлоновая пленка толщиной 10-30 мкм. При достижении рабочей температуры включается компрессор и производится обжатие углепрепрега. Рабочее давление около 3 кг/см2. Давление в силиконовой камере удерживается в течение не менее 1 часа (т.е. до момента стеклования связующего). Процесс полимеризации для применяемого эпоксидного связующего при температуре 125°С продолжается 2 часа от момента «выхода» температуры при нагреве на номинал. Важной особенностью процесса является то, что разборка проводится без отключения электрических нагревателей, расположенных на наружных плоскостях матриц, от питания, и тем самым поддерживается рабочая температура, что гарантирует сохранение углекомпозитной фермы от разрушения при остывании матрицы. Процесс изготовления заканчивается съемом готовой фермы. Для этого проводится частичная разборка, а именно сброс давления в силиконовой трубе до нуля, отвинчивание торцевых пластин и вытягивание резиновой камеры. Далее производят: – вытягивание трех пуансонов, т.к. их гладкие поверхности и их форма позволяют это сделать, – дальнейшую разборку матрицы. Для этого сборку переворачивают в положение “V” основанием вверх и вывинчивают все крепящие основание винты. Основание (на этой стадии) не снимают. – ослабление винтов, стягивающих боковые матричные элементы до образования зазора между контактирующими поверхностями, – снятие основания и выемка готовой углекомпозитной фермы, т.к. боковые элементы матрицы после ослабления винтов имеют небольшой “развал” и не препятствуют съему. Особенность и уникальность заявленного изобретения состоит в том, что оно решает проблему создания радиационно-прозрачных пространственных структур, предназначенных для прецизионного размещение больших массивов позиционно-чувствительных детекторов ядерного излучения в канале ускорителя заряженных частиц. Были обеспечены высокие термомеханические свойства опорной конструкции. Минимально допустимые количества вещества с требуемым атомным номером обеспечили радиопрозрачность этой конструкции. Технология изготовления монолитных сверхлегких конструкций заданной формы из углепластика была реализована впервые. Сама проблема возникла в связи с разработкой центральной части эксперимента – ускорителя заряженных частиц на Большом адронном коллайдере (исследования проводились в рамках известного Международного проекта «ALICE» Европейского ядерного центра «ЦЕРН»), одним из участников которого является Россия, в т.ч. одним из исполнителей которого является Заявитель (Санкт-Петербургский государственный университет), где требовалось обеспечить необходимую радиационную прозрачность внутренней трековой системы ALICE. Вклад углепластиковых структур поддержки в уменьшение прозрачности составил не более 0.2%. Испытания заявленного изобретения (механические – на прогиб и отклонения от геометрических параметров при требуемой весовой нагрузке) проводились в Центральном конструкторском бюро машиностроения (ЦКБМ) и Всероссийском НИИ метрологии (ВНИИМ) Санкт-Петербурга при непосредственном участии Заявителя (СПбГУ), а тепловые испытания на термомеханическую стабильность были выполнены в одной из лабораторий ЦЕРНа (Швейцария) при непосредственном участии авторов заявленного изобретения. Заявленное изобретение может быть использовано для изготовления изделий сложной формы на примере описанной выше фермы. Из приведенного примера видно, что при изготовлении изделий сложной формы важны выбор материалов, взаимное расположение элементов матрицы, пуансона и устройства, создающего давление. Отход от традиционных представлений о назначении пуансона как элемента, создающего только давление, расширяет выбор возможной формы изделия. Это возможно за счет создания соответствующего профиля поверхности пуансона, контактирующей с изделием, что позволяет облегчить съем готового изделия. Новые возможности открываются при использовании не одного, а нескольких устройств, создающих давление. Изобретение имеет широкую сферу применения: элементы, узлы, системы, части аппаратуры, приборов и устройств, применяемых в космических и авиационных разработках. Это могут быть элементы и системы космических телескопов, антенн, зеркал, солнечных батарей большой площади, сверхлегкие элементы манипуляторов, радиационно-прозрачные устройства для адронной терапии, например углепластиковое кресло пациента, и многие другие, аналогичные для диагностики и лечения изделия, используемые в медицине. Источники информации 1. Патент РФ 2. Патент РФ 3. Патент РФ 4. Патент РФ 5. Патент РФ 6. Патент РФ 7. Патент РФ 8. Патент ЕР 1659331, кл. F17C 1/06, 2004. 9. Патент ЕР 1578301, кл. А61С 13/01, 2003. 10. Патент ЕР 1686208, кл. D04H 3/00, 2004. 11. Патент РФ
Формула изобретения
1. Способ изготовления углекомпозитных изделий, включающий сборку оправки, укладку арматуры в виде угольных жгутов на неподвижную оправку вдоль ее продольной оси, пропитку полимерным связующим материалом и нагрев до температуры, исключающей затруднения при съеме готового изделия, отличающийся тем, что съем готового изделия производят при температуре, близкой к нижней границе температурного интервала полимеризации, а полимерный связующий материал выбирают с температурой стеклования выше и близкой к нижней границе температурного интервала полимеризации. 2. Способ по п.1, отличающийся тем, что для исправления готового изделия, имеющего повышенное отклонение формы от номинала, это изделие зажимают между базовыми плоскими поверхностями, расположенными в параллельных плоскостях, нагревают до температуры, лежащей в интервале выше температуры стеклования полимерного связующего материала, но ниже температуры его деструкции, и проводят процесс остывания изделия в таком положении. 3. Устройство для изготовления углекомпозитных изделий, имеющих форму фермы, включающее заготовку, матрицу, внутренний пуансон и устройство, создающее давление изнутри, отличающееся тем, что внутренний пуансон выполнен из трех элементов, форма которых соответствует форме устройства, создающего давление изнутри, и профилю продольных элементов фермы, матрица состоит из трех элементов, профиль которых соответствует профилю поперечных элементов фермы, а устройство, создающее давление изнутри, выполнено в виде силиконовой камеры со штуцером, подключаемым к компрессору.
РИСУНКИ
|
||||||||||||||||||||||||||
 2101262, кл. С04В 35/563, 1996.
2101262, кл. С04В 35/563, 1996.