Патент на изобретение №2396107
|
||||||||||||||||||||||||||
(54) СМЕСЬ ДЛЯ ИЗВЛЕЧЕНИЯ С ЦЕЛЬЮ ИСПОЛЬЗОВАНИЯ ИЛИ ТРАНСПОРТА ДИОКСИДА УГЛЕРОДА
(57) Реферат:
Изобретение может быть использовано в химической промышленности. Смесь для транспорта диоксида углерода содержит диоксид углерода и состав, содержащий комплекс алкоксида алкилолова с диоксидом углерода. Смесь характеризуется молярным соотношением компонентов: Z:(CO2)x:(OR)у, при котором x лежит в диапазоне от 0,1 до 2, у лежит в диапазоне от 0,5 до 2, где Z – число молей атомов олова, R – алифатическая или аралкильная группа. При указанном значении х и у смесь является устойчивой и пригодной для транспорта. Смесь способна поглощать диоксид углерода, преобразуя его в жидкую смесь с целью транспортировки и последующего извлечения диоксида углерода. Технический результат – повышение эффективности поглощения CO2, обеспечение возможности транспортировки и последующего выделения из смеси диоксида углерода, не содержащего воды. 5 н. и 19 з.п. ф-лы, 15 ил., 1 табл.
Область техники, к которой относится изобретение Настоящее изобретение относится к смеси для извлечения с целью использования и/или транспорта диоксида углерода при помощи состава, содержащего алкоксид алкилолова. Более конкретно, настоящее изобретение относится к способу эффективного рециркулирования содержащего диоксид углерода газа, образующегося на стадии производства карбоната, и эффективного и непрерывного производства карбоната. Уровень техники В настоящее время известно несколько способов поглощения газообразного диоксида углерода. А именно, это способы хемосорбции, например, с использованием водного раствора моноэтаноламина (см., например, патентный документ 1: патент Японии Известно, что в способе извлечения диоксида углерода с использованием водного раствора моноэтаноламина или третичного амина после извлечения, на стадии осуществления декарбонизации поглощенного диоксида углерода, амин захватывается диоксидом углерода; сообщалось о способе, в котором для удаления этого амина применяют промывку диоксида углерода, полученного при декарбонизации, промывочной водой (см., например, патентный документ 5: выложенная заявка на патент Японии С другой стороны, в случае использования твердого абсорбента, такого как гидроксид кальция или цеолит, абсорбент может представлять собой тонкодисперсный порошок, что повышает площадь соприкосновения, однако при этом возникает проблема, связанная с тем, что такой тонкодисперсный порошок труден в обращении. Сообщалось о способах, в которых эта проблема решена, например, способ с использованием лигированного оксида (см., например, патентный документ 6: выложенная заявка на патент Японии Сообщалось, что диоксид углерода встраивается в связь олово-метоксид диметоксида диметилолова (см., например, непатентный документ 1: J. Am. Chem. Soc., 121 (1999), 3793-3794). В этом случае утверждается, что материал, в виде которого диоксид углерода встраивается в диметоксид диметилолова, представляет собой диоксид углерода в сверхкритическом состоянии, и что диоксид углерода образуется в избытке (в этом случае 4 эквивалента) относительно количества атомов олова, содержащихся в диметоксиде диметилолова. Кроме того, утверждается, что получение осуществляется даже в насыщенном растворе диоксида углерода при 4°С, однако также утверждается, что продукт при комнатной температуре нестабилен и выделяет диоксид углерода, следовательно, извлечение и повторное использование диоксида углерода осуществлено не было. Кроме того, сообщается о встраивании диоксида углерода в связь олово-метоксид 1,3-диметокситетрабутилстанноксана (см., например, непатентный документ 2: Applied Catalysis A: General, 255 (2003), 93-99). В этом случае 1,3-диметокситетрабутилстанноксан вступает в реакцию с диоксидом углерода при комнатной температуре и атмосферном давлении с получением твердого 1-метокси-3-метилкарбонаттетрабутилстанноксана. Однако образование этого твердого продукта обнаружено только при структурной идентификации, а способ его использования реализован еще не был. Примером использования продукта реакции между 1,3-диметокситетрабутилстанноксаном и диоксидом углерода является способ, ранее описанный авторами настоящей заявки (см., например, патентный документ 9: WO 03-055840), однако это только способ, заключающийся в том, что 1,3-диметокситетрабутилстанноксан помещают в резервуар высокого давления и осуществляют реакцию с диоксидом углерода с образованием в этом резервуаре карбоната. Настоящее изобретение является результатом упорных исследований с целью создания состава для извлечения с целью использования и/или транспорта путем образования указанного состава, содержащего диоксид углерода в определенной пропорции, и совершенно отличается от описанного уровня техники. В связи с изложенным выше следует отметить, что недавно был раскрыт способ производства карбоната, в соответствии с которым в качестве исходного материала используется диоксид углерода (см., например, патентный документ 8: патент Японии Выпускаемый при таком способе производства карбоната, когда диоксид углерода используют в качестве исходного материала, диоксид углерода имеет нормальное давление; примером способа повторного использования выпускаемого диоксида углерода, имеющего нормальное давление, является способ использования диоксида углерода после повторного повышения его давления при помощи компрессора или подобного ему устройства, используемого в системе экстракции сверхкритического диоксида углерода. В соответствии с этим способом давление диоксида углерода повышают от приблизительно нормального до по меньшей мере нескольких МПа. По сравнению с используемым в реакции диоксидом углерода, намного больше непрореагировавшего диоксида углерода выпускается и подлежит повторному сжатию (во многих случаях по меньшей мере в несколько десятков раз больше), следовательно, для этого нужен мощный компрессор, кроме того, для работы этого компрессора и холодильника, отводящего тепло, выделяющееся при сжатии диоксида углерода, необходимо большое количество электроэнергии. Такой состав оборудования и энергопотребление снижают конкурентоспособность этого способа производства карбоната так, что его реализация в промышленном масштабе не имеет смысла, то есть описанное выше не было реализовано в виде процесса производства карбоната. Кроме того, в случае, когда в реакционной системе имеется низкокипящий спирт (например, метанол) или низкокипящий карбонат (например, диметилкарбонат), диоксид углерода, выпускаемый при высоком давлении, содержит большое количество этого низкокипящего спирта или низкокипящего карбоната, следовательно, эти низкокипящие соединения (низкокипящий спирт или низкокипящий карбонат) могут частично переходить в жидкое состояние при повторном сжатии диоксида углерода, и для устойчивой работы компрессора может потребоваться регулирование отведения сжиженного низкокипящего соединения, то есть, система поддержания работы компрессора очень усложняется. Патентный документ 1: патент Японии Патентный документ 2: выложенная заявка на патент Японии Патентный документ 3: выложенная заявка на патент Японии Патентный документ 4: выложенная заявка на патент Японии Патентный документ 5: выложенная заявка на патент Японии Патентный документ 6: выложенная заявка на патент Японии Патентный документ 7: выложенная заявка на патент Японии Патентный документ 8: патент Японии Патентный документ 9: WO 03-055840 Непатентный документ 1: J. Am. Chem. Soc., 121 (1999), 3793-3794 Непатентный документ 2: Applied Catalysis A: General, 255 (2003), 93-99 Краткое изложение существа изобретения Целью настоящего изобретения является обеспечение смеси, в которой газообразный диоксид углерода является связанным, что позволяет извлекать и использовать диоксид углерода, и обеспечение смеси, пригодной для транспорта в виде жидкого компонента. Другой целью настоящего изобретения является обеспечение способа использования такой смеси с целью эффективного рециркулирования содержащего диоксид углерода газа, образующегося на стадии производства карбоната, и эффективного и непрерывного производства карбоната. Еще одной целью является использование настоящего изобретения для извлечения и повторного использования содержащего диоксид углерода газа, который обычно выпускали в атмосферу, и повышения эффективности использования диоксида углерода. Авторами изобретения проведены широкие исследования, результатом которых стало настоящее изобретение и обнаружение того, что для достижения указанных целей хорошо подходит смесь, содержащая определенное соединение олова и диоксид углерода в определенном соотношении. Настоящим изобретением обеспечивается (1) смесь для транспорта диоксида углерода, содержащая состав на основе алкоксид алкилолова, содержащий алкоксид алкилолова и комплекс алкоксида алкилолова с диоксидом углерода; диоксид углерода; где, принимая число молей атомов олова в алкоксиде алкилолова и/или комплексе алкоксида алкилолова с диоксидом углерода, содержащимися в смеси, за Z, принимая диоксид углерода, входящий в комплекс алкоксида алкилолова с диоксидом углерода, и диоксид углерода, содержащийся в смеси, за (СО2), и принимая группы OR, содержащиеся в смеси, за (OR), где О в каждой из групп OR означает атом кислорода, а R означает алифатическую группу или аралкильную группу, при этом (i) R группы OR образует связь олово-OR и/или (ii) R группы OR образует связь -О-(СО)-OR в комплексе алкоксида алкилолова с диоксидом углерода, в соотношении Z:(CO2)x:(OR)y молярное отношение, отражаемое х, лежит в диапазоне от 0,1 до 2, а молярное отношение, отражаемое у, лежит в диапазоне от 0,5 до 2, (2) смесь по п. 1, каковая смесь получена путем поглощения газообразного диоксида углерода составом на основе алкоксида алкилолова и осуществления химической реакции, (3) смесь по пп. 1 или 2, в которой каждая из групп R является алифатической группой, (4) смесь по любому из пп. 1-3, в которой каждая из групп R является алкильной группой, включающей от 1 до 6 атомов углерода, (5) смесь по любому из пп. 1-4, в которой каждая из групп R является алкильной группой, включающей от 4 до 6 атомов углерода, (6) смесь по п. 2, в которой химическую реакцию осуществляют при давлении от нормального давления до 1 МПа, (7) смесь по п. 2, в которой химическую реакцию осуществляют при температуре от -40°С до 80°С, (8) смесь по п. 2, в которой состав на основе алкоксида алкилолова с поглощенным им диоксидом углерода находится в жидком состоянии, (9) смесь по любому из пп. 1-8, каковую смесь транспортируют при температуре от -40°С до 80°С, (10) смесь по любому из пп. 1-9, в которой состав на основе алкоксида алкилолова содержит тетраалкилдиалкоксидистанноксан и/или диалкоксид диалкилолова, (11) смесь по п. 10, в которой молярное соотношение тетраалкилдиалкоксидистанноксана и диалкоксида диалкилолова в составе на основе алкоксида алкилолова лежит в диапазоне от 0:100 до 80:20, (12) смесь по пп. 10 или 11, каковая смесь дополнительно содержит карбонат, при этом содержание карбоната менее 20% мол. относительно числа молей тетраалкилдиалкоксидистанноксана в составе на основе алкоксида алкилолова, (13) смесь по любому из пп. 10-12, в которой тетраалкилдиалкоксидистанноксан представляет собой тетраалкилдиалкоксидистанноксана следующей общей формулы (1):
где R1, R2, R4 и R5 независимо означают алифатическую группу или аралкильную группу, R3 и R6 независимо означают алифатическую группу или аралкильную группу, а и b являются целыми числами от 0 до 2 при a+b=2, а c и d являются целыми числами от 0 до 2 при c+d=2, (14) смесь по любому из пп. 10-12, в которой диалкоксид диалкилолова представляет собой диалкоксид диалкилолова следующей общей формулы (2):
где R7 и R8 независимо означают алифатическую группу или аралкильную группу, R9 и R10 независимо означают алифатическую группу или аралкильную группу, е и f являются целыми числами от 0 до 2 при e+f=2, g и h являются целыми числами от 0 до 2 при g+h=2, (15) смесь по любому из пп. 1-14, в которой состав на основе алкоксида алкилолова представляет собой состав на основе алкоксида алкилолова, содержащий мономер, агрегат или полимерный компонент по меньшей мере одного алкоксида диалкилолова, (16) способ производства карбоната, включающий осуществление реакции смеси по п. 1 с диоксидом углерода, (17) способ производства карбоната по п. 16, включающий стадии: стадия 1: получение смеси, содержащей диоксид углерода и состав на основе алкоксида алкилолова, содержащий комплекс алкоксида алкилолова с диоксидом углерода, полученный в результате реакции алкоксида алкилолова с газообразным диоксидом углерода, где, принимая число молей атомов олова в алкоксиде алкилолова и/или комплексе алкоксида алкилолова с диоксидом углерода, содержащимися в смеси, за Z, принимая диоксид углерода, входящий в комплекс алкоксида алкилолова с диоксидом углерода, и диоксид углерода, содержащийся в смеси, за (СО2) и принимая группы OR, содержащиеся в смеси, за (OR), где О в каждой из групп OR означает атом кислорода, а R означает алифатическую группу или аралкильную группу, при этом (i) R группы OR образует связь олово-OR и/или (ii) R группы OR образует связь -О-(СО)-OR в комплексе алкоксида алкилолова с диоксидом углерода, в соотношении Z:(CO2)x:(OR)y молярное отношение, отражаемое х, лежит в диапазоне от 0,1 до 2, а молярное отношение, отражаемое у, лежит в диапазоне от 0,5 до 2; стадия 2: транспорт данной смеси в жидком состоянии на стадию синтеза карбоната; стадия 3: получение из указанной смеси в присутствии диоксида углерода реакционной жидкости, содержащей карбонат; стадия 4: отделение от реакционной жидкости диоксида углерода в виде газообразного компонента, (18) способ производства карбоната по п. 17, дополнительно включающий после стадии 4: стадия 5: рециркулирование отделенного газообразного диоксида углерода на стадию 1, (19) способ производства карбоната по п. 18, дополнительно включающий после стадии 5: стадия 6: отделение карбоната от реакционной жидкости, от которой на стадии 4 был отделен диоксид углерода, с получением остаточной жидкости; стадия 7: осуществление реакции остаточной жидкости со спиртом с получением состава на основе алкоксида алкилолова; стадия 8: рециркулирование состава на основе алкоксида алкилолова на стадию 1, (20) способ производства карбоната по п. 19, в котором спирт представляет собой спирт следующей формулы (3):
где R11 определяется так же, как R в группах ОR в смеси на стадии 1, (21) способ извлечения с целью использования диоксида углерода, включающий нагревание и/или понижение давления смеси по п. 1 с целью выделения диоксида углерода и использование выделенного диоксида углерода, (22) способ производства сухого газообразного диоксида углерода, включающий получение смеси по п. 1 в виде жидкофазного компонента, каковую смесь получают путем непрерывной подачи в реактор газообразного диоксида углерода и осуществления химической реакции с одновременным непрерывным отводом из реактора газовой фазы с получением сухого газообразного диоксида углерода с более низким содержанием воды, чем непрерывно подаваемый газообразный диоксид углерода, (23) способ транспорта диоксида углерода, включающий транспорт смеси по п. 1 в жидком состоянии, (24) способ транспорта по п. 23, в котором смесь транспортируют при температуре от -40 до 80°С. Преимущества изобретения При использовании смеси по настоящему изобретению диоксид углерода можно транспортировать в составе жидкой смеси, кроме того, диоксид углерода, полученный из этой смеси, по существу, не содержит воды. Помимо этого, смесь по настоящему изобретению можно легко получить по реакции между газообразным диоксидом углерода и алкоксидом алкилолова, следовательно, ее с высокой эффективностью можно использовать в качестве смеси для извлечения диоксида углерода с целью его использования. Настоящее изобретение может быть осуществлено в промышленном масштабе. Краткое описание чертежей На фиг.1 показана блок-схема производства карбоната с использованием смеси по настоящему изобретению. На фиг.2 показана блок-схема производства карбоната, где неиспользованный газообразный диоксид углерода извлекают с получением смеси по настоящему изобретению. На фиг.3 показана блок-схема производства карбоната, где неиспользованный газообразный диоксид углерода извлекают с получением смеси по настоящему изобретению. На фиг.4 показана схема устройства для производства смеси, содержащей состав на основе алкоксида алкилолова и комплекс с диоксидом углерода. На фиг.5 показана схема устройства для производства смеси, содержащей состав на основе алкоксида алкилолова и комплекс с диоксидом углерода. На фиг.6 показана схема устройства для производства карбоната, включающего стадию производства смеси, содержащей комплекс с диоксидом углерода. На фиг.7 показана схема устройства для производства смеси, содержащей комплекс с диоксидом углерода. На фиг.8 показана схема устройства для производства смеси, содержащей комплекс с диоксидом углерода. На фиг.9 показана схема устройства для производства смеси, содержащей комплекс с диоксидом углерода. На фиг.10 показана схема устройства для производства карбоната, включающего стадию производства смеси, содержащей комплекс с диоксидом углерода. На фиг.11 показана схема устройства для производства карбоната, включающего стадию извлечения диоксида углерода. На фиг.12 показан спектр 119Sn-ЯМР смеси, содержащей комплекс с диоксидом углерода. На фиг.13 показан спектр 13С-ЯМР смеси, содержащей комплекс с диоксидом углерода. На фиг.14 показан спектр 1Н-ЯМР смеси, содержащей комплекс с диоксидом углерода. На фиг.15 показан спектр 119Sn-ЯМР смеси, содержащей комплекс с диоксидом углерода. Описание номеров позиций на чертежах 110, 180: дистилляционная колонна; 120, 240, 340, 440: реактор колонного типа; 130, 160, 170: тонкопленочный испаритель; 140: устройство для производства комплекса с диоксидом углерода; 150, 540: автоклав; 111, 121, 181: ребойлер; 112, 132, 172, 182: конденсатор; 131, 162, 341, 442: холодильник; 141: вспомогательный насос; 163, 166: компрессор; 220, 164, 165: корпусный реактор; 1, 13, 14, 22, 26, 28: подводящий трубопровод; 2, 4, 5, 6, 7, 8, 9, 10, 11, 15, 16, 17, 18, 19, 23, 24, 25, 27, 30: транспортный трубопровод; 3, 20, 29: отводящий трубопровод; 12, 21: линия продувки. Описание предпочтительного варианта осуществления изобретения Далее со ссылкой на чертежи описаны варианты осуществления настоящего изобретения. Эти варианты осуществления носят только иллюстративный характер и поясняют настоящее изобретение, которое не ограничивается только этими вариантами его осуществления. Если не происходит отклонения от сущности настоящего изобретения, оно может быть осуществлено в любом из различных вариантов. Смесь по настоящему изобретению представляет собой смесь для извлечения с целью использования и/или транспорта диоксида углерода, содержащую определенное соединение олова и диоксид углерода в определенном соотношении. Смесь по настоящему изобретению можно легко получить из газообразного диоксида углерода и состава на основе алкоксида алкилолова. А именно, смесь по настоящему изобретению представляет собой смесь для транспорта диоксида углерода, содержащую состав на основе алкоксида алкилолова, содержащий алкоксид алкилолова и комплекс алкоксида алкилолова с диоксидом углерода; диоксид углерода; где, принимая число молей атомов олова в алкоксиде алкилолова и/или комплексе алкоксида алкилолова с диоксидом углерода, содержащимися в смеси, за Z, принимая диоксид углерода, входящий в комплекс алкоксида алкилолова с диоксидом углерода, и диоксид углерода, содержащийся в смеси, за (СО2), и принимая группы OR, содержащиеся в смеси, за (OR), где О в каждой из групп OR означает атом кислорода, а R означает алифатическую группу или аралкильную группу, при этом (i) R группы OR образует связь олово-OR и/или (ii) R группы OR образует связь -О-(СО)-OR в комплексе алкоксида алкилолова с диоксидом углерода, в соотношении Z:(CO2)x:(OR)y молярное отношение, отражаемое х, лежит в диапазоне от 0,1 до 2, а молярное отношение, отражаемое у, лежит в диапазоне от 0,5 до 2. Далее смесь по настоящему изобретению описана более подробно. Смесь по настоящему изобретению представляет собой смесь, содержащую состав на основе комплекса алкоксида алкилолова с диоксидом углерода, и, предпочтительно, смесь, содержащую состав на основе комплекса алкоксида алкилолова с диоксидом углерода, где алкоксид алкилолова соответствует формуле (1) и/или формуле (2), описываемым ниже. Термин «алкоксид алкилолова», используемый в контексте настоящего изобретения, означает определенный алкоксид алкилолова. А именно, каждый такой определенный алкоксид алкилолова содержит в своей молекуле по меньшей мере один четырехвалентный атом олова, валентности которого обуславливают наличие связей олово-алкил и олово-кислород (включая связи олово-алкоксигруппа), причем по меньшей мере один из таких типов связей в молекуле является связью с каждым атомом олова. Отметим, однако, что атом олова может иметь координационную связь с другими молекулами вне данной молекулы, если при этом достигается цель настоящего изобретения. Примеры координационных связей с другой молекулой включают ассоциацию путем координации с донорным атомом спирта или между алкоксидами алкилолова и координацию с диоксидом углерода, хотя этим примеры не ограничиваются. Алкильная группа, участвующая в образовании указанных выше связей олово-алкил представляет собой алифатическую или аралкильную группу. Это, например, алкильные группы, представляющие собой алифатические углеводородные группы, включающие от 1 до 12 атомов углерода, и циклоалкильные группы, представляющие собой алициклические углеводородные группы, включающие от 5 до 12 атомов углерода, такие как метил, этил, пропил, бутил (изомеры), пентил (изомеры), гексил (изомеры), гептил (изомеры), октил (изомеры), нонил (изомеры), децил (изомеры), ундецил (изомеры), додецил (изомеры), 2-бутенил, циклобутенил, циклобутил, циклопентил, циклогексил, циклопентил, циклопентадиенил и циклогексенил, и аралкильные группы, включающие от 7 до 20 атомов углерода, такие как бензил и фенилэтил. Кроме того, алкильная группа может включать простую эфирную связь или представлять собой галогензамещенную углеводородную группу, в которой все или несколько атомов водорода замещены атомами галогена, как, например, нонафторбутил или гептафторбутил (изомеры), хотя указанное выше не является ограничением. Алкильная группа является предпочтительной. В случае, когда атом олова имеет множество связей с алкильными группами, алкильные группы могут быть одинаковыми или, в некоторых случаях, разными. Из перечисленных выше алкильных групп предпочтительным является выбор из н-бутила и н-октила. Алкильная группа, образующая алкоксигруппу (группу, содержащую связь кислород-алкил) в каждой из связей олово-алкоксигруппа среди указанных выше связей олово-кислород, представляет собой алифатическую или аралкильную группу. Это, например, алифатические группы с прямой или разветвленной цепью, содержащей от 1 до 12 атомов углерода, циклоалкильные группы, содержащие от 5 до 12 атомов углерода, алкенильные группы с прямой или разветвленной цепью, содержащей от 2 до 12 атомов углерода, аралкильные группы, содержащие от 7 до 20 атомов углерода и включающие необязательно замещенный арил, содержащий от 6 до 19 атомов углерода, и алкил, выбранный из групп, представляющих собой алкилы с прямой или разветвленной цепью, содержащей от 1 до 14 атомов углерода, и циклоалкилы, содержащие от 5 до 14 атомов углерода; либо алкильная группа может представлять собой галогензамещенную углеводородную группу, в которой все или несколько атомов водорода замещены атомами галогена, как, например, нонафторбутил или гептафторбутил (изомеры), хотя указанное выше не является ограничением. Алкильная группа является предпочтительной. Особенно предпочтительной является алкильная группа, содержащая от 1 до 6 атомов углерода. В случае, когда количество атомов углерода невелико, может ухудшаться стабильность и текучесть жидкости при транспортировке, а в случае наличия заместителя у атома углерода, расположенного рядом с кислородом (О) алкоксигруппы, соединение может не быть жидким, следовательно, наиболее предпочтительно, чтобы такой соседний атом углерода образовывал структуру метилена (СН2), наиболее предпочтительными примерами алкильных групп, образующих алкоксигруппу, являются алкильные группы, содержащие от 4 до 6 атомов углерода, в которых атом углерода, расположенный рядом с кислородом, образует структуру метилена. В случае, когда с атомом олова соединено множество алкоксигрупп, алкоксигруппы могут быть одинаковыми или, в некоторых случаях, различными. Связи олово-кислород, не являющиеся связями олово-алкоксигруппа, могут представлять собой любые связи, если эти связи не влияют на достижение цели настоящего изобретения. Предпочтительно, чтобы это были связи олово-кислород, образующие связи олово-кислород-олово. Термин «состав на основе алкоксида алкилолова», используемый в контексте настоящего изобретения, означает состав, содержащий описанный выше алкоксид алкилолова. Предпочтительным составом на основе алкоксида алкилолова является состав, содержащий тетраалкилдиалкоксидистанноксан, соответствующий формуле (1) и/или диалкоксид диалкилолова, соответствующий формуле (2). Далее приведено более подробное описание каждого из алкоксидов алкилолова, используемых в контексте настоящего изобретения, с примерами. Термин «тетраалкилдиалкоксидистанноксан», используемый в контексте настоящего изобретения, означает тетраалкилдиалкоксидистанноксан, соответствующий формуле (1); типичная структурная формула показана как формула (1), однако тетраалкилдиалкоксидистанноксан может представлять собой мономер, агрегат, мультимер или полимер:
где R1, R2, R4 и R5 независимо означают алифатическую группу или аралкильную группу, R3 и R6 независимо означают алифатическую группу или аралкильную группу, а и b являются целыми числами от 0 до 2 при a+b=2, а c и d являются целыми числами от 0 до 2 при c+d=2. К примерам каждой из групп R1, R2, R4 и R5 в тетраалкилдиалкоксидистанноксане формулы (1) относятся алкильные группы, а именно, алифатические углеводородные группы, включающие от 1 до 12 атомов углерода, циклоалкильные группы, а именно, алициклические углеводородные группы, включающие от 5 до 12 атомов углерода, такие как метил, этил, пропил, бутил (изомеры), пентил (изомеры), гексил (изомеры), гептил (изомеры), октил (изомеры), нонил (изомеры), децил (изомеры), ундецил (изомеры), додецил (изомеры), 2-бутенил, циклобутенил, циклобутил, циклопентил, циклогексил, циклопентил, циклопентадиенил и циклогексенил, и аралкильные группы, включающие от 7 до 20 атомов углерода, такие как бензил и фенилэтил. Кроме того, алкильная группа может включать простую эфирную связь или представлять собой галогензамещенную углеводородную группу, в которой все или несколько атомов водорода замещены атомами галогена, как, например, нонафторбутил или гептафторбутил (изомеры), хотя указанное выше не является ограничением. Алкильная группа является предпочтительной. Особенно предпочтительной является алкильная группа с прямой или разветвленной цепью, содержащей от 1 до 8 атомов углерода. Может быть использована группа с большим числом атомов углерода, чем указано выше, однако при этом может ухудшиться текучесть или снизиться производительность. R1, R2, R4 и R5 в формуле (1) могут быть одинаковыми или, в некоторых случаях, различными. Каждая из R3 и R6 представляет собой алифатическую группу с прямой или разветвленной цепью, содержащей от 1 до 12 атомов углерода, циклоалкильную группу, содержащую от 5 до 12 атомов углерода, алкенильную группу с прямой или разветвленной цепью, содержащей от 2 до 12 атомов углерода, аралкильную группу, содержащую от 7 до 20 атомов углерода и включающую необязательно замещенный арил, содержащий от 6 до 19 атомов углерода, и алкил, выбранный из групп, представляющих собой алкилы с прямой или разветвленной цепью, содержащей от 1 до 14 атомов углерода, и циклоалкилы, содержащие от 5 до 14 атомов углерода; либо галогензамещенную углеводородную группу, в которой все или несколько атомов водорода замещены атомами галогена, как, например, нонафторбутил или гептафторбутил (изомеры), хотя указанное выше не является ограничением. Алкильная группа является предпочтительной. R3 и R6 в формуле (1) могут быть одинаковыми или, в некоторых случаях, различными. К примерам тетраалкилдиалкоксидистанноксана, соответствующего формуле (1), относятся тетраалкилдиалкоксидистанноксаны и тетраалкилдиаралкилоксидистанноксаны, такие как 1,1,3,3-тетрабутил-1,3-диметоксидистанноксан, 1,1,3,3-тетрабутил-1,3-диэтоксидистанноксан, 1,1,3,3-тетрабутил-1,3-дипропоксидистанноксан (изомеры), 1,1,3,3-тетрабутил-1,3-дибутоксидистанноксан (изомеры), 1,1,3,3-тетрабутил-1,3-дипентилоксидистанноксан (изомеры), 1,1,3,3-тетрабутил-1,3-дигексилоксидистанноксан (изомеры), 1,1,3,3-тетрабутил-1,3-дигептилоксидистанноксан, 1,1,3,3-тетрабутил-1,3-дибензилоксидистанноксан, 1,1,3,3-тетраоктил-1,3-диметоксидистанноксан, 1,1,3,3-тетраоктил-1,3-диэтоксидистанноксан, 1,1,3,3-тетраоктил-1,3-дипропоксидистанноксан (изомеры), 1,1,3,3-тетраоктил-1,3-дибутоксидистанноксан (изомеры), 1,1,3,3-тетраоктил-1,3-дипентилоксидистанноксан (изомеры), 1,1,3,3-тетраоктил-1,3-дигексилоксидистанноксан (изомеры), 1,1,3,3-тетраоктил-1,3-дигептилоксидистанноксан (изомеры) и 1,1,3,3-тетраоктил-1,3-дибензилоксидистанноксан. Из этой группы может быть выбрано одно соединение либо использована смесь входящих в нее соединений. Из тетраалкилдиалкоксидистанноксанов, соответствующих формуле (1), предпочтительным является тот, в котором каждая из групп R1, R2, R4 и R5 выбирается из н-бутила и н-октила, особенно предпочтительны те примеры, в которых каждая из групп R3 и R6 представляет собой алкильную группу, содержащую от 1 до 6 атомов углерода. В случае, когда количество атомов углерода в группе R3 или в группе R6 невелико, может ухудшаться стабильность и текучесть жидкости при транспортировке, а в случае наличия заместителя у атома углерода, расположенного рядом с кислородом (О) группы OR3 или OR6, образованной группой R3 или R6, соединение может не быть жидким, следовательно, наиболее предпочтительно, чтобы такой соседний атом углерода образовывал структуру метилена (СН2), наиболее предпочтительными примерами являются группы R3 и R6, представляющие собой алкильные группы, содержащие от 4 до 6 атомов углерода, в которых атом углерода, расположенный рядом с кислородом, образует структуру метилена. К наиболее предпочтительным примерам относятся 1,1,3,3-тетра-(н-бутил)-1,3-ди-(н-бутокси)-дистанноксан, 1,1,3,3-тетра-(н-бутил)-1,3-ди-(н-пентилокси)-дистанноксан, 1,1,3,3-тетра-(н-бутил)-1,3-бис-(3-метилбутокси)-дистанноксан, 1,1,3,3-тетра-(н-бутил)-1,3-ди-(н-гексилокси)-дистанноксан, 1,1,3,3-тетра-(н-бутил)-1,3-бис-(2-этилбутокси)-дистанноксан, 1,1,3,3-тетра-(н-октил)-1,3-ди-(н-бутокси)-дистанноксан, 1,1,3,3-тетра-(н-октил)-1,3-ди-(н-пентилокси)-дистанноксан, 1,1,3,3-тетра-(н-октил)-1,3-бис-(3-метилбутокси)-дистанноксан, 1,1,3,3-тетра-(н-октил)-1,3-ди-(н-гексилокси)-дистанноксан и 1,1,3,3-тетра-(н-октил)-1,3-бис-(2-этилбутокси)-дистанноксан. Термин «диалкоксид диалкилолова», используемый в контексте настоящего изобретения, означает диалкоксид диалкилолова, соответствующий формуле (2); типичная структурная формула показана как формула (2), однако диалкоксид диалкилолова может представлять собой мономер, агрегат, мультимер или полимер:
где R7 и R8 независимо означают алифатическую группу или аралкильную группу, R9 и R10 независимо означают алифатическую группу или аралкильную группу, е и f являются целыми числами от 0 до 2 при e+f=2, g и h являются целыми числами от 0 до 2 при g+h=2. К примерам каждой из групп R7 и R8 в диалкоксиде диалкилолова формулы (2) относятся алкильные группы, а именно, алифатические углеводородные группы, включающие от 1 до 12 атомов углерода, циклоалкильные группы, а именно, алициклические углеводородные группы, включающие от 5 до 12 атомов углерода, такие как метил, этил, пропил, бутил (изомеры), пентил (изомеры), гексил (изомеры), гептил (изомеры), октил (изомеры), нонил (изомеры), децил (изомеры), ундецил (изомеры), додецил (изомеры), 2-бутенил, циклобутенил, циклобутил, циклопентил, циклогексил, циклопентил, циклопентадиенил и циклогексенил, и аралкильные группы, включающие от 7 до 20 атомов углерода, такие как бензил и фенилэтил. Кроме того, алкильная группа может включать простую эфирную связь или представлять собой галогензамещенную углеводородную группу, в которой все или несколько атомов водорода замещены атомами галогена, как, например, нонафторбутил или гептафторбутил (изомеры), хотя указанное выше не является ограничением. Алкильная группа является предпочтительной. Особенно предпочтительной является алкильная группа с прямой или разветвленной цепью, содержащей от 1 до 8 атомов углерода. Может быть использована группа с большим числом атомов углерода, чем указано выше, однако при этом может ухудшиться текучесть или снизиться производительность. R7 и R8 в формуле (2) могут быть одинаковыми или, в некоторых случаях, различными. Каждая из R9 и R10 представляет собой алифатическую группу с прямой или разветвленной цепью, содержащей от 1 до 12 атомов углерода, циклоалкильную группу, содержащую от 5 до 12 атомов углерода, алкенильную группу с прямой или разветвленной цепью, содержащей от 2 до 12 атомов углерода, или аралкильную группу, содержащую от 7 до 20 атомов углерода и включающую необязательно замещенный арил, содержащий от 6 до 19 атомов углерода, и алкил, выбранный из групп, представляющих собой алкилы с прямой или разветвленной цепью, содержащей от 1 до 14 атомов углерода, и циклоалкилы, содержащие от 5 до 14 атомов углерода; либо галогензамещенную углеводородную группу, в которой все или несколько атомов водорода замещены атомами галогена, как, например, нонафторбутил или гептафторбутил (изомеры), хотя указанное выше не является ограничением. Алкильная группа является предпочтительной. R9 и R10 в формуле (2) могут быть одинаковыми или, в некоторых случаях, различными. К примерам таких диалкоксидов диалкилолова относятся соединения диалкилдиалкоксиолова и диалкилдиаралкилоксиолова, такие как дибутилдиметоксиолово, дибутилдиэтоксиолово, дибутилдипропоксиолово (изомеры), дибутилдибутоксиолово (изомеры), дибутилдипентилоксиолово (изомеры), дибутилдигексилоксиолово (изомеры), дибутилдигептилоксиолово, дибутилдибензилоксиолово, диоктилдиметоксиолово, диоктилдиэтоксиолово, диоктилдипропоксиолово (изомеры), диоктилдибутоксиолово (изомеры), диоктилдипентилоксиолово (изомеры), диоктилдигексилоксиолово (изомеры), диоктилдигептилоксиолово (изомеры) и диоктилдибензилоксиолово. Из этой группы может быть выбрано одно соединение либо использована смесь входящих в нее соединений. Из диалкоксидов диалкилолова, соответствующих формуле (2), предпочтительным является тот, в котором каждая из групп R7 и R8 выбирается из н-бутила и н-октила, особенно предпочтительны те примеры, в которых каждая из групп R9 и R10 представляет собой алкильную группу, содержащую от 1 до 6 атомов углерода. В случае, когда количество атомов углерода в группе R9 или в группе R10 невелико, может ухудшаться стабильность и текучесть жидкости при транспортировке, кроме того, в случае наличия заместителя у атома углерода, расположенного рядом с кислородом (О) группы OR9 или OR10, образованной группой R9 или R10, соединение может не быть жидким, следовательно, наиболее предпочтительно, чтобы такой соседний атом углерода образовывал структуру метилена (СН2), наиболее предпочтительными примерами являются группы R9 и R10, представляющие собой алкильные группы, содержащие от 4 до 6 атомов углерода, в которых атом углерода, расположенный рядом с кислородом, образует структуру метилена. К наиболее предпочтительным примерам относятся ди-(н-бутил)-ди-(н-бутокси)олово, ди-(н-бутил)-ди-(н-пентилокси)олово, ди-(н-бутил)-бис-(3-метилбутокси)олово, ди-(н-бутил)-ди-(н-гексилокси)олово, ди-(н-бутил)-бис-(2-этилбутокси)олово, ди-(н-октил)-ди-(н-бутокси)олово, ди-(н-октил)-ди-(н-пентилокси)олово, ди-(н-октил)-ди-(н-гексилокси)олово, ди-(н-октил)-бис-(3-метилбутокси)олово и ди-(н-октил)-бис-(2-этилбутокси)олово. В качестве алкоксида алкилолова в рамках настоящего изобретения также может быть использован алкоксид триалкилолова, соответствующий следующей формуле (4):
где R11, R12 и R13 независимо означают алифатическую группу или аралкильную группу, R14 означает алифатическую группу или аралкильную группу, i, j и k являются целыми числами от 0 до 3 при i+j+k=3. К примерам каждой из групп R11, R12 и R13 в алкоксиде триалкилолова, соответствующем формуле (4), относятся алкильные группы, а именно, алифатические углеводородные группы, включающие от 1 до 12 атомов углерода, циклоалкильные группы, а именно, алициклические углеводородные группы, включающие от 5 до 12 атомов углерода, такие как метил, этил, пропил, бутил (изомеры), пентил (изомеры), гексил (изомеры), гептил (изомеры), октил (изомеры), нонил (изомеры), децил (изомеры), ундецил (изомеры), додецил (изомеры), 2-бутенил, циклобутенил, циклобутил, циклопентил, циклогексил, циклопентил, циклопентадиенил и циклогексенил, и аралкильные группы, включающие от 7 до 20 атомов углерода, такие как бензил и фенилэтил. Кроме того, алкильная группа может включать простую эфирную связь или представлять собой галогензамещенную углеводородную группу, в которой все или несколько атомов водорода замещены атомами галогена, как, например, нонафторбутил или гептафторбутил (изомеры), хотя указанное выше не является ограничением. Алкильная группа является предпочтительной. Особенно предпочтительной является алкильная группа с прямой или разветвленной цепью, содержащей от 1 до 8 атомов углерода. Может быть использована группа с большим числом атомов углерода, чем указано выше, однако при этом может ухудшиться текучесть или снизиться производительность. R11, R12 и R13 в формуле (4) могут быть одинаковыми или, в некоторых случаях, различными. R14 представляет собой алифатическую группу с прямой или разветвленной цепью, содержащей от 1 до 12 атомов углерода, циклоалкильную группу, содержащую от 5 до 12 атомов углерода, алкенильную группу с прямой или разветвленной цепью, содержащей от 2 до 12 атомов углерода, или аралкильную группу, содержащую от 7 до 20 атомов углерода и включающую необязательно замещенный арил, содержащий от 6 до 19 атомов углерода, и алкил, выбранный из групп, представляющих собой алкилы с прямой или разветвленной цепью, содержащей от 1 до 14 атомов углерода, и циклоалкилы, содержащие от 5 до 14 атомов углерода; либо галогензамещенную углеводородную группу, в которой все или несколько атомов водорода замещены атомами галогена, как, например, нонафторбутил или гептафторбутил (изомеры), хотя указанное выше не является ограничением. Алкильная группа является предпочтительной. К примерам такого алкоксида триалкилолова относятся соединения триалкилалкоксиолова и триалкиларалкилоксиолова, такие как трибутилметоксиолово, трибутилэтоксиолово, трибутилпропоксиолово (изомеры), трибутилбутоксиолово (изомеры), трибутилпентилоксиолово (изомеры), трибутилгексилоксиолово (изомеры), трибутилгептилоксиолово, трибутилбензилоксиолово, триоктилметоксиолово, триоктилэтоксиолово, триоктилпропоксиолово (изомеры), триоктилбутоксиолово (изомеры), триоктилпентилоксиолово (изомеры), триоктилгексилоксиолово (изомеры), триоктилгептилоксиолово (изомеры) и триоктилбензилоксиолово. Из этой группы может быть выбрано одно соединение либо использована смесь входящих в нее соединений. Из алкоксидов триалкилолова, соответствующих формуле (4), предпочтительным является тот, в котором каждая из групп R11, R12 и R13 выбирается из н-бутила и н-октила, особенно предпочтительны те примеры, в которых группа R14 представляет собой алкильную группу, содержащую от 1 до 6 атомов углерода. В случае, когда количество атомов углерода в группе R14 невелико, может ухудшаться стабильность и текучесть жидкости при транспортировке, кроме того, в случае наличия заместителя у атома углерода, расположенного рядом с кислородом (О) группы OR14, образованной группой R14, соединение может не быть жидким, следовательно, наиболее предпочтительно, чтобы такой соседний атом углерода образовывал структуру метилена (СН2), наиболее предпочтительными примерами являются группы R14, представляющие собой алкильные группы, содержащие от 4 до 6 атомов углерода, в которых атом углерода, расположенный рядом с кислородом, образует структуру метилена. К наиболее предпочтительным примерам относятся три-(н-бутил)-(н-бутокси)олово, три-(н-бутил)-(н-пентилокси)олово, три-(н-бутил)-(3-метилбутокси)олово, три-(н-бутил)-(н-гексилокси)олово, три-(н-бутил)-(2-этилбутокси)олово, три-(н-октил)-(н-бутокси)олово, три-(н-октил)-(н-пентилокси)олово, три-(н-октил)-(н-гексилокси)олово, три-(н-октил)-(3-метилбутокси)олово и три-(н-октил)-(2-этилбутокси)олово. В качестве алкоксида алкилолова в контексте настоящего изобретения также может быть использован алкоксид моноалкилолова. Идентифицировать структуру такого алкоксида моноалкилолова трудно, однако алкоксид моноалкилолова может быть представлен следующей формулой (5) и/или формулой (6):
где R15 и R19 независимо означают алифатическую группу или аралкильную группу, R16, R17, R18 и R20 независимо означают алифатическую группу или аралкильную группу, m, n и p являются целыми числами от 0 до 3 при m+n+p=3. К примерам группы R15 в алкоксиде моноалкилолова, соответствующем формуле (5), относятся алкильные группы, а именно, алифатические углеводородные группы, включающие от 1 до 12 атомов углерода, циклоалкильные группы, а именно, алициклические углеводородные группы, включающие от 5 до 12 атомов углерода, такие как метил, этил, пропил, бутил (изомеры), пентил (изомеры), гексил (изомеры), гептил (изомеры), октил (изомеры), нонил (изомеры), децил (изомеры), ундецил (изомеры), додецил (изомеры), 2-бутенил, циклобутенил, циклобутил, циклопентил, циклогексил, циклопентил, циклопентадиенил и циклогексенил, и аралкильные группы, включающие от 7 до 20 атомов углерода, такие как бензил и фенилэтил. Кроме того, алкильная группа может включать простую эфирную связь или представлять собой галогензамещенную углеводородную группу, в которой все или несколько атомов водорода замещены атомами галогена, как, например, нонафторбутил или гептафторбутил (изомеры), хотя указанное выше не является ограничением. Алкильная группа является предпочтительной. Особенно предпочтительной является алкильная группа с прямой или разветвленной цепью, содержащей от 1 до 8 атомов углерода. Может быть использована группа с большим числом атомов углерода, чем указано выше, однако при этом может ухудшиться текучесть или снизиться производительность. Каждая из R16, R17 и R18 представляет собой алифатическую группу с прямой или разветвленной цепью, содержащей от 1 до 12 атомов углерода, циклоалкильную группу, содержащую от 5 до 12 атомов углерода, алкенильную группу с прямой или разветвленной цепью, содержащей от 2 до 12 атомов углерода, или аралкильную группу, содержащую от 7 до 20 атомов углерода и включающую необязательно замещенный арил, содержащий от 6 до 19 атомов углерода, и алкил, выбранный из групп, представляющих собой алкилы с прямой или разветвленной цепью, содержащей от 1 до 14 атомов углерода, и циклоалкилы, содержащие от 5 до 14 атомов углерода; либо галогензамещенную углеводородную группу, в которой все или несколько атомов водорода замещены атомами галогена, как, например, нонафторбутил или гептафторбутил (изомеры), хотя указанное выше не является ограничением. Алкильная группа является предпочтительной. К примерам таких алкоксидов моноалкилолова относятся соединения алкилтриалкоксиолова и алкилтриаралкилоксиолова, такие как бутилтриметоксиолово, бутилтриэтоксиолово, бутилтрипропоксиолово (изомеры), бутилтрибутоксиолово (изомеры), бутилтрипентилоксиолово (изомеры), бутилтригексилоксиолово (изомеры), бутилтригептилоксиолово (изомеры), бутилтрибензилоксиолово, октилтриметоксиолово, октилтриэтоксиолово, октилтрипропоксиолово (изомеры), октилтрибутоксиолово (изомеры), октилтрипентилоксиолово (изомеры), октилтригексилоксиолово (изомеры), октилтригептилоксиолово (изомеры) и октилтрибензилоксиолово. Из этой группы может быть выбрано одно соединение либо использована смесь входящих в нее соединений. Из алкоксидов моноалкилолова, соответствующих формуле (5), предпочтительным является тот, в котором группа R15 выбирается из н-бутила и н-октила, особенно предпочтительны те примеры, в которых каждая из групп R16, R17 и R18 представляет собой алкильную группу, содержащую от 1 до 6 атомов углерода. В случае, когда количество атомов углерода в группе R16, группе R17 или группе R18 невелико, может ухудшаться стабильность и текучесть жидкости при транспортировке, кроме того, в случае наличия заместителя у атома углерода, расположенного рядом с кислородом (О) группы OR16, OR17, или OR18, образованной группой R16, R17 или R18, соединение может не быть жидким, следовательно, наиболее предпочтительно, чтобы такой соседний атом углерода образовывал структуру метилена (СН2), наиболее предпочтительными примерами являются те, в которых каждая из групп R16, R17 и R18 представляет собой алкильную группу, содержащую от 4 до 6 атомов углерода, в которой атом углерода, расположенный рядом с кислородом, образует структуру метилена. К наиболее предпочтительным примерам относятся (н-бутил)-три-(н-бутокси)олово, (н-бутил)-три-(н-пентилокси)олово, (н-бутил)-трис-(3-метилбутокси)олово, (н-бутил)-три-(н-гексилокси)олово, (н-бутил)-трис-(2-этилбутокси)олово, (н-октил)-три-(н-бутокси)олово, (н-октил)-три-(н-пентилокси)олово, (н-октил)-три-(н-гексилокси)олово, (н-октил)-трис-(3-метилбутокси)олово и (н-октил)-трис-(2-этилбутокси)олово. К примерам группы R19 в алкоксиде моноалкилолова, соответствующем формуле (6), относятся алкильные группы, а именно, алифатические углеводородные группы, включающие от 1 до 12 атомов углерода, циклоалкильные группы, а именно, алициклические углеводородные группы, включающие от 5 до 12 атомов углерода, такие как метил, этил, пропил, бутил (изомеры), пентил (изомеры), гексил (изомеры), гептил (изомеры), октил (изомеры), нонил (изомеры), децил (изомеры), ундецил (изомеры), додецил (изомеры), 2-бутенил, циклобутенил, циклобутил, циклопентил, циклогексил, циклопентил, циклопентадиенил и циклогексенил, и аралкильные группы, включающие от 7 до 20 атомов углерода, такие как бензил и фенилэтил. Кроме того, алкильная группа может включать простую эфирную связь или представлять собой галогензамещенную углеводородную группу, в которой все или несколько атомов водорода замещены атомами галогена, как, например, нонафторбутил или гептафторбутил (изомеры), хотя указанное выше не является ограничением. Алкильная группа является предпочтительной. Особенно предпочтительной является алкильная группа с прямой или разветвленной цепью, содержащей от 1 до 8 атомов углерода. Может быть использована группа с большим числом атомов углерода, чем указано выше, однако при этом может ухудшиться текучесть или снизиться производительность. Группа R20 представляет собой алифатическую группу с прямой или разветвленной цепью, содержащей от 1 до 12 атомов углерода, циклоалкильную группу, содержащую от 5 до 12 атомов углерода, алкенильную группу с прямой или разветвленной цепью, содержащей от 2 до 12 атомов углерода, или аралкильную группу, содержащую от 7 до 20 атомов углерода и включающую необязательно замещенный арил, содержащий от 6 до 19 атомов углерода, и алкил, выбранный из групп, представляющих собой алкилы с прямой или разветвленной цепью, содержащей от 1 до 14 атомов углерода, и циклоалкилы, содержащие от 5 до 14 атомов углерода; либо галогензамещенную углеводородную группу, в которой все или несколько атомов водорода замещены атомами галогена, как, например, нонафторбутил или гептафторбутил (изомеры), хотя указанное выше не является ограничением. Алкильная группа является предпочтительной. К примерам таких алкоксидов моноалкилолова относятся оксиды алкилалкоксиолова и оксиды алкиларалкилоксиолова, такие как оксид бутилметоксиолова, оксид бутилэтоксиолова, оксид бутилпропоксиолова (изомеры), оксид бутилбутоксиолова (изомеры), оксид бутилпентилоксиолова (изомеры), оксид бутилгексилоксиолова (изомеры), оксид бутилгептилоксиолова (изомеры), оксид бутилбензилоксиолова, оксид октилметоксиолова, оксид октилэтоксиолова, оксид октилпропоксиолова (изомеры), оксид октилбутоксиолова (изомеры), оксид октилпентилоксиолова (изомеры), оксид октилгексилоксиолова (изомеры), оксид октилгептилоксиолова (изомеры) и оксид октилбензилоксиолова. Из этой группы может быть выбрано одно соединение либо использована смесь входящих в нее соединений. Из алкоксидов моноалкилолова, соответствующих формуле (6), предпочтительным является тот, в котором группа R19 выбирается из н-бутила и н-октила, особенно предпочтительны те примеры, в которых группа R20 представляет собой алкильную группу, содержащую от 1 до 6 атомов углерода. В случае, когда количество атомов углерода в группе R20 невелико, может ухудшаться стабильность и текучесть жидкости при транспортировке, кроме того, в случае наличия заместителя у атома углерода, расположенного рядом с кислородом (О) группы OR20, образованной группой R20, соединение может не быть жидким, следовательно, наиболее предпочтительно, чтобы такой соседний атом углерода образовывал структуру метилена (СН2), наиболее предпочтительными примерами являются те, в которых группа R20 представляет собой алкильную группу, содержащую от 4 до 6 атомов углерода, в которой атом углерода, расположенный рядом с кислородом, образует структуру метилена. К наиболее предпочтительным примерам относятся оксид (н-бутил)-(н-бутокси)олова, оксид (н-бутил)-(н-пентилокси)олова, оксид (н-бутил)-(3-метилбутокси)олова, оксид (н-бутил)-(н-гексилокси)олова, оксид (н-бутил)-(2-этилбутокси)олова, оксид (н-октил)-(н-бутокси)олова, оксид (н-октил)-(н-пентилокси)олова, оксид (н-октил)-(н-гексилокси)олова, оксид (н-октил)-(3-метилбутокси)олова и оксид (н-октил)-(2-этилбутокси)олова. В качестве алкоксида алкилолова в рамках настоящего изобретения также может быть использован триалкилтриалкоксидистанноксан, соответствующий следующей формуле (7). Термин «триалкилтриалкоксидистанноксан», используемый в контексте настоящего изобретения, означает триалкилтриалкоксидистанноксан, соответствующий формуле (7); типичная структурная формула показана как формула (7), однако триалкилтриалкоксидистанноксан может представлять собой мономер, агрегат, мультимер или полимер:
где R21, R22 и R23 независимо означают алифатическую группу или аралкильную группу, R24, R25 и R26 независимо означают алифатическую группу или аралкильную группу, r и s являются целыми числами от 0 до 2 при r+s=2, t и u являются целыми числами от 0 до 2 при t+u=2. К примерам каждой из групп R21, R22 и R23 в триалкилтриалкоксидистанноксане формулы (7) относятся алкильные группы, а именно, алифатические углеводородные группы, включающие от 1 до 12 атомов углерода, циклоалкильные группы, а именно, алициклические углеводородные группы, включающие от 5 до 12 атомов углерода, такие как метил, этил, пропил, бутил (изомеры), пентил (изомеры), гексил (изомеры), гептил (изомеры), октил (изомеры), нонил (изомеры), децил (изомеры), ундецил (изомеры), додецил (изомеры), 2-бутенил, циклобутенил, циклобутил, циклопентил, циклогексил, циклопентил, циклопентадиенил и циклогексенил, и аралкильные группы, включающие от 7 до 20 атомов углерода, такие как бензил и фенилэтил. Кроме того, алкильная группа может включать простую эфирную связь или представлять собой галогензамещенную углеводородную группу, в которой все или несколько атомов водорода замещены атомами галогена, как, например, нонафторбутил или гептафторбутил (изомеры), хотя указанное выше не является ограничением. Алкильная группа является предпочтительной. Особенно предпочтительной является алкильная группа с прямой или разветвленной цепью, содержащей от 1 до 8 атомов углерода. Может быть использована группа с большим числом атомов углерода, чем указано выше, однако при этом может ухудшиться текучесть или снизиться производительность. R21, R22 и R23 в формуле (7) могут быть одинаковыми или, в некоторых случаях, различными. Каждая из R24, R25 и R26 представляет собой алифатическую группу с прямой или разветвленной цепью, содержащей от 1 до 12 атомов углерода, циклоалкильную группу, содержащую от 5 до 12 атомов углерода, алкенильную группу с прямой или разветвленной цепью, содержащей от 2 до 12 атомов углерода, или аралкильную группу, содержащую от 7 до 20 атомов углерода и включающую необязательно замещенный арил, содержащий от 6 до 19 атомов углерода, и алкил, выбранный из групп, представляющих собой алкилы с прямой или разветвленной цепью, содержащей от 1 до 14 атомов углерода, и циклоалкилы, содержащие от 5 до 14 атомов углерода; либо галогензамещенную углеводородную группу, в которой все или несколько атомов водорода замещены атомами галогена, как, например, нонафторбутил или гептафторбутил (изомеры), хотя указанное выше не является ограничением. Алкильная группа является предпочтительной. R24, R25 и R26 в формуле (7) могут быть одинаковыми или, в некоторых случаях, различными. К примерам таких триалкилтриалкоксидистанноксанов, соответствующих формуле (7), относятся триалкилтриалкоксидистанноксаны и триалкилтриаралкилоксидистанноксаны, такие как 1,1,3-трибутил-1,3,3-триметоксидистанноксан, 1,1,3-трибутил-1,3,3-триэтоксидистанноксан, 1,1,3-трибутил-1,3,3-трипропоксидистанноксан (изомеры), 1,1,3-трибутил-1,3,3-трибутоксидистанноксан (изомеры), 1,1,3-трибутил-1,3,3-трипентилоксидистанноксан (изомеры), 1,1,3-трибутил-1,3,3-тригексилоксидистанноксан (изомеры), 1,1,3-трибутил-1,3,3-тригептилоксидистанноксан, 1,1,3-трибутил-1,3,3-трибензилоксидистанноксан, 1,1,3-триоктил-1,3,3-триметоксидистанноксан, 1,1,3-триоктил-1,1,3-триэтоксидистанноксан, 1,1,3-триоктил-1,3,3-трипропоксидистанноксан (изомеры), 1,1,3-триоктил-1,3,3-трибутоксидистанноксан (изомеры), 1,1,3-триоктил-1,3,3-трипентилоксидистанноксан (изомеры), 1,1,3-триоктил-1,3,3-тригексилоксидистанноксан (изомеры), 1,1,3-триоктил-1,3,3-тригептилоксидистанноксан (изомеры), и 1,1,3-триоктил-1,3,3-трибензилоксидистанноксан. Из этой группы может быть выбрано одно соединение либо использована смесь входящих в нее соединений. Из триалкилтриалкоксидистанноксанов, соответствующих формуле (7), предпочтительным является тот, в котором каждая из групп R21, R22 и R23 выбирается из н-бутила и н-октила, особенно предпочтительны те примеры, в которых каждая из групп R24, R25 и R26 представляет собой алкильную группу, содержащую от 1 до 6 атомов углерода. В случае, когда количество атомов углерода в группе R24, группе R25 или группе R26 невелико, может ухудшаться стабильность и текучесть жидкости при транспортировке, кроме того, в случае наличия заместителя у атома углерода, расположенного рядом с кислородом (О) группы OR24, OR25 или OR26, образованной группой R24, R25 или R26, соединение может не быть жидким, следовательно, наиболее предпочтительно, чтобы такой соседний атом углерода образовывал структуру метилена (СН2), наиболее предпочтительными примерами являются те, в которых группы R24, R25 и R26 представляют собой алкильные группы, содержащие от 4 до 6 атомов углерода, и в которых атом углерода, расположенный рядом с кислородом, образует структуру метилена. К наиболее предпочтительным примерам относятся 1,1,3-три-(н-бутил)-1,3,3-три-(н-бутокси)-дистанноксан, 1,1,3-три-(н-бутил)-1,3,3-три-(н-пентилокси)-дистанноксан, 1,1,3-три-(н-бутил)-1,3,3-трис-(3-метилбутокси)-дистанноксан, 1,1,3-три-(н-бутил)-1,3,3-три-(н-гексилокси)-дистанноксан, 1,1,3-три-(н-бутил)-1,3,3-трис-(2-этилбутокси)-дистанноксан, 1,1,3-три-(н-октил)-1,3,3-три-(н-бутокси)-дистанноксан, 1,1,3-три-(н-октил)-1,3,3-три-(н-пентилокси)-дистанноксан, 1,1,3-три-(н-октил)-1,3,3-трис-(3-метилбутокси)-дистанноксан, 1,1,3-три-(н-октил)-1,3,3-три-(н-гексилокси)-дистанноксан, 1,1,3-три-(н-октил)-1,3,3-трис-(2-этилбутокси)-дистанноксан. Такие алкоксиды алкилолова могут быть использованы в смеси или по отдельности, кроме того, такие алкоксиды алкилолова могут быть координированы или агрегированы друг с другом. Такие алкоксиды алкилолова легко обмениваются лигандами, и могут существовать алкоксиды алкилолова со структурой, которую трудно идентифицировать, либо алкоксиды алкилолова, которые координированы или агрегированы друг с другом иначе, чем описано выше. Отметим, что в контексте настоящего изобретения также могут быть использованы алкоксиды алкилолова, отвечающие изложенным выше условиям по алкильным группам и алкоксигруппам, но которые не могут быть идентифицированы при помощи имеющихся аналитических методик. Далее описывается используемый в контексте настоящего изобретения комплекс алкоксида алкилолова с диоксидом углерода. Термин «комплекс алкоксида алкилолова с диоксидом углерода», используемый в контексте настоящего изобретения, означает определенный комплекс алкоксида алкилолова с диоксидом углерода. Характерной особенностью этого определенного комплекса алкоксида алкилолова с диоксидом углерода является наличие по меньшей мере одного четырехвалентного атома олова в молекуле, в котором эти валентности обуславливают наличие связей олово-алкил, олово-карбонат и олово-кислород (включая связи олово-алкоксигруппа), причем в молекуле имеется по меньшей мере одна связь олово-алкил и по меньшей мере одна связь олово-карбонат. Отметим, однако, что атом олова может иметь координационную связь с другими молекулами вне данной молекулы, если при этом достигается цель настоящего изобретения. Примеры таких координационных связей с другой молекулой включают ассоциацию путем координации с донорным атомом спирта или между алкоксидами алкилолова или комплексом алкоксида алкилолова с диоксидом углерода, и координацию с диоксидом углерода, хотя этим примеры не ограничиваются. Алкильная группа, участвующая в образовании указанных выше связей олово-алкил представляет собой алифатическую или аралкильную группу. Это, например, алкильные группы, представляющие собой алифатические углеводородные группы, включающие от 1 до 12 атомов углерода, и циклоалкильные группы, представляющие собой алициклические углеводородные группы, включающие от 5 до 12 атомов углерода, такие как метил, этил, пропил, бутил (изомеры), пентил (изомеры), гексил (изомеры), гептил (изомеры), октил (изомеры), нонил (изомеры), децил (изомеры), ундецил (изомеры), додецил (изомеры), 2-бутенил, циклобутенил, циклобутил, циклопентил, циклогексил, циклопентил, циклопентадиенил и циклогексенил, и аралкильные группы, включающие от 7 до 20 атомов углерода, такие как бензил и фенилэтил. Кроме того, алкильная группа может включать простую эфирную связь или представлять собой галогензамещенную углеводородную группу, в которой все или несколько атомов водорода замещены атомами галогена, как, например, нонафторбутил или гептафторбутил (изомеры), хотя указанное выше не является ограничением. Алкильная группа является предпочтительной. В случае, когда атом олова имеет множество связей с алкильными группами, алкильные группы могут быть одинаковыми или, в некоторых случаях, разными. Из перечисленных выше алкильных групп предпочтительным является выбор из н-бутила и н-октила. Алкильная группа, образующая алкоксигруппу (группу, содержащую связь кислород-алкил) в каждой из связей олово-алкоксигруппа среди указанных выше связей олово-кислород, представляет собой алифатическую или аралкильную группу. Это, например, алифатические группы с прямой или разветвленной цепью, содержащей от 1 до 12 атомов углерода, циклоалкильные группы, содержащие от 5 до 12 атомов углерода, алкенильные группы с прямой или разветвленной цепью, содержащей от 2 до 12 атомов углерода, аралкильные группы, содержащие от 7 до 20 атомов углерода и включающие необязательно замещенный арил, содержащий от 6 до 19 атомов углерода, и алкил, выбранный из групп, представляющих собой алкилы с прямой или разветвленной цепью, содержащей от 1 до 14 атомов углерода, и циклоалкилы, содержащие от 5 до 14 атомов углерода; либо алкильная группа может представлять собой галогензамещенную углеводородную группу, в которой все или несколько атомов водорода замещены атомами галогена, как, например, нонафторбутил или гептафторбутил (изомеры), хотя указанное выше не является ограничением. Алкильная группа является предпочтительной. Особенно предпочтительной является алкильная группа, содержащая от 1 до 6 атомов углерода. В случае, когда количество атомов углерода невелико, может ухудшаться стабильность и текучесть жидкости при транспортировке, а в случае наличия заместителя у атома углерода, расположенного рядом с кислородом (О) алкоксигруппы, соединение может не быть жидким, следовательно, наиболее предпочтительно, чтобы такой соседний атом углерода образовывал структуру метилена (СН2), наиболее предпочтительными примерами алкильных групп, образующих алкоксигруппу, являются алкильные группы, содержащие от 4 до 6 атомов углерода, в которых атом углерода, расположенный рядом с кислородом, образует структуру метилена. В случае, когда с атомом олова соединено множество алкоксигрупп, алкоксигруппы могут быть одинаковыми или, в некоторых случаях, различными. Связи олово-кислород, не являющиеся связями олово-алкоксигруппа, могут представлять собой любые связи, если эти связи не влияют на достижение цели настоящего изобретения. Предпочтительно, чтобы это были связи олово-кислород, образующие связи олово-кислород-олово. Как указано выше, связь олово-карбонат представляет собой связь, характеризующую комплекс алкоксида алкилолова с диоксидом углерода, используемый в контексте настоящего изобретения. Каждая такая связь олово-карбонат представляет собой связь, в которой молекула диоксида углерода (СО2) размещается между атомом олова связи олово-алкоксигруппа, описанной выше (то есть связи Sn-OR), и алкоксигруппой. То есть, каждая из связей олово-карбонат представляет собой связь, изображаемую как Sn-О-СО-OR. Существование такой связи может быть подтверждено при использовании сочетания таких общеизвестных методов, как 119Sn-ЯМР, 13С-ЯМР, 1Н-ЯМР и рентгеноструктурного анализа. Смесь в соответствии с настоящим изобретением отличается тем, что она содержит комплекс алкоксида алкилолова с диоксидом углерода. Предпочтительный комплекс алкоксида алкилолова с диоксидом углерода имеет структуру, в которой часть или все алкоксигруппы алкоксида алкилолова, который используется в контексте настоящего изобретения, как описано выше, замещены (или заменены на) описанными выше связями с карбонатом. Далее комплекс алкоксида алкилолова с диоксидом углерода, используемый в контексте настоящего изобретения, описан более подробно на примерах. Предпочтительный комплекс алкоксида алкилолова с диоксидом углерода имеет структуру, в которой часть или все алкоксигруппы алкоксида алкилолова, который используется в контексте настоящего изобретения, как описано выше, замещены (или заменены на) описанными выше связями с карбонатом. Поэтому далее комплекс алкоксида алкилолова с диоксидом углерода будет описан через аналогию с описанными выше алкоксидами алкилолова. Отметим, что хотя существование в комплексе алкоксида алкилолова связей с диоксидом углерода может быть подтверждено при помощи указанных выше аналитических методов, структура такого комплекса сложна и, в некоторых случаях, не может быть идентифицирована известными аналитическими методами; в контексте настоящего изобретения структура комплекса алкоксида алкилолова с диоксидом углерода не ограничивается структурой, описанной в следующих ниже примерах. В качестве примеров комплекса с диоксидом углерода, соответствующего тетраалкилдиалкоксидистанноксану формулы (1), приведены характерные структурные формулы (8), (9) и (10), хотя комплекс с диоксидом углерода может представлять собой мономер, агрегат, мультимер или полимер:
где R1, R2, R3, R4, R5 и R6 независимо означают, соответственно, R1, R2, R3, R4, R5 и R6 в формуле (1), а а, b, c и d означают, соответственно, a, b, c и d, определенные для формулы (1). В качестве примеров комплекса с диоксидом углерода, соответствующего диалкоксиду диалкилолова формулы (2), приведены характерные структурные формулы (11), (12) и (13), хотя комплекс с диоксидом углерода может представлять собой мономер, агрегат, мультимер или полимер:
где R7, R8, R9 и R10 независимо означают, соответственно, R7, R8, R9 и R10 в формуле (2), а е и f означают, соответственно, e и f, определенные для формулы (2). Примеры R1, R2, R3, R4, R5,R6, R7, R8, R9 и R10 в соединениях, соответствующих формулам (8) – (13), аналогичны описанным ранее, примеры комплекса с диоксидом углерода включают соединения алкоксиалкилкарбонатдиалкилолова и соединения аралкилоксиаралкилкарбонатдиалкилолова, такие как метоксиметилкарбонатдибутилолово, этоксиэтилкарбонатдибутилолово, пропоксипропилкарбонатдибутилолово (изомеры), бутоксибутилкарбонатдибутилолово (изомеры), пентилоксипентилкарбонатдибутилолово (изомеры), гексилоксигексилкарбонатдибутилолово (изомеры), гептилоксигептилкарбонатдибутилолово (изомеры), бензилоксибензилкарбонатдибутилолово, метоксиметилкарбонатдиоктилолово, этоксиэтилкарбонатдиоктилолово, пропоксипропилкарбонатдиоктилолово (изомеры), бутоксибутилкарбонатдиоктилолово (изомеры), пентилоксипентилкарбонатдиоктилолово (изомеры), гексилоксигексилкарбонатдиоктилолово (изомеры), гептилоксигептилкарбонатдиоктилолово (изомеры), бензилоксибензилкарбонатдиоктилолово; и 1-алкокси-3-алкилкарбонат-1,1,3,3-тетраалкилдистанноксаны и 1-аралкилокси-3-аралкилкарбонат-1,1,3,3-тетраалкилдистанноксаны, такие как 1-метокси-3-метилкарбонат-1,1,3,3-тетрабутилдистанноксан, 1-этокси-3-этилкарбонат-1,1,3,3-тетрабутилдистанноксан, 1-пропокси-3-пропилкарбонат-1,1,3,3-тетрабутилдистанноксан (изомеры), 1-бутокси-3-бутилкарбонат-1,1,3,3-тетрабутилдистанноксан (изомеры), 1-пентилокси-3-пентилкарбонат-1,1,3,3-тетрабутилдистанноксан (изомеры), 1-гексилокси-3-гексилкарбонат-1,1,3,3-тетрабутилдистанноксан (изомеры), 1-гептилокси-3-гептилкарбонат-1,1,3,3-тетрабутилдистанноксан (изомеры), 1-бензилокси-3-бензилкарбонат-1,1,3,3-тетрабутилдистанноксан, 1-метокси-3-метилкарбонат-1,1,3,3-тетраоктилдистанноксан, 1-этокси-3-этилкарбонат-1,1,3,3-тетраоктилдистанноксан, 1-пропокси-3-пропилкарбонат-1,1,3,3-тетраоктилдистанноксан (изомеры), 1-бутокси-3-бутилкарбонат-1,1,3,3-тетраоктилдистанноксан (изомеры), 1-пентилокси-3-пентилкарбонат-1,1,3,3-тетраоктилдистанноксан (изомеры), 1-гексилокси-3-гексилкарбонат-1,1,3,3-тетраоктилдистанноксан (изомеры), 1-гептилокси-3-гептилкарбонат-1,1,3,3-тетраоктилдистанноксан (изомеры) и 1-бензилокси-3-бензилкарбонат-1,1,3,3-тетраоктилдистанноксан. Из этой группы может быть выбрано одно соединение либо использована смесь входящих в нее соединений. Из комплексов с диоксидом углерода, соответствующих формулам (8)-(13), предпочтительными являются те, в которых каждая из групп R1, R2, R4, R5, R7 и R8 выбирается из н-бутила и н-октила, особенно предпочтительны те примеры, в которых каждая из групп R3, R6, R9 и R10 представляет собой алкильную группу, содержащую от 1 до 6 атомов углерода. В случае, когда количество атомов углерода в группе R3, группе R6, группе R9 или группе R10 невелико, может ухудшаться стабильность и текучесть жидкости при транспортировке, а в случае наличия заместителя у атома углерода, расположенного рядом с кислородом (О) группы OR3, OR6, OR9 или OR10, образованной группой R3, R6, R9 или R10, соединение может не быть жидким, следовательно, наиболее предпочтительно, чтобы такой соседний атом углерода образовывал структуру метилена (СН2), наиболее предпочтительными примерами являются те, в которых группа R3, группа R6, группа R9 и группа R10 представляют собой алкильные группы, содержащие от 4 до 6 атомов углерода, и в которых атом углерода, расположенный рядом с кислородом, образует структуру метилена. К наиболее предпочтительным примерам относятся (н-бутокси)-(н-бутилкарбонат)-ди-н-бутилолово, (3-метилбутокси)-(3-метилбутилкарбонат)-ди-н-бутилолово, (н-пентилокси)-(н-пентилкарбонат)-ди-н-бутилолово, (н-гексилокси)-(н-гексилкарбонат)-ди-н-бутилолово, (2-этилбутокси)-(2-этилбутилкарбонат)-ди-н-бутилолово, (н-гептилокси)-(н-гептилкарбонат)-ди-н-бутилолово, (н-бутокси)-(н-бутилкарбонат)-ди-н-октилолово, (3-метоксибутокси)-(3-метилбутилкарбонат)-ди-н-октилолово, (н-пентилокси)-(н-пентилкарбонат)-ди-н-октилолово, (н-гексилокси)-(н-гексилкарбонат)-ди-н-октилолово, (2-этилбутокси)-(2-этилбутилкарбонат)-ди-н-октилолово, (н-гептилокси)-(н-гептилкарбонат)-ди-н-октилолово, 1-(н-бутокси)-3-(н-бутилкарбонат)-1,1,3,3-тетра-н-бутилдистанноксан, 1-(3-метилбутокси)-3-(3-метилбутилкарбонат)-1,1,3,3-тетра-н-бутилдистанноксан, 1-(н-пентилокси)-3-(н-пентилкарбонат)-1,1,3,3-тетра-н-бутилдистанноксан, 1-(н-гексилокси)-3-(н-гексилкарбонат)-1,1,3,3-тетра-н-бутилдистанноксан, 1-(2-этилбутокси)-3-(2-этилбутилкарбонат)-1,1,3,3-тетра-н-бутилдистанноксан, 1-(н-бутокси)-3-(н-бутилкарбонат)-1,1,3,3-тетра-н-октилдистанноксан, 1-(3-метилбутокси)-3-(3-метилбутилкарбонат)-1,1,3,3-тетра-н-октилдистанноксан, 1-(н-пентилокси)-3-(н-пентилкарбонат)-1,1,3,3-тетра-н-октилдистанноксан, 1-(н-гексилокси)-3-(н-гексилкарбонат)-1,1,3,3-тетра-н-октилдистанноксан, 1-(2-этилбутокси)-3-(2-этилбутилкарбонат)-1,1,3,3-тетра-н-октилдистанноксан. Эти соединения могут иметь форму мономера или агрегата. Предпочтительными примерами комплекса алкоксида алкилолова с диоксидом углерода в контексте настоящего изобретения являются описанные выше комплексы диалкоксидов диалкилолова с диоксидом углерода и комплексы тетраалкилдиалкоксидистанноксанов с диоксидом углерода, хотя комплекс алкоксида алкилолова с диоксидом углерода может также содержать комплекс алкоксида алкилолова с диоксидом углерода, соответствующий формулам (4)-(7). Пример комплекса алкоксида триалкилолова, соответствующего формуле (4), с диоксидом углерода представлен следующей формулой (14):
где R11, R12, R13 и R14 означают, соответственно, R11, R12, R13 и R14 в формуле (4), а i, j и k означают, соответственно, i, j и k, определенные для формулы (4). Примеры R11, R12, R13 и R14 в соединениях, соответствующих формуле (4), аналогичны описанным ранее, примеры комплекса с диоксидом углерода включают соединения триалкилалкилкарбонатолова и соединения триалкиларалкилкарбонатолова, такие как трибутилметилкарбонатолово, трибутилэтилкарбонатолово, трибутилпропилкарбонатолово (изомеры), трибутилбутилкарбонатолово (изомеры), трибутилпентилкарбонатолово (изомеры), трибутилгексилкарбонатолово (изомеры), трибутилгептилкарбонатолово, трибутилбензилкарбонатолово, триоктилметилкарбонатолово, триоктилэтилкарбонатолово, триоктилпропилкарбонатолово (изомеры), триоктилбутилкарбонатолово (изомеры), триоктилпентилкарбонатолово (изомеры), триоктилгексилкарбонатолово (изомеры), триоктилгептилкарбонатолово (изомеры) и триоктилбензилкарбонатолово. Из этой группы может быть выбрано одно соединение либо использована смесь входящих в нее соединений. Из комплексов алкоксидов триалкилолова с диоксидом углерода, соответствующих формуле (14), предпочтительными являются те, в которых каждая из групп R11, R12 и R13 выбирается из н-бутила и н-октила, особенно предпочтительны те примеры, в которых группа R14 представляет собой алкильную группу, содержащую от 1 до 6 атомов углерода. В случае, когда количество атомов углерода в группе R14 невелико, может ухудшаться стабильность и текучесть жидкости при транспортировке, а в случае наличия заместителя у атома углерода, расположенного рядом с кислородом (О) группы OR14, образованной группой R14, соединение может не быть жидким, следовательно, наиболее предпочтительно, чтобы такой соседний атом углерода образовывал структуру метилена (СН2), наиболее предпочтительными примерами являются те, в которых группа R14 представляет собой алкильную группу, содержащую от 4 до 6 атомов углерода, и в которой атом углерода, расположенный рядом с кислородом, образует структуру метилена. К наиболее предпочтительным примерам относятся три-(н-бутил)-(н-бутилкарбонат)олово, три-(н-бутил)-(н-пентилкарбонат)олово, три-(н-бутил)-(3-метилбутилкарбонат)олово, три-(н-бутил)-(н-гексилкарбонат)олово, три-(н-бутил)-(2-этилбутилкарбонат)олово, три-(н-октил)-(н-бутилкарбонат)олово, три-(н-октил)-(н-пентилкарбонат)олово, три-(н-октил)-(н-гексилкарбонат)олово, три-(н-октил)-(3-метилбутилкарбонат)олово и три-(н-октил)-(2-этилбутилкарбонат)олово. В смеси по настоящему изобретению также может содержаться комплекс с диоксидом углерода алкоксида моноалкилолова, соответствующего формуле (5) и/или (6), или комплекс с диоксидом углерода триалкилтриалкоксидистанноксана, соответствующего формуле (7), примеры таких структур представлены следующими формулами (15), (16) и (17). Такой комплекс диоксида углерода с соединением, соответствующим формулам (5), (6) или (7), может иметь любую из различных возможных структур, которые не ограничиваются формулами (15), (16) и (17):
где R и R‘ независимо означают алифатическую группу или аралкильную группу. К примерам таких алкоксидов моноалкилолова относятся соединения алкилалкоксидиалкилкарбонатолова и соединения алкиларалкилоксидиаралкилкарбонатолова, такие как бутилметоксидиметилкарбонатолово, бутилэтоксидиэтилкарбонатолово, бутилпропоксидипропилкарбонатолово (изомеры), бутилбутоксидибутилкарбонатолово (изомеры), бутилпентилоксидипентилкарбонатолово (изомеры), бутилгексилоксидигексилкарбонатолово (изомеры), бутилгептилоксидигептилкарбонатолово (изомеры), бутилбензилоксидибензилкарбонатолово, октилметоксидиметилкарбонатолово, октилэтоксидиэтилкарбонатолово, октилпропоксидипропилкарбонатолово (изомеры), октилбутоксидибутилкарбонатолово (изомеры), октилпентилоксидипентилкарбонатолово (изомеры), октилгексилоксидигексилкарбонатолово (изомеры), октилгептилоксидигептилкарбонатолово (изомеры), октилбензилоксидибензилкарбонатолово; оксиды алкилалкилкарбонатолова и оксиды алкиларалкилкарбонатолова, такие как оксид бутилметилкарбонатолова, оксид бутилэтилкарбонатолова, оксид бутилпропилкарбонатолова (изомеры), оксид бутилбутилкарбонатолова (изомеры), оксид бутилпентилкарбонатолова (изомеры), оксид бутилгексилкарбонатолова (изомеры), оксид бутилгептилкарбонатолова (изомеры), оксид бутилбензилкарбонатолова, оксид октилметилкарбонатолова, оксид октилэтилкарбонатолова, оксид октилпропилкарбонатолова (изомеры), оксид октилбутилкарбонатолова (изомеры), оксид октилпентилкарбонатолова (изомеры), оксид октилгексилкарбонатолова (изомеры), оксид октилгептилкарбонатолова (изомеры) и оксид октилбензилкарбонатолова; триалкилдиалкилкарбонаталкоксидистанноксаны и триалкилдиаралкилкарбонатаралкилоксидистанноксаны, такие как 1,1,3-трибутил-1,3-диметилкарбонат-3-метоксидистанноксан, 1,1,3-трибутил-1,3-диэтилкарбонат-3-этоксидистанноксан, 1,1,3-трибутил-1,3-дипропилкарбонат-3-пропоксидистанноксан (изомеры), 1,1,3-трибутил-1,3-дибутилилкарбонат-3-бутоксидистанноксан (изомеры), 1,1,3-трибутил-1,3-дипентилкарбонат-3-пентилоксидистанноксан (изомеры), 1,1,3-трибутил-1,3-дигексилкарбонат-3-гексилоксидистанноксан (изомеры), 1,1,3-трибутил-1,3-дигептилкарбонат-3-гептилоксидистанноксан (изомеры), 1,1,3-трибутил-1,3-дибензилкарбонат-3-бензилоксидистанноксан, 1,1,3-триоктил-1,3-диметилкарбонат-3-метоксидистанноксан, 1,1,3-триоктил-1,3-диэтилкарбонат-3-этоксидистанноксан, 1,1,3-триоктил-1,3-дипропилкарбонат-3-пропоксидистанноксан (изомеры), 1,1,3-триоктил-1,3-дибутилилкарбонат-3-бутоксидистанноксан (изомеры), 1,1,3-триоктил-1,3-дипентилкарбонат-3-пентилоксидистанноксан (изомеры), 1,1,3-триоктил-1,3-дигексилкарбонат-3-гексилоксидистанноксан (изомеры), 1,1,3-триоктил-1,3-дигептилкарбонат-3-гептилоксидистанноксан (изомеры) и 1,1,3-триоктил-1,3-дибензилкарбонат-3-бензилоксидистанноксан. Из этой группы может быть выбрано одно соединение либо использована смесь входящих в нее соединений. К наиболее предпочтительным примерам относятся (н-бутил)-ди-(н-бутилкарбонат)-(н-бутокси)олово, (н-бутил)-ди-(н-пенилкарбонат)-(н-пентилокси)олово, (н-бутил)-бис-(3-метилбутилкарбонат)-(3-метилбутокси)олово, (н-бутил)-ди-(н-гексилкарбонат)-(н-гексилокси)олово, (н-бутил)-бис-(2-этилбутилкарбонат)-(2-этилбутокси)олово, (н-октил)-ди-(н-бутилкарбонат)-(н-бутокси)олово, (н-октил)-ди-(н-гексилкарбонат)-(н-гексилокси)олово, (н-октил)-ди-(н-пенилкарбонат)-(н-пентилокси)олово, (н-октил)-бис-(3-метилбутилкарбонат)-(3-метилбутокси)олово, (н-октил)-бис-(2-этилбутилкарбонат)-(2-этилбутокси)олово, оксид (н-бутил)-(н-бутилкарбонат)олова, оксид (н-бутил)-(н-пентилкарбонат)олова, оксид (н-бутил)-(3-метилбутилкарбонат)олова, оксид (н-бутил)-(н-гексилкарбонат)олова, оксид (н-бутил)-(2-этилбутилкарбонат)олова, оксид (н-октил)-(н-бутилкарбонат)олова, оксид (н-октил)-(н-пентилкарбонат)олова, оксид (н-октил)-(н-гексилкарбонат)олова, оксид (н-октил)-(3-метилбутилкарбонат)олова, оксид (н-октил)-(2-этилбутилкарбонат)олова, 1,1,3-три-(н-бутил)-1,3-ди-(н-бутилкарбонат)-3-(н-бутокси)дистанноксан, 1,1,3-три-(н-бутил)-1,3-ди-(н-пентилкарбонат)-3-(н-пентилокси)дистанноксан, 1,1,3-три-(н-бутил)-1,3-бис-(3-метилбутилкарбонат)-3-(3-метилбутокси)дистанноксан, 1,1,3-три-(н-бутил)-1,3-ди-(н-гексилкарбонат)-3-(н-гексилокси)дистанноксан, 1,1,3-три-(н-бутил)-1,3,3-бис-(2-этилбутилкарбонат)-3-(2-этилбутокси)дистанноксан, 1,1,3-три-(н-октил)-1,3-ди-(н-бутилкарбонат)-3-(н-бутокси)дистанноксан, 1,1,3-три-(н-октил)-1,3-ди-(н-пентилкарбонат)-3-(н-пентилокси)дистанноксан, 1,1,3-три-(н-октил)-1,3-бис-(3-метилбутилкарбонат)-3-(3-метилбутокси)дистанноксан, 1,1,3-три-(н-октил)-1,3-ди-(н-гексилкарбонат)-3-(н-гексилокси)дистанноксан и 1,1,3-три-(н-октил)-1,3-бис-(2-этилбутилкарбонат)-3-(2-этилбутокси)дистанноксан. Может быть использована смесь этих типов комплексов алкоксидов алкилолова с диоксидом углерода или один тип в отдельности, кроме того, комплексы алкоксидов алкилолова с диоксидом углерода могут быть координированы или агрегированы друг с другом. Такие алкоксиды алкилолова легко обмениваются лигандами, и могут существовать комплексы алкоксидов алкилолова с диоксидом углерода со структурой, которую трудно идентифицировать, либо координированные или агрегированные друг с другом иначе, чем описано выше. Необходимо отметить, что в контексте настоящего изобретения также могут быть использованы комплексы алкоксидов алкилолова с диоксидом углерода, отвечающие изложенным выше условиям по алкильным группам, алкоксигруппам и связям с карбонатом, но которые не могут быть идентифицированы при помощи имеющихся аналитических методов. Описанные выше соединения могут быть использованы в качестве алкоксидов алкилолова и комплексов алкоксидов алкилолова с диоксидом углерода, присутствующих в смеси по настоящему изобретению; по меньшей мере 20% мол., более предпочтительно по меньшей мере 50% мол. алкоксидов алкилолова, содержащихся в смеси, являются, предпочтительно, алкоксидами алкилолова, соответствующими формуле (1) и/или формуле (2). Кроме того, в смеси комплексов алкоксидов алкилолова с диоксидом углерода содержание комплексов с диоксидом углерода, выбираемых из соответствующих формулам (8)-(13), составляет, предпочтительно по меньшей мере 20% мол., более предпочтительно по меньшей мере 50% мол. Смесь по настоящему изобретению содержит смесь для транспорта диоксида углерода, содержащую состав на основе алкоксида алкилолова, содержащий алкоксид алкилолова и комплекс алкоксида алкилолова с диоксидом углерода, и диоксид углерода; где, принимая число молей атомов олова в алкоксиде алкилолова и/или комплексе алкоксида алкилолова с диоксидом углерода, содержащимися в смеси, за Z, принимая диоксид углерода, входящий в комплекс алкоксида алкилолова с диоксидом углерода, и диоксид углерода, содержащийся в смеси, за (СО2), и принимая группы OR, содержащиеся в смеси, за (OR), где О в каждой из групп OR означает атом кислорода, а R означает алифатическую группу или аралкильную группу, при этом (i) R группы OR образует связь олово-OR и/или (ii) R группы OR образует связь -О-(СО)-OR в комплексе алкоксида алкилолова с диоксидом углерода, в соотношении Z:(CO2)x:(OR)y молярное отношение, отражаемое х, лежит в диапазоне от 0,1 до 2, а молярное отношение, отражаемое у, лежит в диапазоне от 0,5 до 2. Уже было известно о существовании комплекса алкоксида алкилолова с диоксидом углерода, однако, поскольку при комнатной температуре соединение нестабильно (см., например, J. Am. Chem. Soc., 121 (1999), 3793-3794), транспорт комплекса с диоксидом углерода с целью использования диоксида углерода до сих пор не рассматривался. Существует пример, в котором реакционную жидкость, содержащую оксид дибутилолова, диметилкарбонат и диоксид углерода, перекачивают по транспортному трубопроводу (см., например, патент Японии Авторами настоящего изобретения проведены широкие исследования, результатом которых стало настоящее изобретение и обнаружение того, что смесь, содержащая диоксид углерода и состав на основе алкоксида алкилолова, содержащий комплекс диоксида углерода с определенным алкоксидом алкилолова, принимая число молей атомов олова в алкоксиде алкилолова и/или комплексе алкоксида алкилолова с диоксидом углерода, содержащимися в смеси, за Z, принимая диоксид углерода, входящий в комплекс алкоксида алкилолова с диоксидом углерода, и диоксид углерода, содержащийся в смеси, за (СО2) и принимая группы OR, содержащиеся в смеси, за (OR), где О в каждой из групп OR означает атом кислорода, а R означает алифатическую группу или аралкильную группу, при этом (i) R группы OR образует связь олово-OR и/или (ii) R группы OR образует связь -О-(СО)-OR в комплексе алкоксида алкилолова с диоксидом углерода, в случае, когда х и у в соотношении Z:(CO2)x:(OR)y лежат в определенных пределах, является очень устойчивой и, следовательно, пригодной для транспорта. В зависимости от величин х и у, если х меньше 0,1, то смесь устойчива, но при выделении газообразного диоксида углерода из связей с карбонатом, имеющихся в смеси, и его использовании (способ выделения газообразного диоксида углерода из связей с карбонатом будет описан далее) необходимы большие затраты энергии, тогда как если х больше 2, смесь может быть неустойчивой, может произойти пенообразование, следовательно, смесь будет малопригодной для транспорта. Предпочтительный диапазон величины х, таким образом, составляет от 0,1 до 2, с точки зрения устойчивости при транспорте более предпочтителен диапазон от 0,1 до 1,5, также учитывая цель выделения и повторного использования газообразного диоксида углерода, более предпочтительно, чтобы этот диапазон составлял от 0,5 до 1,5. Величина у зависит от величины х, однако, если у меньше 0,5, количество диоксида углерода, который может быть транспортирован при помощи данной смеси (то есть, число карбонатных групп) неизбежно уменьшается, следовательно, количество пригодного для использования диоксида углерода относительно затрат энергии на его транспорт снижается, таким образом, смесь не годится для транспортировки. Кроме того, если у больше 2, сильно ухудшается текучесть жидкости, следовательно, ее транспорт становится невозможным. Таким образом, предпочтительный диапазон величины у составляет от 0,5 до 2, с точки зрения текучести, при которой возможен транспорт, более предпочтителен диапазон от 0,5 до 1,5. Далее описывается способ определения Z, х и у для смеси по настоящему изобретению. Определение Z, х и у основано на методах анализа, применимых в контексте настоящего изобретения, либо может быть выполнено при помощи другого общеизвестного способа или более точного способа. Для смеси, содержащей диоксид углерода и состав на основе алкоксида алкилолова, содержащий комплекс алкоксида алкилолова с диоксидом углерода, число молей Z атомов олова в алкоксиде алкилолова и/или в комплексе алкоксида алкилолова с диоксидом углерода, содержащихся в смеси, может быть определено таким методом, как 119Sn-ЯМР. Это общеизвестный метод анализа алкоксида алкилолова (см., например, патент США
Аналогично, другие алкоксиды алкилолова и комплекс алкоксида алкилолова с диоксидом углерода могут быть проанализированы при помощи описанного способа. Z определяется на основе получаемой таким образом величины и молекулярного веса алкоксида алкилолова или комплекса алкоксида алкилолова с диоксидом углерода. Специалистам в данной области очевидно, что в это же время также может быть определена величина у. Величина х может быть определена с использованием любого из множества методов. Это зависит от способа производства смеси по настоящему изобретению, который будет описан ниже, однако, например, в случае, когда соответствующую настоящему изобретению смесь получают путем поглощения диоксида углерода составом на основе алкоксида диалкилолова и осуществления химической реакции, общий вес диоксида углерода, входящего в смесь в форме связей с карбонатом и диоксида углерода, растворенного в смеси, определяют по разности между весом до поглощения газообразного диоксида углерода и весом после получения смеси, затем, на основании молекулярного веса диоксида углерода, определяют х. В качестве альтернативы, для такого определения может быть использован другой способ. Например, некоторое количество жидкой смеси по настоящему изобретению (например, 100 мл) отводят и используют в качестве пробы (величина Z для этой пробы может быть определена описанным выше способом определения Z). Пробу жидкости помещают в герметичный резервуар (например, автоклав), объем которого по меньшей мере в 10 раз больше объема пробы (например, 1 л), в этот же резервуар помещают такой же объем, как и у пробы, воды, содержащей по меньшей мере 4 молярных эквивалента кислоты Бренстеда (например, уксусной кислоты, серной кислоты и т.д.) относительно величины Z этой пробы жидкости с тем, чтобы полностью гидролизовать алкоксиды алкилолова и комплекс алкоксидов алкилолова с диоксидом углерода в пробе. Диоксид углерода, растворенный в жидкой пробе и содержащийся в комплексе алкоксида алкилолова с диоксидом углерода, содержащимся в пробе, переходит в газовую фазу как газообразный диоксид углерода. Измеряют давление и объем газовой фазы в герметичном резервуаре, количество диоксида углерода в газовой фазе определяют при помощи общеизвестных методов, таких как газовая хроматография, используя термокондуктометрический детектор или газоанализатор, затем, на основании измеренных давления и объема, может быть определено число молей х диоксида углерода, присутствующего в пробе в форме связей с карбонатом, и диоксида углерода, растворенного в жидкости. Специалистам в данной области очевидно, что для этих измерений могут быть использованы общеизвестные методы и методики анализа газов, например, точность анализа можно увеличить, применяя пропускание газа через колонну обезвоживания. В качестве альтернативы, герметичный резервуар, например, нагревают до примерно 200°С, после чего снижают давление в герметичном резервуаре при помощи вакуумного насоса или подобного ему устройства, чтобы отводить образующийся газ, и в герметичный резервуар дополнительно нагнетают инертный газ (например, азот) с целью полного удаления из резервуара образующегося газа, улавливают газ, отводимый при помощи вакуумного насоса или подобного ему устройства, после чего определяют х для жидкой пробы на основе объема газа и при помощи общеизвестных методов анализа диоксида углерода в газе, например, при помощи газоанализатора, как описано выше. Также может быть использовано сочетание других общеизвестных методов. Смесь в соответствии с настоящим изобретением предназначена для транспорта. Обычно для транспорта диоксида углерода с целью последующего использования диоксида углерода до сих пор использовали такие способы, как транспорт газообразного диоксида углерода по трубопроводу из баллонов и т.п., перемещение баллонов высокого давления с диоксидом углерода, транспорт твердого диоксида углерода в виде сухого льда. В случае транспорта диоксида углерода с очень низким содержанием воды применяли только способ перемещения баллонов с диоксидом углерода высокой степени чистоты и способ транспорта по трубопроводу. Установка баллона высокого давления с диоксидом углерода может представлять опасность и подлежать строгим законодательным ограничениям. Однако в соответствии с настоящим изобретением, путем транспорта смеси по настоящему изобретению при помощи резервуара или трубопровода, а не газообразного диоксида углерода при помощи баллона, с которым сложно манипулировать из-за указанных ограничений, возможен транспорт диоксида углерода в форме жидкости или отвержденной смеси, которая опять может быть преобразована в жидкость. Смесь в соответствии с настоящим изобретением предназначена для транспорта с целью эффективного использования диоксида углерода, содержащегося в ней в форме связей с карбонатом или в растворенном виде. Благодаря тому, что эту смесь можно транспортировать в жидкой или ожиженной форме, легко осуществить регулируемый по количеству транспорт при помощи подающего насоса для жидкости и т.п. Далее следует описание способа транспорта смеси по настоящему изобретению. Смесь по настоящиму изобретению предназначена для транспорта в жидкой или ожиженной форме, хотя в некоторых случаях ее можно транспортировать в твердом состоянии. Предпочтительно, смесь транспортируют в жидкой или ожиженной форме. При транспорте смеси в жидкой или ожиженной форме, для обеспечения устойчивого транспорта его осуществляют, предпочтительно, при температуре от -40 до 80°С. Кроме того, с точки зрения текучести при транспортировке, более предпочтительным является диапазон от 0 до 80°С, наиболее предпочтителен диапазон от комнатной температуры (приблизительно 20°С) до 80°С. В смесь могут быть добавлены другие компоненты, если это не влияет на транспорт смеси и извлечение и использование диоксида углерода. К примерам таких не имеющих негативного влияния компонентов относятся первичные алкилзамещенные спирты, другие соединения олова (например, тетраалкилолово, тетраалкоксиолово или гидроксид моноалкилолова и т.д., и если это не ухудшает транспорт, в смеси также может присутствовать оксид диалкилолова или оксид олова), растворители (простые эфиры, ароматические растворители, алифатические растворители и т.д., которые не ухудшают транспорт) и инертные газы (например, азот, аргон, гелий, метан, диоксид углерода и т.д.). К конкретным примерам растворителей относятся метанол, этанол, пропанол (изомеры), бутанол (изомеры), пентанол (изомеры), гексанол (изомеры), гептанол (изомеры), тетрагидрофуран, диоксан, бензол, толуол и ксилол (изомеры); в случае использования спирта, с точки зрения устойчивости смеси, является предпочтительным использовать спирт, содержащий такую же алкильную группу, как алкильная группа в алкоксигруппах алкоксида алкилолова, входящего в состав на основе алкоксида алкилолова. Давление при транспорте составляет, предпочтительно, от нормального до 1 МПа, так что смесь в соответствии с настоящим изобретением остается устойчивой, более предпочтителен диапазон от нормального давления до 0,6 МПа. Смесь в соответствии с настоящим изобретением является устойчивой, однако подвержена гидролизу, как и все алкоксиды металлов, следовательно, при транспорте является предпочтительным обратить внимание на присутствие воды в той степени, которая очевидна для специалистов в данной области. В случае, когда смесь содержит карбонат, содержание карбоната, предпочтительно, не превышает 20% мол. относительно числа молей тетраалкилдиалкоксидистанноксана в составе на основе алкоксида алкилолова, содержащемся в смеси, а в случае, когда этот состав содержит оксид диалкилолова, содержание карбоната, предпочтительно, также не превышает 20% мол. относительно количества оксида диалкилолова. Это обусловлено тем, что в присутствии карбоната может образовываться избыток диоксида углерода, следовательно, смесь может потерять устойчивость. Кроме того, в случае транспорта смеси и использования смеси для получения карбоната, исходя из условий равновесия, нежелательно, чтобы смесь содержала карбонат, поскольку тогда количество вновь образующегося карбоната может уменьшиться. При транспорте смеси по настоящему изобретению может быть использован резервуар или трубопровод, изготовленный из общеизвестного конструкционного материала. При необходимости, может быть установлена контрольно-измерительная аппаратура, например, расходомер, термометр, и общеизвестное технологическое оборудование, такое как ребойлер, насос и конденсатор, для поддержания постоянной температуры могут быть использованы общеизвестные способы, такие как нагрев паром или при помощи нагревателя, а для охлаждения – такие общеизвестные способы, как естественное охлаждение, охлаждение водой или рассолом. При этом могут быть использованы общеизвестные материалы без каких-либо специальных ограничений. К их примерах относятся пластик, бумага, нержавеющая сталь и т.п. Далее приведено описание примеров способов получения смеси по настоящему изобретению, хотя эти примеры не носят ограничительного характера. Предпочтительным является способ получения состава на основе алкоксида алкилолова, содержащего по меньшей мере один алкоксид алкилолова, как было описано выше. Особенно предпочтительным составом является состав на основе алкоксида алкилолова, содержащий тетраалкилдиалкоксидистанноксан, соответствующий формуле (1), и/или диалкоксид диалкилолова, соответствующий формуле (2). Доля атомов олова, содержащихся в алкоксидах алкилолова, соответствующих формулам (1) и (2), относительно общего числа молей атомов олова, содержащихся в алкоксидах алкилолова в составе, составляет, предпочтительно, не менее 30%, более предпочтительно, не менее 40%, еще более предпочтительно, не менее 50%. В результате осуществленных авторами настоящего изобретения упорных исследований было обнаружено, что в комплексе тетраалкилдиалкоксидистанноксана с диоксидом углерода диоксид углерода является прочно связанным, и установлено, что если целью является извлечение и использование диоксида углерода, то предпочтительно, чтобы содержание диалкоксида диалкилолова в составе было высоким. Таким образом, наиболее предпочтителен состав, в котором молярное отношение тетраалкилдиалкоксидистанноксана и диалкоксида диалкилолова в составе на основе алкоксида алкилолова лежит в диапазоне от 0:100 до 80:20. С точки зрения увеличения производительности или фиксации большего количества диоксида углерода в виде комплекса с диоксидом углерода, более предпочтителен диапазон от 10:90 до 70:30. Далее приведены примеры способов получения смеси по настоящему изобретению. 1) Способ, заключающийся в поглощении газообразного диоксида углерода составом на основе алкоксида алкилолова Смесь по настоящему изобретению может быть получена путем поглощения газообразного диоксида углерода составом на основе алкоксида алкилолова, описанным выше, и осуществления химической реакции. Известны подобные способы получения карбоната из диоксида углерода и алкоксида алкилолова. Это, например, способы, ранее описанные авторами настоящего изобретения (например, WO 2003/055840, WO 2004/014840 и т.д.). Такая реакция, в ходе которой карбонат образуется из диоксида углерода и алкоксида алкилолова, происходит в соответствии с уравнением (18), является эндотермической и осуществляется при подводе тепла извне, однако настоящее изобретение существенно отличается от нее тем, что предполагает осуществление экзотермических реакций, соответствующих, например, уравнениям (19)-(21):
R и R’ независимо означают алифатическую группу или аралкильную группу. Газообразный диоксид углерода может представлять собой любой газообразный диоксид углерода, однако, в случае использования смеси по настоящему изобретению с целью транспорта и экстракции газообразного диоксида углерода с более низким содержанием воды, чем газообразный диоксид углерода, используемый в процессе, используют газообразный диоксид углерода с содержанием воды, например, до 10000 частей на миллион. Как полагают, причина в том, что потребляемая смесью по настоящему изобретению вода подвергается частичному гидролизу, так что при экстрагировании газообразного диоксида углерода из этой смеси вода, израсходованная при гидролизе, в нем не присутствует; даже если это так, было обнаружено существование ранее не описанного непредвиденного эффекта, заключающегося в том, что может быть экстрагирован газообразный диоксид углерода, не содержащий даже следовых количеств воды. В случае транспорта смеси по настоящему изобретению и использования этой смеси при производстве карбоната и т.п., снижение выхода карбоната может происходить из-за осуществления указанной выше реакции гидролиза, следовательно, является предпочтительным использовать газообразный диоксид углерода, содержание воды в котором не превышает 1000 частей на миллион, более предпочтительно, не превышает 500 частей на миллион. Наиболее предпочтительным примером диоксида углерода является содержащий диоксид углерода газ, выходящий со стадии производства карбоната по реакции диоксида углерода с алкоксидом алкилолова в качестве исходного материала, это избыточный газообразный диоксид углерода, не израсходованный для превращения в карбонат. Давление в ходе реакции зависит от температуры, однако предпочтительно лежит в диапазоне от нормального давления до 1 МПа, так что получаемая смесь по настоящему изобретению является устойчивой, более предпочтителен диапазон от нормального давления до 0,6 МПа. Температура осуществления реакции зависит от давления, однако при высокой температуре и высоком давлении легко образуется карбонат, так что смесь в соответствии с настоящим изобретением теряет устойчивость, следовательно, для получения смеси по настоящему изобретению предпочтительным является диапазон от -40 до 80°С; кроме того, смесь в соответствии с настоящим изобретением предназначена для транспорта и использования диоксида углерода, следовательно, с точки зрения текучести смеси при транспортировке, более предпочтителен диапазон от 0 до 80°С, наиболее предпочтительным является диапазон от комнатной температуры (приблизительно 20°С) до 80°С. Реакцию осуществляют, предпочтительно, за время от нескольких секунд до 100 часов, с точки зрения производительности и т.п. предпочтительным является диапазон от нескольких минут до 10 часов. Кроме того, при осуществлении данной реакции состав на основе алкоксида алкилолова, предпочтительно, является жидким, то есть, используют жидкий или ожиженный состав на основе алкоксида алкилолова. В случае, когда этот состав твердый, его можно нагреть или добавить к нему растворитель. Примеры растворителей аналогичны приведенным выше. Кроме того, при использовании описанного выше способа одновременно можно получить данную смесь и диоксид углерода с более низким содержанием воды, чем подаваемый вначале. Газообразный диоксид углерода непрерывно подают в реактор, где осуществляется химическая реакция, а получаемая при этом смесь образуется в виде жидкофазного компонента, при этом из реактора одновременно непрерывно отводят газовую фазу, получая, тем самым, сухой газообразный диоксид углерода с более низким содержанием воды, чем газообразный диоксид углерода, непрерывно подаваемый в реактор. 2) Способ, заключающийся в осуществлении реакции между карбонатом, соответствующим нижеследующей формуле (22), и составом на основе алкоксида алкилолова, содержащим оксид диалкилолова, соответствующий нижеследующей формуле (23), и/или тетраалкилдиалкоксидистанноксан, соответствующий формуле (1):
где R27 и R28 независимо означают алифатическую группу или аралкильную группу. Каждая из групп R27 и R28 представляет собой алифатическую группу с прямой или разветвленной цепью, содержащей от 1 до 12 атомов углерода, циклоалкильную группу, содержащую от 5 до 12 атомов углерода, алкенильную группу с прямой или разветвленной цепью, содержащей от 2 до 12 атомов углерода, или аралкильную группу, содержащую от 7 до 20 атомов углерода и включающую необязательно замещенный арил, содержащий от 6 до 19 атомов углерода, и алкил, выбранный из групп, представляющих собой алкилы с прямой или разветвленной цепью, содержащей от 1 до 14 атомов углерода, и циклоалкилы, содержащие от 5 до 14 атомов углерода; либо галогензамещенную углеводородную группу, в которой все или несколько атомов водорода замещены атомами галогена, как, например, нонафторбутил или гептафторбутил (изомеры), хотя указанное выше не является ограничением. Алкильная группа является предпочтительной. R27 и R28 в формуле (22) могут быть одинаковыми или, в некоторых случаях, различными. К примерам таких карбонатов относятся диалкилкарбонаты, такие как диметилкарбонат, диэтилкарбонат, дипропилкарбонат (изомеры), дибутилкарбонат (изомеры), дифенилкарбонат (изомеры), дигексилкарбонат (изомеры), дигептилкарбонат и дибензилкарбонат. Из этой группы может быть выбрано одно соединение либо использована смесь входящих в нее соединений. Для карбонатов, соответствующих формуле (22), в случае, когда количество атомов углерода в группе R27 или в группе R28 невелико, может ухудшаться стабильность и текучесть жидкости при транспортировке, а в случае наличия заместителя у атома углерода, расположенного рядом с кислородом (О) группы OR27 или OR28, образованной группой R27 или R28, соединение может не быть жидким, следовательно, наиболее предпочтительно, чтобы такой соседний атом углерода образовывал структуру метилена (СН2), наиболее предпочтительными примерами являются те, в которых группы R27 и R28 представляют собой алкильные группы, содержащие от 4 до 6 атомов углерода, и в которых атом углерода, расположенный рядом с кислородом, образует структуру метилена. К наиболее предпочтительным примерам относятся ди-(н-бутил)карбонат, ди-(н-пентил)карбонат, бис-(3-метилбутил)карбонат, ди-(н-гексил)карбонат, и бис-(2-этилбутил)карбонат.
где R29 и R30 независимо означают алифатическую группу или аралкильную группу. Примеры R29 и R30 в оксиде диалкилолова, соответствующем формуле (23), включают алкильные группы, а именно, алифатические углеводородные группы, включающие от 1 до 12 атомов углерода, и циклоалкильные группы, а именно, алициклические углеводородные группы, включающие от 5 до 12 атомов углерода, такие как метил, этил, пропил, бутил (изомеры), пентил (изомеры), гексил (изомеры), гептил (изомеры), октил (изомеры), нонил (изомеры), децил (изомеры), ундецил (изомеры), додецил (изомеры), 2-бутенил, циклобутенил, циклобутил, циклопентил, циклогексил, циклопентил, циклопентадиенил и циклогексенил, и аралкильные группы, включающие от 7 до 20 атомов углерода, такие как бензил и фенилэтил. Кроме того, алкильная группа может включать простую эфирную связь или представлять собой галогензамещенную углеводородную группу, в которой все или несколько атомов водорода замещены атомами галогена, как, например, нонафторбутил или гептафторбутил (изомеры), хотя указанное выше не является ограничением. Алкильная группа является предпочтительной. Особенно предпочтительной является алкильная группа с прямой или разветвленной цепью, содержащей от 1 до 8 атомов углерода. Может быть использована группа с большим числом атомов углерода, чем указано выше, однако при этом может ухудшиться текучесть или снизиться производительность. R29 и R30 в формуле (23) могут быть одинаковыми или, в некоторых случаях, различными. К примерам таких оксидов диалкилолова относятся оксид дибутилолова и оксид диоктилолова. Из этой группы может быть выбрано одно соединение либо использована смесь входящих в нее соединений. Из оксидов диалкилолова, соответствующих формуле (23), предпочтительным являются те, в которых каждая из групп R29 и R30 выбирается из н-бутила и н-октила. Формула (23) изображает оксид диалкилолова в виде мономера, однако специалистам в данной области известно, что обычно оксид диалкилолова существует в виде полимера, в котором не образуется двойная связь олово-кислород, следовательно, структура формулы (23) не носит ограничительного характера. Общеизвестно, что диалкоксид диалкилолова может быть получен из тетраалкилдиалкоксидистанноксана и карбоната (см., например, патент США
R и R’ независимо означают алифатическую группу или аралкильную группу. Аналогично, тетраалкилдиалкоксидистанноксан или диалкоксид диалкилолова могут быть получены из оксида диалкилолова и карбоната, при этом, как полагают, реакции соответствуют следующим уравнениям (25) и (26):
R и R’ независимо означают алифатическую группу или аралкильную группу. Авторами настоящего изобретения проведены широкие исследования, результатом которых стало обнаружение того, что, управляя указанными выше реакциями, можно в сочетании с ними добиться осуществления реакций, соответствующих нижеследующим уравнениям (27)-(29), с получением смеси по настоящему изобретению:
R и R’ независимо означают алифатическую группу или аралкильную группу. В случае использования тетраалкилдиалкоксидистанноксана, карбонат используют в количестве, например, от 0,1 до 1 моль-эквивалентов по отношению к тетраалкилдиалкоксидистанноксану, и в случае использования оксида диалкилолова, карбонат используют в количестве, например, от 0,1 до 1 моль-эквивалентов. Температура этой реакции лежит в диапазоне от 50 до 200°С, хотя в случае, когда температура высокая, существует тенденция осуществления указанных выше реакций высвобождения диоксида углерода (24)-(26), следовательно, предпочтительным является диапазон от 50 до 150°С. Реакцию обычно осуществляют при давлении от нормального до 1 МПа, поскольку при пониженном давлении существует тенденция осуществления реакций (24)-(26). То, образуется ли комплекс с диоксидом углерода или он распадается с выделением газообразного диоксида углерода, определяется условиями равновесия этих реакций. Кроме того, равновесной реакцией также является реакция образования карбоната из комплекса с диоксидом углерода, следовательно, хотя давление и зависит от температуры реакции, более предпочтительным для осуществления реакции является диапазон давления от 0,1 МПа до 0,8 МПа. В некоторых случаях реакция может быть осуществлена при повышенном давлении диоксида углерода. Реакцию осуществляют за время от нескольких секунд до 100 часов, с точки зрения производительности и т.п. предпочтительным является диапазон от нескольких минут до 10 часов. В качестве растворителя может быть использован растворитель, не оказывающий отрицательного влияния на транспорт, что было описано ранее, это, например, простые эфиры, ароматические растворители и алифатические растворители. К конкретным примерам растворителей относятся метанол, этанол, пропанол (изомеры), бутанол (изомеры), пентанол (изомеры), гексанол (изомеры), гептанол (изомеры), тетрагидрофуран, диоксан, бензол, толуол и ксилол (изомеры). Кроме того, наряду с растворителем может присутствовать инертный газ (например, азот, аргон и т.д.). Как указано выше, существует предпочтительный диапазон количества карбоната, содержащегося в смеси по настоящему изобретению, следовательно, при производстве смеси по настоящему изобретению данным способом используемое количество карбоната и условия реакции выбирают так, чтобы количество неиспользованного карбоната соответствовало предпочтительному диапазону. В некоторых случаях карбонат может быть удален. В описанном выше способе получения смеси с использованием карбоната диоксид углерода не фиксируется непосредственно, скорее, образуются связи с карбонатом, как в случае использования газообразного диоксида углерода, следовательно, смесь, получаемая этим способом, является смесью по настоящему изобретению. При получении смеси по способу 1) или 2) или иным образом может быть использован обычный реактор. Это может быть корпусный реактор, реактор колонного типа или трубчатый реактор. Например, может быть использован реактор периодического действия, реактор полупериодического действия, корпусный реактор с непрерывным перемешиванием или проточный реактор, может быть использован совмещенный реактор, в котором реакторы указанных типов соединены друг с другом. Материал для изготовления реактора не имеет определенных ограничений, может быть использован любой общеизвестный материал. Его выбор осуществляется в соответствии с условиями реакции в объеме общедоступных сведений, известных специалистам в данной области. Например, может быть использован такой материал, как нержавеющая сталь (SUS) или железо, их примеры включают мартенситную нержавеющую сталь (SUS 410 и т.д.), ферритную нержавеющую сталь (SUS 430 и т.д.) и аустенитную нержавеющую сталь (SUS 304, SUS 316 и т.д.). Из металлических материалов предпочтительным является нержавеющая сталь. При необходимости, может быть установлена контрольно-измерительная аппаратура, например, расходомер, термометр, и общеизвестное технологическое оборудование, такое как ребойлер, насос и конденсатор, для поддержания постоянной температуры могут быть использованы общеизвестные способы, такие как нагрев паром или при помощи нагревателя, а для охлаждения – такие общеизвестные способы, как естественное охлаждение, охлаждение водой или рассолом. Далее описывается использование смеси по настоящему изобретению. Использование в качестве смеси для транспорта уже было описано. а) Использование диоксида углерода, экстрагированного из смеси по настоящему изобретению Уже было пояснено, что из смеси по настоящему изобретению может быть извлечен диоксид углерода с низким содержанием воды. Использование такого диоксида углерода не имеет определенных ограничений, он может быть использован в объеме общеизвестных примеров использования диоксида углерода. Например, диоксид углерода может быть использован в напитках, для очистки при помощи диоксида углерода, для выращивания или хранения овощей и т.п., или для дозревания фруктов, таких как бананы. Диоксид углерода также может быть использован при хранении и стабилизировании химических продуктов. Например, соединения первичных аминов отверждают и хранят в виде карбаматов, образующихся в результате реакции с диоксидом углерода. Благодаря тому, что содержание воды в диоксиде углерода очень мало, не происходит образования кристаллизационной воды и т.п., следовательно, возможно обеспечить высокое качество хранения. Далее будет описан способ экстракции диоксида углерода из смеси по настоящему изобретению, хотя для этого может быть использован способ, отличный от описываемого ниже. Например, смесь, соответствующую настоящему изобретению, нагревают или создают условия пониженного давления, в результате чего диоксид углерода, удерживаемый в виде связей с карбонатом в комплексе алкоксида алкилолова с диоксидом углерода, и растворенный диоксид углерода выделяется в виде газообразного диоксида углерода. Смесь по настоящему изобретению может быть использована в качестве исходного материала для синтеза карбоната либо ее можно хранить до тех пор, пока не потребуется выделение газообразного диоксида углерода. Что касается условий хранения, его осуществляют при той же температуре, что и реакцию по извлечению диоксида углерода, описанную выше, либо при более низкой температуре. Причина в том, что жидкий состав содержит комплекс алкоксида алкилолова с диоксидом углерода и растворенный диоксид углерода, а равновесие между адсорбцией и десорбцией диоксида углерода зависит от температуры; при высокой температуре это равновесие смещается в сторону десорбции, следовательно, при хранении температура должна быть, предпочтительно, ниже температуры, при которой было осуществлено извлечение (введение/поглощение/добавление). Таким образом, выделение газообразного диоксида углерода из жидкого состава можно легко осуществить путем нагревания. Как указывалось выше, температура при этом должна быть выше температуры, при которой было осуществлено извлечение (введение/поглощение/добавление). Кроме того, газообразный диоксид углерода также можно выделить путем создания условий пониженного давления. Реакция извлечения (введения/поглощения/добавления) является равновесной, следовательно, зависимой от концентрации (парциального давления) диоксида углерода в газовой фазе. Следовательно, для выделения диоксида углерода при температуре, при которой было осуществлено извлечение (введение/поглощение/добавление), необходимо снизить давление до величины, меньшей, чем давление, при котором было осуществлено извлечение. Предпочтительно и эффективно можно выделить диоксид углерода путем нагревания и снижения давления. Температура нагревания зависит от величин Z, х и у для данной смеси и давления, однако можно экстрагировать газообразный диоксид углерода в диапазоне температур от комнатной до 200°С. Если температура низкая, может оказаться необходимым снижение давления или введение одной из добавок, описываемых ниже. Предпочтительным является диапазон температур от 60 до 200°С, однако при высокой температуре может происходить термолиз алкоксидов алкилолова в смеси, следовательно, более предпочтителен диапазон от 60 до 150°С. Наиболее предпочтителен диапазон от 80 до 150 Резервуар или трубопровод, используемые при экстракции, не имеют ограничений, возможно использовать общеизвестный резервуар или трубопровод. Реактор может представлять собой корпусный реактор, реактор колонного типа или трубчатый реактор. Например, может быть использован реактор периодического действия, реактор полупериодического действия, корпусный реактор с непрерывным перемешиванием или проточный реактор, может быть использован совмещенный реактор, в котором реакторы указанных типов соединены друг с другом. Материал для изготовления реактора не имеет определенных ограничений, может быть использован любой общеизвестный материал. Его выбор осуществляется в соответствии с условиями экстрагирования в объеме общедоступных сведений, известных специалистам в данной области. Например, может быть использован такой материал, как нержавеющая сталь (SUS) или железо, их примеры включают мартенситную нержавеющую сталь (SUS 410 и т.д.), ферритную нержавеющую сталь (SUS 430 и т.д.) и аустенитную нержавеющую сталь (SUS 304, SUS 316 и т.д.). Из металлических материалов предпочтительной является нержавеющая сталь. При необходимости, может быть установлена контрольно-измерительная аппаратура, например, расходомер, термометр, и общеизвестное технологическое оборудование, такое как ребойлер, насос и конденсатор, для поддержания постоянной температуры могут быть использованы общеизвестные способы, такие как нагрев паром или при помощи нагревателя, а для охлаждения – такие общеизвестные способы, как естественное охлаждение, охлаждение водой или рассолом. Смесь по настоящему изобретению может производиться в мягких условиях, следовательно, легко может быть получена с использованием диоксида углерода низкого давления, образующегося в другом химическом производственном процессе. Таким образом, производство смеси по настоящему изобретению является процессом извлечения с целью использования диоксида углерода. Благодаря извлечению диоксида углерода низкого давления, который обычно не используют, а выпускают в атмосферу, производству смеси по настоящему изобретению и транспорту диоксида углерода (комплекса алкоксида алкилолова с диоксидом углерода и растворенного диоксида углерода), содержащегося в этой смеси, в виде жидкой или ожиженной смеси, становится возможным эффективное использование диоксида углерода. Диоксид углерода, являющийся объектом извлечения в рамках настоящего изобретения, представляет собой, главным образом, содержащий диоксид углерода газ, образующийся в процессе производства карбоната, в котором диоксид углерода является исходным материалом. Более конкретно, в процессе производства карбоната путем осуществления реакции между диоксидом углерода и составом на основе алкоксида алкилолова, объектом извлечения и повторного использования является газообразный диоксид углерода, содержащийся в реакционной жидкости, выводимой из реактора для получения карбоната, не израсходованный на образование карбоната. Этот неизрасходованный диоксид углерода выделяют из реакционной жидкости и выводят из системы в виде газообразного диоксида углерода на стадии выделения диоксида углерода; обычно его выпускают в атмосферу, однако путем использования состава на основе алкоксида алкилолова для извлечения отведенного газообразного диоксида углерода в виде смеси, содержащей комплекс алкоксида алкилолова с диоксидом углерода, и подачи этой жидкой или ожиженной смеси в реактор для получения карбоната, можно уменьшить количество газообразного диоксида углерода, выбрасываемого в атмосферу, и, следовательно, повысить эффективность использования диоксида углерода. В качестве способа производства карбоната с использованием данной смеси предпочтительно использовать способ, ранее изобретенный авторами настоящего изобретения (см., например, WO 2003/055840, WO 2004/014840). Настоящее изобретение является развитием предыдущего, что стало возможным в результате упорных исследований; реакция между алкоксидом алкилолова и диоксидом углерода в предыдущем изобретении была заменена реакцией между смесью по настоящему изобретению и диоксидом углерода, благодаря чему удалось существенно уменьшить количество диоксида углерода, используемое при производстве карбоната. Причина в том, что тот диоксид углерода, который раньше обычно выпускали в атмосферу, теперь используется повторно для производства смеси по настоящему изобретению. Способ производства карбоната, ранее изобретенный авторами настоящего изобретения, представляет собой процесс, в котором, в соответствии с уравнением (30), металлорганическое соединение вступает в реакцию с диоксидом углерода с образованием аддукта металлорганического соединения, после чего, в результате термического разложения, образуется карбонат. В рамках настоящего изобретения в качестве металлорганического соединения используется определенный алкоксид алкилолова, поэтому в результате предварительной реакции алкоксида алкилолова с газообразным диоксидом углерода, образуется определенная смесь, содержащая комплекс алкоксида алкилолова с диоксидом углерода, и затем, после транспортировки этой смеси, реакцией пиролиза получают карбонат. В качестве газообразного диоксида углерода надлежащим образом может быть использован газообразный диоксид углерода, извлекаемый из реакционной жидкости после пиролиза. Металлорганическое соединение+СО2 На фиг.1 показан пример технологического потока производства карбоната с использованием смеси по настоящему изобретению. Далее этот процесс описывается со ссылкой на фиг.1. Стадия 1: стадия производства комплекса диоксида углерода Это стадия производства смеси по настоящему изобретению, а именно, стадия получения смеси для транспорта диоксида углерода, содержащей диоксид углерода и состав на основе алкоксида алкилолова, содержащий алкоксид алкилолова и комплекс алкоксида алкилолова с диоксидом углерода, где, принимая число молей атомов олова в алкоксиде алкилолова и/или комплексе алкоксида алкилолова с диоксидом углерода, содержащимися в смеси, за Z, принимая диоксид углерода, входящий в комплекс алкоксида алкилолова с диоксидом углерода, и диоксид углерода, содержащийся в смеси, за (СО2), и принимая группы OR, содержащиеся в смеси, за (OR), где О в каждой из групп OR означает атом кислорода, а R означает алифатическую группу или аралкильную группу, при этом (i) R группы OR образует связь олово-OR и/или (ii) R группы OR образует связь -О-(СО)-OR в комплексе алкоксида алкилолова с диоксидом углерода, в соотношении Z:(CO2)x:(OR)y молярное отношение, отражаемое х, лежит в диапазоне от 0,1 до 2, а молярное отношение, отражаемое у, лежит в диапазоне от 0,5 до 2. Стадия 2: стадия транспорта Это стадия транспорта жидкой или ожиженной смеси на стадию синтеза карбоната. Стадия 3: стадия производства карбоната Это стадия получения содержащей карбонат реакционной жидкости из указанной смеси в присутствии диоксида углерода. Стадия 4: стадия выделения диоксида углерода Это стадия отделения диоксида углерода от реакционной жидкости в виде газообразного компонента. Содержащую карбонат реакционную жидкость, полученную после выделения газа, предпочтительно, подвергают обработке на стадии отделения карбоната и т.д. Как отмечалось выше, способ, в соответствии с которым содержащий диоксид углерода газ, выходящий со стадии производства карбоната, где диоксид углерода используется в качестве исходного материала, используют для производства смеси по настоящему изобретению, является предпочтительным, при этом предпочтительно использовать для производства смеси газообразный диоксид углерода, выделяемый на стадии 4, показанной на фиг.1 и описанной выше. На фиг.2 показана схема технологического потока производства карбоната, где смесь, соответствующую настоящему изобретению, получают, используя газообразный диоксид углерода, отделенный на стадии 4. Далее этот процесс описывается со ссылкой на фиг.2. Это представляет собой способ, в котором карбонат получают добавлением стадии 5 к способу, показанному на фиг.1. Стадия 5: стадия рециркулирования неиспользованного диоксида углерода Это стадия рециркулирования на стадию 1 газообразного диоксида углерода, отделенного на стадии 4. Кроме того, на фиг.3 показана схема технологического потока непрерывного производства карбоната с дополнительной стадией регенерации алкоксида алкилолова. Далее этот процесс описывается со ссылкой на фиг.3. В этом процессе карбонат производят непрерывно путем добавления стадий 6-8 после стадии 5, показанной на фиг.2. Стадия 6: стадия отделения карбоната Это стадия отделения карбоната от реакционной жидкости, от которой на стадии 4 отделили диоксид углерода, с получением остаточной жидкости. Стадия 7: стадия регенерации алкоксида алкилолова На этой стадии осуществляют реакцию остаточной жидкости со спиртом с получением состава на основе алкоксида алкилолова. Стадия 8: стадия рециркулирования алкоксида алкилолова Это стадия рециркулирования состава на основе алкоксида алкилолова на стадию 1. В начале осуществления непрерывной реакции нет остаточной жидкости, которую используют на стадии 5, или непрореагировавшего газообразного диоксида углерода, который используют на стадии 1, следовательно, стадию синтеза алкоксида алкилолова осуществляют отдельно, полученный на этой стадии алкоксид алкилолова направляют на стадию 1 и/или на стадию 3 для запуска процесса. В случае подачи его на стадию 1 добавляют свежий диоксид углерода. С точки зрения технических параметров этого диоксида углерода, может быть использован, предпочтительно, газообразный диоксид углерода, описанный выше в связи со способом 1) для производства смеси по настоящему изобретению. На стадии синтеза алкоксида алкилолова или стадии регенерации алкоксида алкилолова производится и направляется на стадию 1 по меньшей мере алкоксид алкилолова, делающий возможным получение смеси по настоящему изобретению. Далее приведено подробное описание каждой стадии. i) стадия синтеза алкоксида алкилолова (стадия, используемая при запуске непрерывного процесса) На этой стадии, предпочтительно, используют способ производства алкоксида алкилолова, ранее описанный авторами настоящего изобретения (например, WO 2005/111049). Это стадия производства алкоксида алкилолова из оксида диалкилолова и спирта, при этом используемый спирт соответствует следующей формуле (31):
где R31 означает алифатическую группу или аралкильную группу. R31 представляет собой алифатическую группу с прямой или разветвленной цепью, содержащей от 1 до 12 атомов углерода, циклоалкильную группу, содержащую от 5 до 12 атомов углерода, алкенильную группу с прямой или разветвленной цепью, содержащей от 2 до 12 атомов углерода, аралкильную группу, содержащую от 7 до 20 атомов углерода и включающую необязательно замещенный арил, содержащий от 6 до 19 атомов углерода, и алкил, выбранный из групп, представляющих собой алкилы с прямой или разветвленной цепью, содержащей от 1 до 14 атомов углерода, и циклоалкилы, содержащие от 5 до 14 атомов углерода; либо галогензамещенную углеводородную группу, в которой все или несколько атомов водорода замещены атомами галогена, как, например, нонафторбутил или гептафторбутил (изомеры), хотя указанное выше не является ограничением. Алкильная группа является предпочтительной; при этом является предпочтительным спирт, включающий алкильную группу, содержащую от 4 до 6 атомов углерода, и имеющий температуру кипения при нормальном давлении выше, чем температура кипения воды. К примерам таких спиртов относятся н-бутанол, 2-метил-1-пропанол, пентанол (изомеры) и гексанол (изомеры). Для спиртов, соответствующих формуле (31), в случае, когда каждая из алкоксигрупп полученного алкоксида алкилолова является группой OR31, образованной группой R31, имеющей заместитель у атома углерода, расположенного рядом с кислородом (О), смесь по настоящему изобретению, полученная из алкоксида алкилолова, может не быть жидкой, следовательно, наиболее предпочтительно, чтобы такой соседний атом углерода образовывал структуру метилена (СН2), наиболее предпочтительны спирты, в которых R31 является алкильной группой, содержащей от 4 до 6 атомов углерода, и в которых атом углерода, расположенный рядом с кислородом, образует структуру метилена, при этом это должны быть первичные спирты с более высокой температурой кипения при нормальном давлении, чем температура кипения воды. К наиболее предпочтительным примерам относятся н-бутанол, 2-метил-1-пропанол, н-пентанол, 3-метил-1-бутанол, н-гексанол и 2-этил-1-бутанол. Оксид диалкилолова, используемый на стадии синтеза алкоксида алкилолова по способу производства карбоната, соответствующему настоящему изобретению, представляет собой оксид диалкилолова формулы (23), описанной выше. Спирт и оксид диалкилолова вступают в реакцию дегидратации с образованием тетраалкилдиалкоксидистанноксана и/или диалкоксида диалкилолова при выведении из системы образующейся воды. Используемое количество спирта лежит в диапазоне от 2 до 100 моль-эквивалентов относительно оксида диалкилолова, предпочтительно, чтобы количество спирта было большим, с тем чтобы увеличить долю диалкоксида диалкилолова в получаемом составе на основе алкоксида алкилолова и/или увеличить производительность. Однако, с точки зрения размеров реактора и т.п., количество спирта, предпочтительно, должно быть небольшим. Таким образом, предпочтительный диапазон составляет от 4 до 80 моль-эквивалентов, более предпочтительно, от 4 до 50 моль-эквивалентов. Температура реакции соответствует, например, диапазону от 80 до 180°С, для выведения из системы образующейся воды путем дистилляции, хотя, в зависимости от давления, предпочтителен диапазон от 100 до 180°С, с точки зрения отрицательного воздействия высокой температуры на образующиеся алкоксиды алкилолова, более предпочтителен диапазон от 100 до 160°С. Давление в ходе осуществления реакции соответствует давлению, при котором образующаяся вода может быть выведена из системы, несмотря на то, что давление зависит от температуры, оно находится в диапазоне от 20 до 1×106 Па. Время осуществления реакции дегидратации (в случае непрерывного процесса – время пребывания) не имеет определенных ограничений, однако обычно составляет от 0,001 до 50 часов, предпочтительно, от 0,01 до 10 часов, более предпочтительно, от 0,1 до 2 часов. Реакция может быть остановлена, когда получен нужный состав на основе алкоксида алкилолова. О ходе реакции можно судить по результатам измерения количества воды, отводимой из системы, а также результатам анализа 119Sn-ЯМР проб реакционной жидкости. Чтобы на стадии 1 образовывалась смесь по настоящему изобретению, реакцию останавливают после того, как подтверждено, что получен состав на основе алкоксида алкилолова, в котором молярное отношение тетраалкилдиалкоксидистанноксана и диалкоксида диалкилолова соответствует диапазону от 0:100 до 80:20, более предпочтительно, от 10:90 до 70:30. Этот состав может быть использован в состоянии, когда в нем присутствует спирт, либо, в некоторых случаях, может быть использован после удаления спирта путем дистилляции. Является предпочтительным удалять спирт, насколько это возможно, поскольку тогда появляется выгодная возможность на других стадиях сделать реактор меньше. В качестве способа удаления предпочтительным является общеизвестное удаление путем дистилляции, кроме того, может быть использовано общеизвестное оборудование для дистилляции, например, дистиллятор. Предпочтительным является тонкопленочный дистиллятор, поскольку с его помощью спирт может быть удален за короткое время. Форма реактора для осуществления реакции дегидратации не имеет определенных ограничений, можно использовать общеизвестный корпусный реактор или реактор колонного типа. Содержащую воду реакционную смесь с низкой температурой кипения отводят из реактора в газообразной форме путем дистилляции, а реакционную смесь с высокой температурой кипения, содержащую производимый алкоксид алкилолова или смесь на основе алкоксида алкилолова, отводят из нижней части реактора в форме жидкости. В качестве реактора может быть использован любой из общеизвестных типов реакторов, например, реактор такого типа, как корпусный реактор с мешалкой, многостадийный корпусный реактор с мешалкой, дистилляционная колонна, многостадийная дистилляционная колонна, многотрубный реактор, многостадийная дистилляционная колонна непрерывного действия, насадочная колонна, тонкопленочный испаритель, реактор с опорой внутри, реактор с принудительной циркуляцией, испаритель с падающей пленкой, испаритель с орошением, реактор с нисходящей фазой, барботажная колонна, или реактор, в котором эти типы сочетаются. С точки зрения эффективного смещения равновесия в сторону образования продуктов, является предпочтительным использование реактора колонного типа, кроме того, предпочтительна такая его структура, которая обеспечивает большую площадь контакта газ-жидкость, чтобы образующуюся воду можно было быстро перевести в газовую фазу. Может быть использован способ непрерывного производства в многотрубном реакторе, многостадийной дистилляционной колонне или насадочной колонне, однако используемый на данной стадии оксид диалкилолова обычно является твердым, следовательно, наиболее предпочтителен способ, когда сначала реакцию осуществляют в корпусном реакторе, а затем повышают содержание диалкоксида диалкилолова в реакторе колонного типа. Материал для изготовления реактора и облицовки может быть любым общеизвестным материалом, не оказывающим неблагоприятного воздействия, однако стали SUS 304, SUS 316, SUS 316L являются недорогими и, таким образом, являются предпочтительными. При необходимости, может быть установлена контрольно-измерительная аппаратура, например, расходомер, термометр, и общеизвестное технологическое оборудование, такое как ребойлер, насос и конденсатор, для нагрева могут быть использованы общеизвестные способы, такие как нагрев паром или при помощи нагревателя, а для охлаждения – такие общеизвестные способы, как естественное охлаждение, охлаждение водой или рассолом. ii) стадия регенерации алкоксида алкилолова (стадия 7) Это стадия, осуществляемая после того, как на стадии 6 была получена остаточная жидкость, однако она подобна описанной выше стадии синтеза алкоксида алкилолова и поэтому описывается сейчас. На этой стадии осуществляют реакцию дегидратации между остаточной жидкостью, полученной на стадии 6, и спиртом, соответствующим формуле (3), с целью регенерации алкоксида алкилолова:
где R11 аналогична R в группах ОR в смеси на стадии 1. R11ОН представляет собой спирт с такими же R, что и в группах ОR в смеси на стадии 1; группы ОR в этой смеси представляют собой алкоксигруппы (группы ОR), образовавшиеся в ходе описанной выше стадии синтеза алкоксида алкилолова, поэтому в качестве спирта формулы (3) используется тот же спирт, что и спирт формулы (30), используемый при запуске. К примерам таких спиртов относятся спирты, приведенные в качестве примеров к формуле (30). Условия реакции дегидратации также, предпочтительно, соответствуют условиям описанной выше стадии синтеза алкоксида алкилолова. Используемое количество спирта лежит в диапазоне от 2 до 10 моль-эквивалентов относительно числа молей атомов олова, содержащихся в остаточной жидкости, при этом, с точки зрения увеличения доли диалкоксида диалкилолова в составе на основе алкоксида алкилолова, предпочтительно, чтобы количество спирта было большим. Однако, с точки зрения размеров реактора и т.п., количество спирта, предпочтительно, должно быть небольшим. Таким образом, предпочтительный диапазон составляет от 4 до 80 моль-эквивалентов, более предпочтительно, от 4 до 50 моль-эквивалентов. Реакция может быть остановлена, когда получен нужный состав на основе алкоксида алкилолова. О ходе реакции можно судить по результатам измерения количества воды, отводимой из системы, а также результатам анализа 119Sn-ЯМР проб реакционной жидкости. Чтобы на стадии 1 образовывалась смесь по настоящему изобретению, реакцию останавливают после того, как подтверждено, что получен состав на основе алкоксида алкилолова, в котором молярное отношение тетраалкилдиалкоксидистанноксана и диалкоксида диалкилолова соответствует диапазону от 0:100 до 80:20, более предпочтительно, от 10:90 до 70:30. Этот состав может быть использован в состоянии, когда в нем присутствует спирт, либо, в некоторых случаях, может быть использован после удаления спирта путем дистилляции. Является предпочтительным удалять спирт, насколько это возможно, поскольку тогда появляется выгодная возможность на других стадиях сделать реактор меньше. В качестве способа удаления предпочтительным является общеизвестное удаление путем дистилляции, кроме того, может быть использовано общеизвестное оборудование для дистилляции, например, дистиллятор. Предпочтительным является тонкопленочный дистиллятор, поскольку с его помощью спирт может быть удален за короткое время. Данная стадия отличается от стадии синтеза алкоксида алкилолова тем, что оксид диалкилолова, обычно являющийся твердым, не используется, поэтому существует мало ограничений для реактора. То есть, форма реактора для осуществления реакции дегидратации не имеет определенных ограничений, можно использовать общеизвестный корпусный реактор или реактор колонного типа. Содержащую воду реакционную смесь с низкой температурой кипения отводят из реактора в газообразной форме дистилляцией, а реакционную смесь с высокой температурой кипения, содержащую производимый алкоксид алкилолова или смесь на основе алкоксида алкилолова, отводят из нижней части реактора в форме жидкости. В качестве реактора может быть использован любой из общеизвестных типов реакторов, например, реактор такого типа, как корпусный реактор с мешалкой, многостадийный корпусный реактор с мешалкой, дистилляционная колонна, многостадийная дистилляционная колонна, многотрубный реактор, многостадийная дистилляционная колонна непрерывного действия, насадочная колонна, тонкопленочный испаритель, реактор с опорой внутри, реактор с принудительной циркуляцией, испаритель с падающей пленкой, испаритель с орошением, реактор с нисходящей фазой, барботажная колонна или реактор, в котором эти типы сочетаются. С точки зрения эффективного смещения равновесия в сторону образования продуктов, является предпочтительным использование реактора колонного типа, кроме того, предпочтительна такая его структура, которая обеспечивает большую площадь контакта газ-жидкость, чтобы образующуюся воду можно было быстро перевести в газовую фазу. Непрерывный способ с использованием многотрубного реактора, многостадийной дистилляционной колонны или насадочной колонны является наиболее предпочтительным. Материал для изготовления реактора и облицовки может быть любым общеизвестным материалом, не оказывающим неблагоприятного воздействия, однако стали SUS 304, SUS 316, SUS 316L являются недорогими и, таким образом, являются предпочтительными. При необходимости, может быть установлена контрольно-измерительная аппаратура, например, расходомер, термометр, и общеизвестное технологическое оборудование, такое как ребойлер, насос и конденсатор, для нагрева могут быть использованы общеизвестные способы, такие как нагрев паром или при помощи нагревателя, а для охлаждения – такие общеизвестные способы, как естественное охлаждение, охлаждение водой или рассолом. iii) стадия производства карбоната (стадия 3) Как было описано выше, при запуске непрерывного процесса, алкоксиды алкилолова со стадии синтеза алкоксида алкилолова могут быть поданы непосредственно на стадию производства карбоната с целью получения карбоната, либо эти алкоксиды алкилолова могут быть использованы для получения смеси по настоящему изобретению при подаче свежего диоксида углерода, которую затем направляют на производство карбоната. В качестве способа производства карбоната из состава на основе алкоксида алкилолова, подаваемого со стадии синтеза алкоксида алкилолова, и/или смеси, получаемой на стадии 1, предпочтительно использовать способ, ранее изобретенный авторами настоящего изобретения (см., например, WO 2003/055840, WO 2004/014840). Что касается условий реакции, то содержащая карбонат реакционная жидкость может быть получена в результате реакции, протекающей от 0,1 до 10 часов при температуре от 110 до 200°С, предпочтительно, от 120 до 180°С и давлении от 1,5 МПа до 20 МПа, предпочтительно, от 2,0 МПа до 10 МПа. Реакцию, предпочтительно, останавливают, когда в реакторе получен нужный карбонат. Осуществление реакции может быть подтверждено путем отбора проб реакционной жидкости из реактора и анализа образовавшегося карбоната таким методом, как газовая хроматография. Например, реакция может быть остановлена, когда образовалось по меньшей мере 10% карбоната относительно числа молей алкоксида диалкилолова и/или комплекса алкоксида диалкилолова с диоксидом углерода, содержащегося в алкоксидах алкилолова, и/или комплекса алкоксида алкилолова с диоксидом углерода, поданного в реактор; если нужно повысить выход карбоната, реакцию можно не останавливать до тех пор, пока эта величина не достигнет по меньшей мере 90%. Что касается реактора, может быть использован общеизвестный реактор, предпочтение отдается реактору колонного типа или корпусному реактору. Материал для изготовления реактора и облицовки может быть любым общеизвестным материалом, не оказывающим неблагоприятного воздействия, однако стали SUS 304, SUS 316, SUS 316L являются недорогими и, таким образом, являются предпочтительными. При необходимости, может быть установлена контрольно-измерительная аппаратура, например, расходомер, термометр, и общеизвестное технологическое оборудование, такое как ребойлер, насос и конденсатор, для нагрева могут быть использованы общеизвестные способы, такие как нагрев паром или при помощи нагревателя, а для охлаждения – такие общеизвестные способы, как естественное охлаждение, охлаждение водой или рассолом. iv) стадия выделения диоксида углерода (стадия 4) Реакционную жидкость, получаемую на стадии 3, непрерывно отводят, а содержащийся в этой реакционной жидкости неиспользованный диоксид углерода удаляют из нее в виде газообразного компонента. Температура на этой стадии зависит от давления, но лежит в диапазоне от 80 до 200°С, с точки зрения производительности предпочтителен диапазон от 100 до 200°С; при высокой температуре может происходить термолиз содержащихся в смеси соединений олова, следовательно, наиболее предпочтителен диапазон от 100 до 150°С. Давление зависит от температуры, однако в целом может быть использовано давление от нормального до разрежения, с точки зрения производительности, особенно предпочтителен диапазон от 100 Па до 80 кПа, наиболее предпочтительно, от 100 Па до 50 кПа. Данная стадия может быть осуществлена за время от 0,01 до 10 часов, однако при длительном осуществлении этой стадии может происходить термолиз соединений олова, содержащихся в смеси, следовательно, предпочтителен диапазон от 0,01 до 0,5 часа, наиболее предпочтителен диапазон от 0,01 до 0,3 часа. Настоящая стадия может быть завершена, когда отведено по меньшей мере 20% неиспользованного диоксида углерода, либо, если нужно увеличить степень использования неизрасходованного диоксида углерода, стадия может быть завершена, когда отведено по меньшей мере 90%. С точки зрения эффективного использования диоксида углерода предпочтительно отводить в виде газообразного компонента столько неиспользованного диоксида углерода, сколько возможно. Что касается реактора, может быть использован общеизвестный реактор, предпочтение отдается реактору колонного типа или корпусному реактору. Наиболее предпочтительным реактором является тонкопленочный испаритель или тонкопленочный дистиллятор. Материал для изготовления реактора и облицовки может быть любым общеизвестным материалом, не оказывающим неблагоприятного воздействия, однако стали SUS 304, SUS 316, SUS 316L являются недорогими и, таким образом, являются предпочтительными. При необходимости, может быть установлена контрольно-измерительная аппаратура, например, расходомер, термометр, и общеизвестное технологическое оборудование, такое как ребойлер, насос и конденсатор, для нагрева могут быть использованы общеизвестные способы, такие как нагрев паром или при помощи нагревателя, а для охлаждения – такие общеизвестные способы, как естественное охлаждение, охлаждение водой или рассолом. v) стадия рециркуляции неиспользованного газообразного диоксида углерода (стадия 5) На этой стадии газообразный диоксид углерода, отделенный на стадии 4, рециркулируют на стадию 1. Газообразный диоксид углерода, отделенный на стадии 4, подают в реактор стадии 1 и, кроме того, приводят в соответствие с используемым на стадии 1 давлением. А именно, в соответствии с условиями реакции на стадии 1, давление лежит в диапазоне от нормального до 1 МПа с тем, чтобы получаемая на стадии 1 смесь была устойчивой, более предпочтителен диапазон от нормального давления до 0,6 МПа; таким образом, в соответствии с этим давлением регулируют давление газообразного диоксида углерода, отводимого со стадии 4. Для регулирования давления может быть использован общеизвестный способ. Это, например, способ с использованием турбинного преобразователя и способ с использованием компрессора. В то же время, в случае, если газообразный диоксид углерода содержит примеси, на данной стадии может быть произведена его очистка. Материал для изготовления реактора и облицовки может быть любым общеизвестным материалом, не оказывающим неблагоприятного воздействия, однако стали SUS 304, SUS 316, SUS 316L являются недорогими и, таким образом, являются предпочтительными. При необходимости, может быть установлена контрольно-измерительная аппаратура, например, расходомер, термометр, и общеизвестное технологическое оборудование, такое как ребойлер, насос и конденсатор, для нагрева могут быть использованы общеизвестные способы, такие как нагрев паром или при помощи нагревателя, а для охлаждения – такие общеизвестные способы, как естественное охлаждение, охлаждение водой или рассолом. vi) стадия производства комплекса диоксида углерода (стадия 1) Состав на основе алкоксида алкилолова, подаваемый на эту стадию, может поступать, при запуске, со стадии синтеза алкоксида алкилолова или, во время непрерывного производства, со стадии регенерации алкоксида алкилолова, то есть стадии 7. При запуске, по мере расходования газообразного диоксида углерода, подают свежий диоксид углерода, а при непрерывном производстве подают диоксид углерода, рециркулируемый со стадии 5. При непрерывном производстве также может быть подан свежий диоксид углерода одновременно с рециркулируемым. Диоксид углерода может подаваться непрерывно или периодически. Смесь, содержащая комплекс алкоксида алкилолова с диоксидом углерода, может быть получена путем поглощения газообразного диоксида углерода составом на основе алкоксида алкилолова и осуществления химической реакции. Реакцию осуществляют с составом на основе алкоксида алкилолова в жидкой или ожиженной форме. Для ожижения, предпочтительно, применяют нагревание. Кроме того, как описано в разделе, посвященном производству смеси по настоящему изобретению, ожижение также может быть осуществлено с использованием растворителя и т.п. Давление в ходе реакции зависит от температуры, но предпочтительно лежит в диапазоне от нормального давления до 1 МПа, а чтобы получаемая смесь, соответствующая настоящему изобретению, была устойчивой, более предпочтителен диапазон от нормального давления до 0,6 МПа. Температура реакции зависит от давления, однако при высокой температуре и высоком давлении легко образуется карбонат, то есть смесь по настоящему изобретению теряет устойчивость, следовательно, для получения смеси по настоящему изобретению предпочтителен диапазон от -40 до 80°С; кроме того, смесь по настоящему изобретению предназначена для передачи на стадию 2, поэтому, с точки зрения ее текучести при транспортировке, более предпочтителен диапазон от 0 до 80°С, наиболее предпочтителен диапазон от комнатной температуры (приблизительно 20°С) до 80°С. Реакцию осуществляют, предпочтительно, за время от нескольких секунд до 100 часов, с точки зрения производительности и т.п. предпочтительным является диапазон от нескольких минут до 10 часов. Что касается реактора, может быть использован общеизвестный корпусный реактор или реактор колонного типа. Кроме того, может быть использовано сочетание нескольких реакторов. При высокой температуре эффективность поглощения диоксида углерода составом на основе алкоксида алкилолова выше для соединений формулы (1), чем для соединений формулы (2), следовательно, предпочтительно при осуществлении реакции индивидуально регулировать температуру во всех реакторах в соответствии с соотношением соединений формулы (1) и формулы (2) в составе. Данная реакция осуществляется между диоксидом углерода (газ) и составом на основе алкоксида алкилолова (жидкость), поэтому для повышения ее эффективности предпочтительно, чтобы поверхность раздела газ-жидкость, и, следовательно, площадь контакта газ-жидкость, была большой. Для осуществления реакции при большой поверхности раздела газ-жидкость может быть использован общеизвестный способ. Например, для корпусного реактора предпочтителен способ увеличения скорости перемешивания или создания в жидкости пузырьков газа, тогда как в случае реактора колонного типа предпочтительно использовать насадочную или тарельчатую колонну. Примерами таких реакторов колонного типа являются тарельчатые колонны с колпачковыми тарелками, ситчатыми тарелками, клапанными тарелками или противоточными тарелками, или насадочные колонны с такими типами насадки, как кольца Рашига, кольца Лессинга, кольца Полла, седла Берля, седла Intalox, насадка Диксона, насадка Макмахона, Heli-Pak, насадка Sulzer или Mellapak. Материал для изготовления реактора и облицовки может быть любым общеизвестным материалом, не оказывающим неблагоприятного воздействия, однако стали SUS 304, SUS 316, SUS 316L и т.п. являются недорогими и, таким образом, являются предпочтительными. При необходимости, может быть установлена контрольно-измерительная аппаратура, например, расходомер, термометр, и общеизвестное технологическое оборудование, такое как ребойлер, насос и конденсатор, для нагрева могут быть использованы общеизвестные способы, такие как нагрев паром или при помощи нагревателя, а для охлаждения – такие общеизвестные способы, как естественное охлаждение, охлаждение водой или рассолом. Данная реакция обычно экзотермическая, поэтому может быть обеспечено охлаждение реактора, либо реактор может охлаждаться за счет рассеяния тепла. В качестве альтернативы, если целью является одновременное осуществление реакции получения карбоната, может быть обеспечено нагревание реактора. Для охлаждения или нагревания реактора может быть использован общеизвестный способ, например, с использованием рубашки или внутренней спирали. Газообразный диоксид углерода и состав на основе алкоксида алкилолова могут быть поданы в реактор по отдельности или могут быть смешаны друг с другом перед подачей в реактор. Подача может осуществляться через различные зоны реактора. О завершении реакции можно судить по результатам анализа методом ЯМР, как было описано ранее. Реакционную жидкость анализируют и останавливают реакцию, когда получена смесь, для которой, принимая число молей атомов олова в алкоксиде алкилолова и/или комплексе алкоксида алкилолова с диоксидом углерода, содержащимися в смеси, за Z, принимая диоксид углерода, входящий в комплекс алкоксида алкилолова с диоксидом углерода, и диоксид углерода, содержащийся в смеси, за (СО2) и принимая группы OR, содержащиеся в смеси, за (OR), где О в каждой из групп OR означает атом кислорода, а R означает алифатическую группу или аралкильную группу, при этом (i) R группы OR образует связь олово-OR и/или (ii) R группы OR образует связь -О-(СО)-OR в комплексе алкоксида алкилолова с диоксидом углерода, в соотношении Z:(CO2)x:(OR)y молярное отношение, отражаемое х, лежит в диапазоне от 0,1 до 2, а молярное отношение, отражаемое у, лежит в диапазоне от 0,5 до 2. х предпочтительно лежит в диапазоне от 0,1 до 1,5, более предпочтительно, от 0,5 до 1,5, у предпочтительно лежит в диапазоне от 0,5 до 1,5. В случае, когда величина х или у отклоняется от предпочтительного диапазона, может быть осуществлена регулировка путем подачи алкоксидов алкилолова со стадии синтеза алкоксида алкилолова или стадии регенерации алкоксида алкилолова. vii) стадия транспорта комплекса с диоксидом углерода (стадия 2) Смесь, полученная на стадии 1, можно транспортировать в жидкой или ожиженной форме, поэтому легко осуществить регулируемый по количеству транспорт при помощи подающего насоса для жидкости и т.п. Смесь предназначена для транспортировки в жидкой или ожиженной форме, однако в некоторых случаях, может транспортироваться в твердом состоянии. Предпочтительно, смесь транспортируют в жидкой или ожиженной форме. При транспортировке смеси в жидкой или ожиженной форме, для обеспечения устойчивого транспорта, его осуществляют, предпочтительно, при температуре от -40 до 80°С. Кроме того, с точки зрения текучести при транспортировке более предпочтителен диапазон от 0 до 80°С, наиболее предпочтителен диапазон от комнатой температуры (приблизительно 20°С) до 80°С. К смеси могут быть добавлены другие компоненты, если это не оказывает отрицательного воздействия на транспортировку смеси и извлечение и использование диоксида углерода. К примерам таких не имеющих негативного влияния компонентов относятся первичные алкилзамещенные спирты, другие соединения олова (например, тетраалкилолово, тетраалкоксиолово или гидроксид моноалкилолова и т.д., и если это не ухудшает транспорт, в смеси также может присутствовать оксид диалкилолова или оксид олова), растворители (простые эфиры, ароматические растворители, алифатические растворители и т.д., которые не ухудшают транспорт) и инертные газы (например, азот, аргон, гелий, метан, диоксид углерода и т.д.). К примерам растворителей относятся метанол, этанол, пропанол (изомеры), бутанол (изомеры), пентанол (изомеры), гексанол (изомеры), гептанол (изомеры), тетрагидрофуран, диоксан, бензол, толуол и ксилол (изомеры); в случае использования спирта, с точки зрения устойчивости смеси, является предпочтительным использовать спирт, содержащий такую же алкильную группу, как алкильная группа в алкоксигруппах алкоксида алкилолова, входящего в состав на основе алкоксида алкилолова. Давление при транспорте составляет, предпочтительно, от нормального до 1 МПа, так что смесь в соответствии с настоящим изобретением остается устойчивой, более предпочтителен диапазон от нормального давления до 0,6 Мпа, наиболее предпочтителен диапазон от нормального давления до 0,6 Мпа. На данной стадии осуществляется транспорт смеси на стадию 3, и при подаче смеси в реактор стадии 3 давление может отличаться от указанного выше. Данная смесь является устойчивой, однако, как и в обычных алкоксидах металлов, в ней может происходить гидролиз, поэтому при транспортировке предпочтительно обратить внимание на присутствие воды в той степени, которая очевидна для специалистов в данной области. В случае, когда смесь содержит карбонат, содержание карбоната предпочтительно не превышает 20% мол. относительно числа молей тетраалкилдиалкоксидистанноксана в составе на основе алкоксида алкилолова, содержащемся в смеси, а в случае, когда этот состав содержит оксид диалкилолова, содержание карбоната, предпочтительно, также не превышает 20% мол. относительно количества оксида диалкилолова. Это обусловлено тем, что в присутствии карбоната может образовываться избыток диоксида углерода, следовательно, смесь может потерять устойчивость. Кроме того, нежелательно, чтобы смесь содержала карбонат, поскольку тогда количество вновь образующегося карбоната может уменьшиться. При транспорте смеси по настоящему изобретению материал транспортного трубопровода и т.п. может быть любым общеизвестным материалом, не оказывающим неблагоприятного воздействия, однако стали SUS 304, SUS 316, SUS 316L или т.п. являются недорогими и, таким образом, являются предпочтительными. При необходимости, может быть установлена контрольно-измерительная аппаратура, например, расходомер, термометр, и общеизвестное технологическое оборудование, такое как ребойлер, насос и конденсатор, для нагрева могут быть использованы общеизвестные способы, такие как нагрев паром или при помощи нагревателя, а для охлаждения – такие общеизвестные способы, как естественное охлаждение, охлаждение водой или рассолом. viii) стадия отделения карбоната (стадия 6) На данной стадии карбонат отделяют от реакционной жидкости, оставшейся после выделения на стадии 4 неиспользованного газообразного диоксида углерода, с получением остаточной жидкости. Для такого отделения могут быть использованы общеизвестные способы и устройства. Предпочтительным является использование дистилляции. Реакционную жидкость, поступающую со стадии 4, подвергают периодической, полупериодической или непрерывной дистилляции с получением карбоната и остаточной жидкости. Предпочтителен такой способ дистилляции, при котором реакционную жидкость подают в устройство дистилляции, карбонат в виде газообразного компонента выводят из верхней его части, тогда как остаточную жидкость отводят из нижней части в виде жидкого компонента. Температура на данной стадии зависит от температуры кипения карбоната и давления, однако предпочтительно, лежит в диапазоне от комнатной температуры (например, 20°С) до 200°С, а так как при высокой температуре может происходить термолиз соединений олова в остаточной жидкости или в результате обратной реакции может уменьшиться количество карбоната, особенно предпочтителен диапазон от комнатной температуры (например, 20°С) до 150°С. Давление зависит от типа карбоната и используемой температуры, однако обычно составляет от нормального давления до разрежения, с точки зрения производительности предпочтителен диапазон от 100 Па до 80 кПа, особенно предпочтительно, от 100 Па до 50 кПа. Данная стадия может быть осуществлена за время от 0,01 до 10 часов, однако при длительном осуществлении этой стадии может происходить термолиз соединений олова, содержащихся в смеси, следовательно, предпочтителен диапазон от 0,01 до 0,5 часа, наиболее предпочтителен диапазон от 0,01 до 0,3 часа. Что касается дистиллятора, может быть использован общеизвестный дистиллятор, предпочтение отдается дистиллятору колонного типа или корпусному дистиллятору, может быть также использовано сочетание нескольких таких устройств. Наиболее предпочтительным дистиллятором является тонкопленочный испаритель или тонкопленочный дистиллятор, наиболее предпочтительны тонкопленочный испаритель или тонкопленочный дистиллятор с дистилляционной колонной. Материал для изготовления дистиллятора и облицовки может быть любым общеизвестным материалом, не оказывающим неблагоприятного воздействия, однако стали SUS 304, SUS 316, SUS 316L или т.п. являются недорогими и, таким образом, являются предпочтительными. При необходимости, может быть установлена контрольно-измерительная аппаратура, например, расходомер, термометр, и общеизвестное технологическое оборудование, такое как ребойлер, насос и конденсатор, для нагрева могут быть использованы общеизвестные способы, такие как нагрев паром или при помощи нагревателя, а для охлаждения – такие общеизвестные способы, как естественное охлаждение, охлаждение водой или рассолом. Соответствующие стадии Выли описаны подробно, однако, если нужно, могут быть добавлены другие стадии, описываемые ниже. Например, может быть добавлена стадия или устройство, не выходящие за пределы компетенции специалистов в данной области, на которой осуществляется отделение продуктов термолиза алкоксида алкилолова, выведение из системы побочных продуктов, очистка спирта, очистка карбоната или утилизация побочных продуктов путем сжигания и т.п. Карбонат, полученный описанным способом, может быть использован в качестве исходного материала для получения поликарбоната, изоцианата или другого химиката, либо в качестве электролита в таких аккумуляторных батареях, как литий-ионные. Благодаря описанному способу диоксид углерода, который до сих пор не использовали и сбрасывали в атмосферу, может быть эффективным образом извлечен и использован повторно, следовательно, данный способ очень полезен для использования в промышленности. Кроме того, в соответствии со способом, являющимся объектом настоящего изобретения, извлечение газообразного диоксида углерода может быть полностью осуществлено в безводной системе, к тому же, при мягких условиях, когда температура реакции извлечения не превышает 100°С. Кроме того, даже если диоксид углерода содержит воду, она расходуется на гидролиз алкоксида алкилолова, следовательно, выделяемый из смеси после извлечения диоксид углерода (в случае наличия избытка воды по реакции гидролиза также может образовываться твердое вещество), может иметь очень низкое содержание воды. То есть, настоящее изобретение полезно для использования в промышленности. Примеры Далее следует подробное описание настоящего изобретения со ссылкой на примеры. Однако данными примерами настоящее изобретение не ограничивается. Помимо приведенных примеров, специалисты в данной области могут внедрить при осуществлении настоящего изобретения различные модификации, не выходящие за объем формулы изобретения настоящей заявки, каковые считаются входящими в объем формулы изобретения настоящей заявки. Аналитические методы 1) ЯМР Устройство для анализа методом ЯМР с Фурье-преобразованием: JNM-A400 производства JEOL Ltd., Япония (1) Подготовка проб для анализа 1Н-ЯМР, 13С-ЯМР, 119Sn-ЯМР Отвесили 0,3 г соединения олова и приблизительно 0,7 г дейтерированного хлороформа (99,8%, производства Aldrich), в качестве внутреннего стандарта 119Sn-ЯМР добавили 0,08 г тетраметилолова (1 сорт, производства Wako), раствор перемешали до однородного состояния и получили, таким образом, пробу для анализа методом ЯМР. (2) Метод количественного анализа Количественный анализ проводили на пробе раствора для анализа на основе калибровочной кривой, полученной путем анализа стандартных проб различных эталонных веществ. (3) Метод расчета выхода алкоксида алкилолова Выход алкоксида алкилолова рассчитывали в молярных процентах полученного вещества, то есть, как число молей атомов олова в полученном алкоксиде алкилолова относительно числа молей атомов олова в исходном оксиде диалкилолова. 2) Метод анализа содержания воды Устройство: влагомер для определения следовых количеств СА-05 производства Mitsubishi Chemical Corporation, Япония (1) Метод количественного анализа жидкой пробы Пробу для анализа отбирали при помощи шприца и взвешивали, затем пробу впрыскивали во влагомер и измеряли количество воды в ней. После этого снова измеряли вес шприца, рассчитывали вес введенной пробы и определяли содержание воды в ней. (2) Метод количественного анализа газообразной пробы Пробу для анализа отбирали при помощи герметичного шприца, вводили ее во влагомер и измеряли количество воды. Содержание воды рассчитывали на основе объема введенной пробы. 3) Метод газохроматографического анализа карбоната Устройство: газовый хроматограф GС-2010 производства Shimadzu Corporation, Япония (1) Подготовка пробы раствора для анализа Отвесили 0,2 г реакционного раствора и добавили приблизительно 1,5 г обезвоженного ацетона. Затем в качестве внутреннего стандарта добавили приблизительно 0,04 г толуола или простого дифенилового эфира и, таким образом, получили пробу раствора для газохроматографического анализа. (2) Условия газохроматографического анализа Колонка: DB-1 (производства J&W Scientific, США) Жидкая фаза: 100% диметилполисилоксан Длина: 30 м Внутренний диаметр: 0,25 мм Толщина пленки: 1 мкм Температура в колонке: от 50°С до (увеличение по 10°С/мин) 300°С Температура впрыскивания: 300°С Температура детектора: 300°С Метод детектирования: пламенно-ионизационный детектор (3) Метод количественного анализа Количественный анализ проводили на пробе раствора для анализа на основе калибровочной кривой, полученной путем анализа стандартных проб различных эталонных веществ. 4) Метод газохроматографического анализа газообразного диоксида углерода Устройство: газовый хроматограф GС-14В производства Shimadzu Corporation, Япония (1) Предварительная обработка пробы для анализа К смеси, содержащей комплекс диоксида углерода, добавили водный раствор серной кислоты, собрали образовавшийся газообразный диоксид углерода при помощи герметичного шприца и провели его анализ. (2) Условия газохроматографического анализа Колонка: Силикагель 60-80 (колонка из нержавеющей стали) Длина: 3 м Внутренний диаметр: 3 мм Температура в колонке: 70°С Температура впрыскивания: 200°С Температура детектора: 100°С Метод детектирования: термокондуктометрический детектор (3) Метод количественного анализа Количественный анализ проводили на пробе раствора для анализа на основе калибровочной кривой, полученной путем анализа стандартных проб различных эталонных веществ. Пример 1 Стадия А: Производство тетраалкилдиалкоксидистанноксана 672 г (2,7 моль) оксида дибутилолова (производства Sankyo Organic Chemicals Co., Ltd., Япония) и 1900 г (21,5 моль) 3-метил-1-бутанола (производства Kuraray Co., Ltd., Япония) поместили в колбу объемом 3000 мл. Колбу со смесью, представлявшей собой суспензию белого цвета, соединили с испарителем (R-144 производства Sibata, Япония), снабженным масляной баней с терморегулятором (ОВН-24 производства Masuda Corporation, Япония), вакуумным насосом (G-50A производства Ulvac, Япония) и соединенным с вакуум-регулятором (VC-10S производства Okano Works Ltd., Япония). Выходное отверстие продувочного клапана испарителя было соединено с трубопроводом для газообразного азота нормального давления. Продувочный клапан испарителя был закрыт, давление в системе понижено, затем продувочный клапан постепенно открывали так, чтобы азот поступал в систему, и давление в системе восстанавливалось до нормального. Температуру масляной бани установили равной приблизительно 145°С, колбу поместили в масляную баню и начали вращение испарителя. При оставленном открытым продувочном клапане испарителя в течение примерно 40 минут осуществляли перемешивание вращением при нормальном давлении, после чего жидкая смесь закипела, следовательно, началась дистилляция содержащего воду 3-метил-1-бутанола. Такое состояние поддерживали в течение 7 часов, затем продувочный клапан закрыли и постепенно снизили давление в системе, избыточный 3-метил-1-бутанол отогнали при давлении в системе от 74 до 35 кПа. Когда дистиллят перестал отделяться, колбу вынули из масляной бани. Реакционная жидкость была прозрачной. После вынимания колбы из масляной бани продувочный клапан постепенно открыли для восстановления давления в системе до нормального. В колбе образовалось 880 г реакционной жидкости. По результатам 119Sn-, 1Н- и 13С-ЯМР анализа продукт 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксан был получен с выходом 99% относительно оксида дибутилолова. Следуя той же методике, получили 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксан, предназначенный для использования на стадии В. Стадия В: Производство смеси, содержащей комплекс с диоксидом углерода Смесь, содержащая комплекс с диоксидом углерода, была произведена с использованием устройства, показанного на фиг.4. Полученный на стадии А 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксан подавали с расходом 1200 г/ч по транспортному трубопроводу 4 в реактор колонного типа 120 с внутренним диаметром 151 мм и эффективной длиной 5040 мм, заполненный металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария), а 3-метил-1-бутанол (производства Kuraray Co., Ltd., Япония), очищенный в дистилляционной колонне 110, подавали в реактор колонного типа 120 с расходом 23000 г/ч по транспортному трубопроводу 2. Температуру жидкости в реакторе поддерживали равной 160°С при помощи нагревателя и ребойлера 121, давление поддерживали равным приблизительно 120 кПа (изб.) при помощи клапана регулирования давления. Время пребывания в реакторе составляло приблизительно 17 мин. Около 20000 г/ч содержащего воду 3-метил-1-бутанола из верхней части реактора по транспортному трубопроводу 6 и приблизительно 322 г/ч 3-метил-1-бутанола (производства Kuraray Co., Ltd., Япония) по подводящему трубопроводу 1 подавали в дистилляционную колонну 110, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 111 и конденсатором 112, в которой осуществляли очистку путем дистилляции. Дистиллят из верхней части дистилляционной колонны 110 с высокой концентрацией воды конденсировали в конденсаторе 112 и отводили по отводящему трубопроводу 3. Очищенный 3-метил-1-бутанол отводили по транспортному трубопроводу 2 из нижней части дистилляционной колонны 110. Состав на основе алкоксида алкилолова, содержащий дибутил-бис(3-метилбутилокси)олово, выводили из нижней части реактора колонного типа 120 и подавали в тонкопленочный испаритель 130 (производства Kobelco Eco-Solutions Co., Ltd., Япония) по транспортному трубопроводу 5. 3-метил-1-бутанол упаривали в тонкопленочном испарителе 130 и отводили по транспортному трубопроводу 8 через конденсатор 132. Состав на основе алкоксида алкилолова получали из нижней части тонкопленочного испарителя 130, который содержал приблизительно 99% вес. дибутил-бис(3-метилбутилокси)олова. Этот состав охлаждали до приблизительно 15°С в холодильнике 131 и подавали по транспортному трубопроводу 7 в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода с расходом приблизительно 1490 г/ч. Реактор колонного типа 240 с внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой, как показано на фиг.7, использовали в качестве устройства 140 для производства комплекса с диоксидом углерода. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали при нормальном давлении с расходом приблизительно 90 г/ч по транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 240. Температуру реакции в реакторе колонного типа 240 поддерживали равной приблизительно 20°С, и получали смесь, содержащую комплекс с диоксидом углерода. Эту смесь в виде жидкости транспортировали при нормальном давлении и температуре 20°С по транспортному трубопроводу 10, при этом было возможным осуществлять транспорт по транспортному трубопроводу 10 без каких-либо проблем, таких как закупорка трубопровода. Была отобрана проба смеси для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=1,03 и у=1,99. Результаты анализа ЯМР показаны на фиг.12 (119Sn-ЯМР), фиг.13 (13С-ЯМР) и фиг.14 (1Н-ЯМР). (119Sn-ЯМР (относительно тетраметилолова): -212,2 м.д.; 1Н-ЯМР (относительно тетраметилолова): 3,97 м.д. (2H, т), 3,73 м.д. (2Н, ушир.), 1,71-1,59 м.д. (6H, м), 1,49-1,28 м.д. (12H, м), 0,80-0,90 м.д. (18H, м); 13С-ЯМР: 158,4 м.д., 65,0 м.д., 63,9 м.д., 42,4 м.д., 37,6 м.д., 26,7 м.д., 26,4 м.д., 25,0 м.д., 24,6 м.д., 22,4 м.д., 22,1 м.д., 13,1 м.д.) Пример 2 Стадия А: Производство тетраалкилдиалкоксидистанноксана 672 г (2,7 моль) оксида дибутилолова (производства Sankyo Organic Chemicals Co., Ltd., Япония) и 1102 г (10,8 моль) 2-этил-1-бутанола (производства Chisso Corporation, Ltd., Япония) поместили в колбу объемом 3000 мл. Колбу со смесью, представлявшей собой белую суспензию, соединили с испарителем (R-144 производства Sibata, Япония), снабженным масляной баней с терморегулятором (ОВН-24 производства Masuda Corporation, Япония), вакуумным насосом (G-50A производства Ulvac, Япония) и соединенным с вакуум-регулятором (VC-10S производства Okano Works Ltd., Япония). Выходное отверстие продувочного клапана испарителя было соединено с трубопроводом для газообразного азота нормального давления. Продувочный клапан испарителя был закрыт, давление в системе понижено, затем продувочный клапан постепенно открывали так, чтобы азот поступал в систему, и давление в системе восстанавливалось до нормального. Температуру масляной бани установили равной приблизительно 157°С, колбу погрузили в масляную баню и начали вращение испарителя. При оставленном открытым продувочном клапане испарителя в течение примерно 40 минут осуществляли перемешивание вращением при нормальном давлении, после чего продувочный клапан закрыли, давление в системе постепенно снизили и отгоняли 2-этил-1-бутанол при давлении в системе от 84 до 65 кПа. Такое состояние поддерживали в течение 2 часов, затем давление в системе еще уменьшили и отогнали избыток 2-этил-1-бутанола. Когда дистиллят перестал отделяться, колбу вынули из масляной бани. Реакционная жидкость была прозрачной. После вынимания колбы из масляной бани продувочный клапан постепенно открыли для восстановления давления в системе до нормального. В колбе образовалось 883 г реакционной жидкости. По результатам 119Sn-, 1Н- и 13С-ЯМР анализа продукт 1,1,3,3-тетрабутил-1,3-бис(2-этилбутилокси)дистанноксан был получен с выходом 99% относительно оксида дибутилолова. Следуя той же методике, получили 1,1,3,3-тетрабутил-1,3-бис(2-этилбутилокси)дистанноксан, предназначенный для использования на стадии В. Стадия В: Производство смеси, содержащей комплекс с диоксидом углерода Смесь, содержащая комплекс с диоксидом углерода, была произведена с использованием устройства, показанного на фиг.4. 1,1,3,3-Тетрабутил-1,3-бис(2-этилбутилокси)дистанноксан подавали с расходом 1500 г/ч по транспортному трубопроводу 4 в реактор колонного типа 120 с внутренним диаметром 151 мм и эффективной длиной 5040 мм, заполненный металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария), а 2-этил-1-бутанол (производства Chisso Corporation, Япония), очищенный в дистилляционной колонне 110, подавали в реактор колонного типа 120 с расходом 24000 г/ч по транспортному трубопроводу 2. Температуру жидкости в реакторе поддерживали равной 160°С при помощи нагревателя и ребойлера 121, давление поддерживали равным приблизительно 31 кПа (изб.) при помощи клапана регулирования давления. Время пребывания в реакторе составляло приблизительно 17 мин. Около 16000 г/ч содержащего воду 2-этил-1-бутанола из верхней части реактора по транспортному трубопроводу 6 и приблизительно 448 г/ч 2-этил-1-бутанола (производства Chisso Corporation, Япония) по подводящему трубопроводу 1 подавали в дистилляционную колонну 110, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 111 и конденсатором 112, в которой осуществляли очистку путем дистилляции. Дистиллят из верхней части дистилляционной колонны 110 с высокой концентрацией воды конденсировали в конденсаторе 112 и отводили по отводящему трубопроводу 3. Очищенный 2-этил-1-бутанол отводили по транспортному трубопроводу 2 из нижней части дистилляционной колонны 110. Состав на основе алкоксида алкилолова, содержащий дибутил-бис(2-этилбутилокси)олово, выводили из нижней части реактора колонного типа 120 и подавали в тонкопленочный испаритель 130 (производства Kobelco Eco-Solutions Co., Ltd., Япония) по транспортному трубопроводу 5. 2-этил-1-бутанол выпаривали в тонкопленочном испарителе 130 и возвращали в реактор колонного типа 120 через конденсатор 132, транспортный трубопровод 8 и транспортный трубопровод 4. Состав на основе алкоксида алкилолова получали из нижней части тонкопленочного испарителя 130, который содержал приблизительно 90% вес. дибутил-бис(2-этилбутилокси)олова и приблизительно 10% вес. 2-этил-1-бутанола. Этот состав охлаждали до приблизительно 0°С в холодильнике 131 и подавали с расходом приблизительно 2100 г/ч по транспортному трубопроводу 7 в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода внутренним диаметром 53,5 мм, имеющего эффективную длину 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненного насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженного охлаждающей рубашкой. Реактор колонного типа 240 с внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой, как показано на фиг.7, использовали в качестве устройства 140 для производства комплекса с диоксидом углерода. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали с расходом приблизительно 650 г/ч по транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 240. Давление в колонне поддерживали на уровне 1 МПа (изб.) Температуру реакции в реакторе колонного типа 240 поддерживали равной 0°С, и получали смесь, содержащую комплекс с диоксидом углерода. Эту смесь, содержащую комплекс с диоксидом углерода, в виде жидкости транспортировали при температуре 0°С и давлении 1 МПа (изб.) по транспортному трубопроводу 10, при этом было возможным осуществлять транспорт по транспортному трубопроводу 10 без каких-либо проблем, таких как закупорка трубопровода. Была отобрана проба смеси для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=1,99 и у=1,99. Пример 3 Стадия А: Производство тетраалкилдиалкоксидистанноксана 692 г (2,78 моль) оксида дибутилолова (производства Sankyo Organic Chemicals Co., Ltd., Япония) и 2000 г (27 моль) 1-бутанола (производства Wako, Япония) поместили в колбу объемом 3000 мл. Колбу со смесью, представлявшей собой белую суспензию, соединили с испарителем (R-144 производства Sibata, Япония), снабженным масляной баней с терморегулятором (ОВН-24 производства Masuda Corporation, Япония), вакуумным насосом (G-50A производства Ulvac, Япония) и соединенным с вакуум-регулятором (VC-10S производства Okano Works Ltd., Япония). Выходное отверстие продувочного клапана испарителя было соединено с трубопроводом для газообразного азота нормального давления. Продувочный клапан испарителя был закрыт, давление в системе понижено, затем продувочный клапан постепенно открывали так, чтобы азот поступал в систему, и давление в системе восстанавливалось до нормального. Температуру масляной бани установили равной приблизительно 126°С, колбу поместили в масляную баню и начали вращение испарителя. При оставленном открытым продувочном клапане испарителя в течение примерно 30 минут осуществляли перемешивание вращением при нормальном давлении, после чего жидкая смесь закипела, следовательно, началась дистилляция низкокипящего компонента. Такое состояние поддерживали в течение 8 часов, затем продувочный клапан закрыли и постепенно снизили давление в системе, оставшийся низкокипящий компонент отогнали при давлении в системе от 76 до 54 кПа. Когда низкокипящий компонент перестал отделяться, колбу вынули из масляной бани. Реакционная жидкость была прозрачной. После вынимания колбы из масляной бани продувочный клапан постепенно открыли для восстановления давления в системе до нормального. В колбе образовалось 952 г реакционной жидкости. По результатам 119Sn-, 1Н- и 13С-ЯМР анализа продукт 1,1,3,3-тетрабутил-1,3-ди(бутилокси)дистанноксан был получен с выходом 99% относительно оксида дибутилолова. Следуя той же методике, получили 1,1,3,3-тетрабутил-1,3-ди(бутилокси)дистанноксан, предназначенный для использования на стадии В. Стадия В: Производство смеси, содержащей комплекс с диоксидом углерода Смесь, содержащая комплекс с диоксидом углерода, была произведена с использованием устройства, показанного на фиг.4. Полученный на стадии А 1,1,3,3-тетрабутил-1,3-ди(бутилокси)дистанноксан подавали с расходом 1200 г/ч по транспортному трубопроводу 4 в реактор колонного типа 120 с внутренним диаметром 151 мм и эффективной длиной 5040 мм, заполненный насадкой Mellapak 750Y (производства Sulzer Chemtech Ltd., Швейцария), а 1-бутанол (производства Wako Pure Chemical Industries, Ltd., Япония), очищенный в дистилляционной колонне 110, подавали в реактор колонного типа 120 с расходом 25000 г/ч по транспортному трубопроводу 2. Температуру жидкости в реакторе поддерживали равной 150°С при помощи нагревателя и ребойлера 121, давление поддерживали равным приблизительно 160 кПа (изб.) при помощи клапана регулирования давления. Время пребывания в реакторе составляло приблизительно 17 мин. Около 18000 г/ч содержащего воду 1-бутанола из верхней части реактора по транспортному трубопроводу 6 и приблизительно 283 г/ч 1-бутанола (производства Wako Pure Chemical Industries, Ltd., Япония) по подводящему трубопроводу 1 подавали в дистилляционную колонну 110, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 111 и конденсатором 112, в которой осуществляли очистку путем дистилляции. Дистиллят из верхней части дистилляционной колонны 110 с высокой концентрацией воды конденсировали в конденсаторе 112 и отводили по отводящему трубопроводу 3. Очищенный 1-бутанол отводили по транспортному трубопроводу 2 из нижней части дистилляционной колонны 110. Состав на основе алкоксида алкилолова, содержащий дибутоксид дибутилолова и 1,1,3,3-тетрабутил-1,3-ди(бутилокси)дистанноксан, выводили из нижней части реактора колонного типа 120 и подавали в тонкопленочный испаритель 130 (производства Kobelco Eco-Solutions Co., Ltd., Япония) по транспортному трубопроводу 5. 1-бутанол выпаривали в тонкопленочном испарителе 130 и отводили по транспортному трубопроводу 8 через конденсатор 132. Состав на основе алкоксида алкилолова получали из нижней части тонкопленочного испарителя 130, который содержал приблизительно 90% мол. дибутоксида дибутилолова и приблизительно 10% мол. 1,1,3,3-тетрабутил-1,3-ди(бутилокси)дистанноксана. Этот состав охлаждали до приблизительно 15°С в холодильнике 131 и подавали по транспортному трубопроводу 7 в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода с расходом приблизительно 1545 г/ч. Реактор колонного типа 240 с внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой, как показано на фиг.7, использовали в качестве устройства 140 для производства комплекса с диоксидом углерода. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали при давлении 0,4 МПа (изб.) с расходом приблизительно 100 г/ч по транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 240. Температуру реакции в реакторе колонного типа 240 поддерживали равной приблизительно 20°С, и получали смесь, содержащую комплекс с диоксидом углерода. Эту смесь в виде жидкости транспортировали при температуре 20°С и давлении 0,4 МПа (изб.) по транспортному трубопроводу 10, при этом было возможным осуществлять транспорт по транспортному трубопроводу 10 без каких-либо проблем, таких как закупорка трубопровода. Была отобрана проба смеси для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=1,16 и у=1,90. Пример 4 Стадия А: Производство тетраалкилдиалкоксидистанноксана 700 г (1,94 моль) оксида диоктилолова (производства Sankyo Organic Chemicals Co., Ltd., Япония) и 1700 г (19,3 моль) 3-метил-1-бутанола (производства Kuraray Co., Ltd., Япония) поместили в колбу объемом 3000 мл. Колбу со смесью, представлявшей собой белую суспензию, соединили с испарителем (R-144 производства Sibata, Япония), снабженным масляной баней с терморегулятором (ОВН-24 производства Masuda Corporation, Япония), вакуумным насосом (G-50A производства Ulvac, Япония) и соединенным с вакуум-регулятором (VC-10S производства Okano Works Ltd., Япония). Выходное отверстие продувочного клапана испарителя было соединено с трубопроводом для газообразного азота нормального давления. Продувочный клапан испарителя был закрыт, давление в системе понижено, затем продувочный клапан постепенно открывали так, чтобы азот поступал в систему, и давление в системе восстанавливалось до нормального. Температуру масляной бани установили равной приблизительно 143°С, колбу поместили в масляную баню и начали вращение испарителя. При оставленном открытым продувочном клапане испарителя в течение примерно 40 минут осуществляли перемешивание вращением при нормальном давлении, после чего жидкая смесь закипела, следовательно, началась дистилляция низкокипящего компонента. Такое состояние поддерживали в течение 7 часов, затем продувочный клапан закрыли и постепенно снизили давление в системе, оставшийся низкокипящий компонент отогнали при давлении в системе от 76 до 32 кПа. Когда низкокипящий компонент перестал отделяться, колбу вынули из масляной бани. Реакционная жидкость была прозрачной. После вынимания колбы из масляной бани продувочный клапан постепенно открыли для восстановления давления в системе до нормального. В колбе образовалось 864 г реакционной жидкости. По результатам 119Sn-, 1Н- и 13С-ЯМР анализа продукт 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан был получен с выходом 99% относительно оксида диоктилолова. Следуя той же методике, получили 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан, предназначенный для использования на стадии В. Стадия В: Производство смеси, содержащей комплекс с диоксидом углерода Смесь, содержащая комплекс с диоксидом углерода, была произведена с использованием устройства, показанного на фиг.4. Полученный на стадии А 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан подавали с расходом 1200 г/ч по транспортному трубопроводу 4 в реактор колонного типа 120 с внутренним диаметром 151 мм и эффективной длиной 5040 мм, заполненный металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария), а 3-метил-1-бутанол (производства Kuraray Co., Ltd., Япония), очищенный в дистилляционной колонне 110, подавали в реактор колонного типа 120 с расходом 24000 г/ч по транспортному трубопроводу 2. Температуру жидкости в реакторе поддерживали равной 160°С при помощи нагревателя и ребойлера 121, давление поддерживали равным приблизительно 120 кПа (изб.) при помощи клапана регулирования давления. Время пребывания в реакторе составляло приблизительно 17 мин. Около 20000 г/ч содержащего воду 3-метил-1-бутанола из верхней части реактора по транспортному трубопроводу 6 и приблизительно 240 г/ч 3-метил-1-бутанола (производства Kuraray Co., Ltd., Япония) по подводящему трубопроводу 1 подавали в дистилляционную колонну 110, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 111 и конденсатором 112, в которой осуществляли очистку путем дистилляции. Дистиллят из верхней части дистилляционной колонны 110 с высокой концентрацией воды конденсировали в конденсаторе 112 и отводили по отводящему трубопроводу 3. Очищенный 3-метил-1-бутанол отводили по транспортному трубопроводу 2 из нижней части дистилляционной колонны 110. Состав на основе алкоксида алкилолова, содержащий диоктил-бис(3-метилбутилокси)олово, выводили из нижней части реактора колонного типа 120 и подавали в тонкопленочный испаритель 130 (производства Kobelco Eco-Solutions Co., Ltd., Япония) по транспортному трубопроводу 5. 3-метил-1-бутанол выпаривали в тонкопленочном испарителе 130 и отводили по транспортному трубопроводу 8 через конденсатор 132. Состав на основе алкоксида алкилолова получали из нижней части тонкопленочного испарителя 130, который содержал приблизительно 99% вес. диоктил-бис(3-метилбутилокси)олова. Этот состав охлаждали до приблизительно 50°С в холодильнике 131 и подавали по транспортному трубопроводу 7 в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода с расходом приблизительно 1420 г/ч. Реактор колонного типа 240 с внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой, как показано на фиг.7, использовали в качестве устройства 140 для производства комплекса с диоксидом углерода. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали при давлении 0,4 МПа (изб.) с расходом приблизительно 125 г/ч по транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 240. Температуру реакции в реакторе колонного типа 240 поддерживали равной приблизительно 60°С, и получали смесь, содержащую комплекс с диоксидом углерода. Эту смесь в виде жидкости транспортировали при температуре 60°С и давлении 0,4 МПа (изб.) по транспортному трубопроводу 10, при этом было возможным осуществлять транспорт по транспортному трубопроводу 10 без каких-либо проблем, таких как закупорка трубопровода. Была отобрана проба смеси для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=1,01 и у=1,99. Пример 5 Стадия А: Производство тетраалкилдиалкоксидистанноксана 700 г (1,94 моль) оксида диоктилолова (производства Sankyo Organic Chemicals Co., Ltd., Япония) и 1102 г (10,8 моль) 2-этил-1-бутанола (производства Chisso Corporation, Ltd., Япония) поместили в колбу объемом 3000 мл. Колбу со смесью, представлявшей собой белую суспензию, соединили с испарителем (R-144 производства Sibata, Япония), снабженным масляной баней с терморегулятором (ОВН-24 производства Masuda Corporation, Япония), вакуумным насосом (G-50A производства Ulvac, Япония) и соединенным с вакуум-регулятором (VC-10S производства Okano Works Ltd., Япония). Выходное отверстие продувочного клапана испарителя было соединено с трубопроводом для газообразного азота нормального давления. Продувочный клапан испарителя был закрыт, давление в системе понижено, затем продувочный клапан постепенно открывали так, чтобы азот поступал в систему, и давление в системе восстанавливалось до нормального. Температуру масляной бани установили равной приблизительно 157°С, колбу погрузили в масляную баню и начали вращение испарителя. При оставленном открытым продувочном клапане испарителя в течение примерно 40 минут осуществляли перемешивание вращением при нормальном давлении, после чего продувочный клапан закрыли, давление в системе постепенно снизили и отгоняли 2-этил-1-бутанол при давлении в системе от 84 до 65 кПа. Такое состояние поддерживали в течение 2 часов, затем давление в системе еще уменьшили и отогнали избыток 2-этил-1-бутанола. Когда дистиллят перестал отделяться, колбу вынули из масляной бани. Реакционная жидкость была прозрачной. После вынимания колбы из масляной бани продувочный клапан постепенно открыли для восстановления давления в системе до нормального. В колбе образовалось 883 г реакционной жидкости. По результатам 119Sn-, 1Н- и 13С-ЯМР анализа продукт 1,1,3,3-тетраоктил-1,3-бис(2-этилбутилокси)дистанноксан был получен с выходом 99% относительно оксида дибутилолова. Следуя той же методике, получили 1,1,3,3-тетраоктил-1,3-бис(2-этилбутилокси)дистанноксан, предназначенный для использования на стадии В. Стадия В: Производство смеси, содержащей комплекс с диоксидом углерода Смесь, содержащая комплекс с диоксидом углерода, была произведена с использованием устройства, показанного на фиг.4. 1,1,3,3-Тетраоктил-1,3-бис(2-этилбутилокси)дистанноксан подавали с расходом 3500 г/ч по транспортному трубопроводу 4 в реактор колонного типа 120 с внутренним диаметром 151 мм и эффективной длиной 5040 мм, заполненный металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария), а 2-этил-1-бутанол (производства Chisso Corporation, Япония), очищенный в дистилляционной колонне 110, подавали в реактор колонного типа 120 с расходом 6000 г/ч по транспортному трубопроводу 2. Температуру жидкости в реакторе поддерживали равной 150°С при помощи нагревателя и ребойлера 121, давление поддерживали равным приблизительно 2 кПа (изб.) при помощи клапана регулирования давления. Время пребывания в реакторе составляло приблизительно 17 мин. Около 4000 г/ч содержащего воду 2-этил-1-бутанола из верхней части реактора по транспортному трубопроводу 6 и приблизительно 390 г/ч 2-этил-1-бутанола (производства Chisso Corporation, Япония) по подводящему трубопроводу 1 подавали в дистилляционную колонну 110, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 111 и конденсатором 112, в которой осуществляли очистку путем дистилляции. Дистиллят из верхней части дистилляционной колонны 110 с высокой концентрацией воды конденсировали в конденсаторе 112 и отводили по отводящему трубопроводу 3. Очищенный 2-этил-1-бутанол отводили по транспортному трубопроводу 2 из нижней части дистилляционной колонны 110. Состав на основе алкоксида алкилолова, содержащий диоктил-бис(2-этилбутилокси)олово, выводили из нижней части реактора колонного типа 120 и подавали в тонкопленочный испаритель 130 (производства Kobelco Eco-Solutions Co., Ltd., Япония) по транспортному трубопроводу 5. 2-этил-1-бутанол выпаривали в тонкопленочном испарителе 130 и возвращали в реактор колонного типа 120 через конденсатор 132, транспортный трубопровод 8 и транспортный трубопровод 4. Состав на основе алкоксида алкилолова получали из нижней части тонкопленочного испарителя 130, который содержал приблизительно 60% мол. диоктил-бис(2-этилбутилокси)олова и приблизительно 40% мол. 1,1,3,3-тетраоктил-1,3-бис(2-этилбутилокси)дистанноксана. Этот состав охлаждали до приблизительно 70°С в холодильнике 131 и подавали с расходом приблизительно 3890 г/ч по транспортному трубопроводу 7 в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода внутренним диаметром 53,5 мм, имеющего эффективную длину 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненного насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженного охлаждающей рубашкой. Реактор колонного типа 240 с внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой, как показано на фиг.7, использовали в качестве устройства 140 для производства комплекса с диоксидом углерода. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали при нормальном давлении с расходом приблизительно 100 г/ч по транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 240. Температуру реакции в реакторе колонного типа 240 поддерживали равной 80°С, и получали смесь, содержащую комплекс с диоксидом углерода. Эту смесь, содержащую комплекс с диоксидом углерода, в виде жидкости транспортировали при нормальном давлении и температуре 80°С по транспортному трубопроводу 10, при этом было возможным осуществлять транспорт по транспортному трубопроводу 10 без каких-либо проблем, таких как закупорка трубопровода. Была отобрана проба смеси для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=0,26 и у=1,60. Пример 6 Стадия А: Производство тетраалкилдиалкоксидистанноксана 1,1,3,3-тетрабутил-1,3-ди(бутилокси)дистанноксан был получен по той же методике, что и в примере 3. Стадия В: Производство смеси, содержащей комплекс с диоксидом углерода Смесь, содержащая комплекс с диоксидом углерода, была произведена с использованием устройства, показанного на фиг.4. Полученный на стадии А 1,1,3,3-тетрабутил-1,3-ди(бутилокси)дистанноксан подавали с расходом 1200 г/ч по транспортному трубопроводу 4 в реактор колонного типа 120 с внутренним диаметром 151 мм и эффективной длиной 5040 мм, заполненный насадкой Mellapak 750Y (производства Sulzer Chemtech Ltd., Швейцария), а 1-бутанол (производства Wako Pure Chemical Industries, Ltd., Япония), очищенный в дистилляционной колонне 110, подавали в реактор колонного типа 120 с расходом 25000 г/ч по транспортному трубопроводу 2. Температуру жидкости в реакторе поддерживали равной 150°С при помощи нагревателя и ребойлера 121, давление поддерживали равным приблизительно 160 кПа (изб.) при помощи клапана регулирования давления. Время пребывания в реакторе составляло приблизительно 17 мин. Около 18000 г/ч содержащего воду 1-бутанола из верхней части реактора по транспортному трубопроводу 6 и приблизительно 283 г/ч 1-бутанола (производства Wako Pure Chemical Industries, Ltd., Япония) по подводящему трубопроводу 1 подавали в дистилляционную колонну 110, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 111 и конденсатором 112, в которой осуществляли очистку путем дистилляции. Дистиллят из верхней части дистилляционной колонны 110 с высокой концентрацией воды конденсировали в конденсаторе 112 и отводили по отводящему трубопроводу 3. Очищенный 1-бутанол отводили по транспортному трубопроводу 2 из нижней части дистилляционной колонны 110. Состав на основе алкоксида алкилолова, содержащий дибутоксид дибутилолова, выводили из нижней части реактора колонного типа 120 и подавали в тонкопленочный испаритель 130 (производства Kobelco Eco-Solutions Co., Ltd., Япония) по транспортному трубопроводу 5. 1-бутанол выпаривали в тонкопленочном испарителе 130 и отводили по транспортному трубопроводу 8 через конденсатор 132. Состав на основе алкоксида алкилолова получали из нижней части тонкопленочного испарителя 130, который содержал приблизительно 85% вес. дибутоксида дибутилолова и приблизительно 15% вес. 1-бутанола (содержание 1,1,3,3-тетрабутил-1,3-ди(бутилокси)дистанноксана составило не более 1% вес.). Этот состав охлаждали до приблизительно -42°С в холодильнике 131 и подавали по транспортному трубопроводу 7 в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода с расходом приблизительно 1666 г/ч. Реактор колонного типа 240 с внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой, как показано на фиг.7, использовали в качестве устройства 140 для производства комплекса с диоксидом углерода. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали при нормальном давлении с расходом приблизительно 280 г/ч по транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 240. Температуру реакции в реакторе колонного типа 240 поддерживали равной приблизительно -40°С, и получали смесь, содержащую комплекс с диоксидом углерода. Эту смесь в виде жидкости транспортировали при нормальном давлении и температуре -40°С по транспортному трубопроводу 10, при этом было возможным осуществлять транспорт по транспортному трубопроводу 10 без каких-либо проблем, таких как закупорка трубопровода. Была отобрана проба смеси для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=1,58 и у=1,99. Пример 7 Смесь, содержащая комплекс с диоксидом углерода, была произведена с использованием устройства, показанного на фиг.5. Приблизительно 1000 г дибутоксида дибутилолова, произведенного по той же методике, что и в примере 6, и приблизительно 7200 г бензилового спирта (производства Aldrich, США, обезвоженный) подали по транспортному трубопроводу 4 в корпусный реактор 220, снабженный мешалкой, эту жидкую смесь нагрели до приблизительно 140°С с получением дибутил-бис(бензилокси)олова. Содержащий 1-бутанол бензиловый спирт, полученный по этой реакции, отводили по транспортному трубопроводу 6, а состав на основе алкоксида алкилолова, содержащий дибутил-бис(бензилокси)олово, подавали по транспортному трубопроводу 5 в тонкопленочный испаритель 130, где отгоняли бензиловый спирт и отводили его через конденсатор 132 и по транспортному трубопроводу 8. Состав на основе алкоксида алкилолова отводили из нижней части тонкопленочного испарителя 130, который содержал приблизительно 99% вес. дибутил-бис(бензилокси)олова. Этот состав охлаждали до приблизительно 15°С в холодильнике 131 и подавали по транспортному трубопроводу 7 в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода с расходом приблизительно 1180 г/ч. Реактор колонного типа 240 с внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой, как показано на фиг.7, использовали в качестве устройства 140 для производства комплекса с диоксидом углерода. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали при нормальном давлении с расходом приблизительно 100 г/ч по транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 240. Температуру реакции в реакторе колонного типа 240 поддерживали равной приблизительно 20°С, и получали смесь, содержащую комплекс с диоксидом углерода. Эту смесь в виде жидкости транспортировали при нормальном давлении и температуре 20°С по транспортному трубопроводу 10, при этом было возможным осуществлять транспорт по транспортному трубопроводу 10 без каких-либо проблем, таких как закупорка трубопровода. Была отобрана проба смеси для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=0,75 и у=1,99. Пример 8 Смесь, содержащая комплекс с диоксидом углерода, была произведена с использованием устройства, показанного на фиг.5. Приблизительно 1000 г дибутоксида дибутилолова, произведенного по той же методике, что и в примере 6, и приблизительно 7500 г 1-гептанола (производства Aldrich, США, предварительного очищенного перегонкой) подали по транспортному трубопроводу 4 в корпусный реактор 220, снабженный мешалкой, эту жидкую смесь нагрели до приблизительно 140°С с получением дибутил-бис(гептилокси)олова. 1-гептанол (содержащий 1-бутанол), полученный по этой реакции, отводили по транспортному трубопроводу 6, а состав на основе алкоксида алкилолова, содержащий дибутил-бис(гептилокси)олово, подавали по транспортному трубопроводу 5 в тонкопленочный испаритель 130, где отгоняли 1-гептанол и отводили его через конденсатор 132 и по транспортному трубопроводу 8. Состав на основе алкоксида алкилолова отводили из нижней части тонкопленочного испарителя 130, который содержал приблизительно 99% вес. дибутил-бис(гептилокси)олова. Этот состав охлаждали до приблизительно 100°С в холодильнике 131 и подавали по транспортному трубопроводу 7 в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода с расходом приблизительно 1230 г/ч. Реактор колонного типа 240 с внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой, как показано на фиг.7, использовали в качестве устройства 140 для производства комплекса с диоксидом углерода. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали при нормальном давлении с расходом приблизительно 100 г/ч по транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 240. Температуру реакции в реакторе колонного типа 240 поддерживали равной приблизительно 100°С, и получали смесь, содержащую комплекс с диоксидом углерода. Эту смесь в виде жидкости транспортировали при нормальном давлении и температуре 100°С по транспортному трубопроводу 10, при этом было возможным осуществлять транспорт по транспортному трубопроводу 10 без каких-либо проблем, таких как закупорка трубопровода. Была отобрана проба смеси для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=0,10 и у=1,99. Пример 9 Смесь, содержащая комплекс с диоксидом углерода, была произведена с использованием устройства, показанного на фиг.5. Приблизительно 1000 г диметоксида дибутилолова (производства Aldrich, США) и приблизительно 7500 г 1-пропанола (производства Wako Pure Chemical Industries, Ltd., обезвоженного) подали по транспортному трубопроводу 4 в корпусный реактор 220, снабженный мешалкой, эту жидкую смесь нагрели до приблизительно 100°С с получением дипропоксида дибутилолова. 1-пропанол (содержащий метанол), полученный по этой реакции, отводили по транспортному трубопроводу 6, а состав на основе алкоксида алкилолова, содержащий дипропоксид дибутилолова, подавали по транспортному трубопроводу 5 в тонкопленочный испаритель 130, где отгоняли 1-пропанол и отводили его через конденсатор 132 и по транспортному трубопроводу 8. Состав на основе алкоксида алкилолова отводили из нижней части тонкопленочного испарителя 130, который содержал приблизительно 92% вес. дипропоксида дибутилолова и приблизительно 7% вес. 1,1,3,3-тетрабутил-1,3-ди(пропилокси)дистанноксана. Этот состав охлаждали до приблизительно 95°С в холодильнике 131 и подавали по транспортному трубопроводу 7 в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода с расходом приблизительно 1175 г/ч. Реактор колонного типа 240 с внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой, как показано на фиг.7, использовали в качестве устройства 140 для производства комплекса с диоксидом углерода. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали при нормальном давлении с расходом приблизительно 200 г/ч по транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 240. Температуру реакции в реакторе колонного типа 240 поддерживали равной приблизительно 100°С, и получали смесь, содержащую комплекс с диоксидом углерода. Эту смесь в виде жидкости транспортировали при нормальном давлении и температуре 100°С по транспортному трубопроводу 10, при этом было возможным осуществлять транспорт по транспортному трубопроводу 10 без каких-либо проблем, таких как закупорка трубопровода. Была отобрана проба смеси для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=0,25 и у=1,88. Пример 10 Смесь, содержащая комплекс с диоксидом углерода, была произведена с использованием устройства, показанного на фиг.5. Приблизительно 1000 г дибутоксида дибутилолова, произведенного по той же методике, что и в примере 6, и приблизительно 7500 г 2-этил-1-гексанола (производства Aldrich, США) подали по транспортному трубопроводу 4 в корпусный реактор 220, снабженный мешалкой, эту жидкую смесь нагрели до приблизительно 150°С с получением дибутил-бис(2-этилгексилокси)олова. Давление в системе постепенно понизили; содержащий 1-бутанол 2-этил-1-гексанол, полученный по этой реакции, отводили по транспортному трубопроводу 6. После приблизительно 4 часов осуществления реакции состав на основе алкоксида алкилолова, содержащий дибутил-бис(2-этилгексилокси)олово, подали по транспортному трубопроводу 5 в тонкопленочный испаритель 130, где отгоняли 2-этил-1-гексанол и отводили его через конденсатор 132 по транспортному трубопроводу 8. Состав на основе алкоксида алкилолова отводили из нижней части тонкопленочного испарителя 130, который содержал приблизительно 95% вес. дибутил-бис(2-этилгексилокси)олова. Этот состав охлаждали до приблизительно 10°С в холодильнике 131 и подавали по транспортному трубопроводу 7 в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода с расходом приблизительно 1297 г/ч. Реактор колонного типа 240 с внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой, как показано на фиг.7, использовали в качестве устройства 140 для производства комплекса с диоксидом углерода. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали при давлении 0,4 МПа (изб.) с расходом приблизительно 150 г/ч по транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 240. Температуру реакции в реакторе колонного типа 240 поддерживали равной приблизительно 20°С, и получали смесь, содержащую комплекс с диоксидом углерода. Эту смесь в виде жидкости транспортировали при температуре 20°С и давлении 0,4 МПа (изб.) по транспортному трубопроводу 10, однако из-за высокой вязкости смеси, повышение давления было очень велико и, в результате, транспорт оказался затруднен. Была отобрана проба смеси для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=1,18 и у=1,99. Пример 11 Стадия А: Производство тетраалкилдиалкоксидистанноксана Для получения 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана, используемого на следующей стадии В, была применена та же методика, что и в примере 4. Стадия В: Производство смеси, содержащей комплекс с диоксидом углерода Смесь, содержащая комплекс с диоксидом углерода, была произведена с использованием устройства, показанного на фиг.4. Полученный на стадии А 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан подавали с расходом 1200 г/ч по транспортному трубопроводу 4 в реактор колонного типа 120 с внутренним диаметром 151 мм и эффективной длиной 5040 мм, заполненный металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария), а 3-метил-1-бутанол (производства Kuraray Co., Ltd., Япония), очищенный в дистилляционной колонне 110, подавали в реактор колонного типа 120 с расходом 240 г/ч по транспортному трубопроводу 2. Температуру жидкости в реакторе поддерживали равной 140°С при помощи нагревателя и ребойлера 121, давление поддерживали равным приблизительно 24 кПа (изб.) при помощи клапана регулирования давления. Время пребывания в реакторе составляло приблизительно 17 мин. Около 180 г/ч содержащего воду 3-метил-1-бутанола из верхней части реактора по транспортному трубопроводу 6 и приблизительно 14 г/ч 3-метил-1-бутанола (производства Kuraray Co., Ltd., Япония) по подводящему трубопроводу 1 подавали в дистилляционную колонну 110, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 111 и конденсатором 112, в которой осуществляли очистку путем дистилляции. Дистиллят из верхней части дистилляционной колонны 110 с высокой концентрацией воды конденсировали в конденсаторе 112 и отводили по отводящему трубопроводу 3. Очищенный 3-метил-1-бутанол отводили по транспортному трубопроводу 2 из нижней части дистилляционной колонны 110. Состав на основе алкоксида алкилолова, содержащий диоктил-бис(3-метилбутилокси)олово, выводили из нижней части реактора колонного типа 120 и подавали в тонкопленочный испаритель 130 (производства Kobelco Eco-Solutions Co., Ltd., Япония) по транспортному трубопроводу 5. 3-метил-1-бутанол выпаривали в тонкопленочном испарителе 130 и отводили по транспортному трубопроводу 8 через конденсатор 132. Состав на основе алкоксида алкилолова получали из нижней части тонкопленочного испарителя 130, который содержал приблизительно 20% мол. диоктил-бис(3-метилбутилокси)олова и приблизительно 80% мол. 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана. Этот состав охлаждали до приблизительно 15°С в холодильнике 131 и подавали по транспортному трубопроводу 7 в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода с расходом приблизительно 1225 г/ч. Реактор колонного типа 240 с внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой, как показано на фиг.7, использовали в качестве устройства 140 для производства комплекса с диоксидом углерода. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали при давлении 0,4 МПа (изб.) с расходом приблизительно 100 г/ч по транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 240. Температуру реакции в реакторе колонного типа 240 поддерживали равной приблизительно 20°С, и получали смесь, содержащую комплекс с диоксидом углерода. Эту смесь в виде жидкости транспортировали при температуре 20°С и давлении 0,4 МПа (изб.) по транспортному трубопроводу 10, при этом было возможным осуществлять транспорт по транспортному трубопроводу 10 без каких-либо проблем, таких как закупорка трубопровода. Была отобрана проба смеси для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=0,77 и у=1,11. Результаты анализа методом ЯМР показаны на фиг.15 (119Sn-ЯМР). Пример 12 Стадия А: Производство тетраалкилдиалкоксидистанноксана Для получения 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана, используемого на следующей стадии В, была применена та же методика, что и в примере 4. Стадия В: Производство смеси, содержащей комплекс с диоксидом углерода Смесь, содержащая комплекс с диоксидом углерода, была произведена с использованием устройства, показанного на фиг.7. Полученный на стадии А 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан подавали с расходом 1200 г/ч по транспортному трубопроводу 7 в верхнюю часть устройства для производства комплекса с диоксидом углерода 240. Устройство для производства комплекса с диоксидом углерода 240 представляло собой реактор колонного типа с внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали при давлении 0,4 МПа (изб.) с расходом приблизительно 100 г/ч по транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 240. Температуру реакции в реакторе колонного типа 240 поддерживали равной приблизительно 20°С, и получали смесь, содержащую комплекс с диоксидом углерода. Эту смесь в виде жидкости транспортировали при температуре 20°С и давлении 0,4 МПа (изб.) по транспортному трубопроводу 10, при этом было возможным осуществлять транспорт по транспортному трубопроводу 10 без каких-либо проблем, таких как закупорка трубопровода. Была отобрана проба смеси для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=0,56 и у=0,98. Пример 13 Стадия А: Производство тетраалкилдиалкоксидистанноксана 700 г (1,94 моль) оксида диоктилолова (производства Sankyo Organic Chemicals Co., Ltd., Япония) и 1600 г (15,7 моль) 2-этил-1-бутанола (производства Chisso Corporation, Ltd., Япония) поместили в колбу объемом 3000 мл. Колбу со смесью, представлявшей собой суспензию белого цвета, соединили с испарителем (R-144 производства Sibata, Япония), снабженным масляной баней с терморегулятором (ОВН-24 производства Masuda Corporation, Япония), вакуумным насосом (G-50A производства Ulvac, Япония) и соединенным с вакуум-регулятором (VC-10S производства Okano Works Ltd., Япония). Выходное отверстие продувочного клапана испарителя было соединено с трубопроводом для газообразного азота нормального давления. Продувочный клапан испарителя был закрыт, давление в системе понижено, затем продувочный клапан постепенно открывали так, чтобы азот поступал в систему, и давление в системе восстанавливалось до нормального. Температуру масляной бани установили равной приблизительно 157°С, колбу погрузили в масляную баню и начали вращение испарителя. При оставленном открытым продувочном клапане испарителя в течение примерно 40 минут осуществляли перемешивание вращением при нормальном давлении, после чего продувочный клапан закрыли, давление в системе постепенно снизили и отгоняли содержащий воду 2-этил-1-бутанол при давлении в системе от 84 до 65 кПа. Такое состояние поддерживали в течение 7 часов, затем давление в системе еще уменьшили и отогнали избыток 2-этил-1-бутанола. Когда дистиллят перестал отделяться, колбу вынули из масляной бани. Реакционная жидкость была прозрачной. После вынимания колбы из масляной бани продувочный клапан постепенно открыли для восстановления давления в системе до нормального. В колбе образовалось 883 г реакционной жидкости. По результатам 119Sn-, 1Н- и 13С-ЯМР анализа продукт 1,1,3,3-тетраоктил-1,3-бис(2-этилбутилокси)дистанноксан был получен с выходом 99% относительно оксида дибутилолова. Следуя той же методике, получили 1,1,3,3-тетраоктил-1,3-бис(2-этилбутилокси)дистанноксан, предназначенный для использования на стадии В. Стадия В: Производство смеси, содержащей комплекс с диоксидом углерода Смесь, содержащая комплекс с диоксидом углерода, была произведена с использованием устройства, показанного на фиг.9. Полученный на стадии А 1,1,3,3-тетраоктил-1,3-бис(2-этилбутилокси)дистанноксан подавали с расходом 1200 г/ч по транспортному трубопроводу 7 в верхнюю часть автоклава 540, оборудованного рубашкой теплообменника и мешалкой. Автоклав охладили до приблизительно 0°С, после чего 1,1,3,3-тетраоктил-1,3-бис(2-этилбутилокси)дистанноксан стал твердым. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали в автоклав 540 по транспортному трубопроводу 9 при давлении 0,4 МПа (изб.), в результате чего получали смесь, содержащую комплекс с диоксидом углерода. Эта смесь содержала жидкую и твердую фазу, следовательно, ее транспорт был затруднен из-за закупорки трубопровода. Была отобрана проба смеси для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=0,23 и у=0,98. Пример 14 Стадия А: Производство состава на основе алкоксида алкилолова Для получения дибутил-бис(3-метилбутилокси)олова и 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксана, используемых на следующей стадии В, была применена та же методика, что и в примере 18. Стадия В: Производство смеси, содержащей комплекс с диоксидом углерода Смесь, содержащая комплекс с диоксидом углерода, была произведена с использованием устройства, показанного на фиг.9. Жидкую смесь, содержащую приблизительно 1200 г состава на основе алкоксида алкилолова, полученного на стадии А (приблизительно 74% вес. дибутил-бис(3-метилбутилокси)олова и приблизительно 25% вес. 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксана) и приблизительно 18,5 г бис(3-метилбутил)карбоната, полученного, как описано в примере 18, подали по транспортному трубопроводу 7 в верхнюю часть автоклава 540, оборудованного рубашкой теплообменника и мешалкой. Температуру в автоклаве установили равной приблизительно 80°С, после чего в него по транспортному трубопроводу 9 дополнительно подали газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) и установили внутреннее давление равным 0,01 МПа (изб.), в результате чего получили смесь, содержащую комплекс с диоксидом углерода. Эту смесь в виде жидкости транспортировали при температуре 80°С и давлении 0,01 МПа (изб.) по транспортному трубопроводу 10, однако в результате образования газа в транспортном трубопроводе и возникновения кавитации в насосе транспорт оказался затруднен. Была отобрана проба смеси для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=1,07 и у=1,98. Пример 15 Стадия А: Производство тетраалкилдиалкоксидистанноксана Для получения 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана, используемого на следующей стадии В, была применена та же методика, что и в примере 4. Стадия В: Производство смеси, содержащей комплекс с диоксидом углерода Смесь, содержащая комплекс с диоксидом углерода, была произведена с использованием устройства, показанного на фиг.4. Полученный на стадии А 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан подавали с расходом 1200 г/ч по транспортному трубопроводу 4 в реактор колонного типа 120 с внутренним диаметром 151 мм и эффективной длиной 5040 мм, заполненный металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария), а 3-метил-1-бутанол (производства Kuraray Co., Ltd., Япония), очищенный в дистилляционной колонне 110, подавали в реактор колонного типа 120 с расходом 24000 г/ч по транспортному трубопроводу 2. Температуру жидкости в реакторе поддерживали равной 160°С при помощи нагревателя и ребойлера 121, давление поддерживали равным приблизительно 120 кПа (изб.) при помощи клапана регулирования давления. Время пребывания в реакторе составляло приблизительно 17 мин. Около 20000 г/ч содержащего воду 3-метил-1-бутанола из верхней части реактора по транспортному трубопроводу 6 и приблизительно 240 г/ч 3-метил-1-бутанола (производства Kuraray Co., Ltd., Япония) по подводящему трубопроводу 1 подавали в дистилляционную колонну 110, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 111 и конденсатором 112, в которой осуществляли очистку путем дистилляции. Дистиллят из верхней части дистилляционной колонны 110 с высокой концентрацией воды конденсировали в конденсаторе 112 и отводили по отводящему трубопроводу 3. Очищенный 3-метил-1-бутанол отводили по транспортному трубопроводу 2 из нижней части дистилляционной колонны 110. Состав на основе алкоксида алкилолова, содержащий диоктил-бис(3-метилбутилокси)олово, выводили из нижней части реактора колонного типа 120 и подавали в тонкопленочный испаритель 130 (производства Kobelco Eco-Solutions Co., Ltd., Япония) по транспортному трубопроводу 5. 3-метил-1-бутанол выпаривали в тонкопленочном испарителе 130 и отводили по транспортному трубопроводу 8 через конденсатор 132. Состав на основе алкоксида алкилолова получали из нижней части тонкопленочного испарителя 130, который содержал приблизительно 99% вес. диоктил-бис(3-метилбутилокси)олова. Этот состав охлаждали до приблизительно 100°С в холодильнике 131 и подавали по транспортному трубопроводу 7 в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода с расходом приблизительно 1430 г/ч. Реактор колонного типа 240 с внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой, как показано на фиг.7, использовали в качестве устройства 140 для производства комплекса с диоксидом углерода. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали при давлении 0,1 МПа (изб.) с расходом приблизительно 130 г/ч по транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 240. Температуру реакции в реакторе колонного типа 240 поддерживали равной приблизительно 100°С, и получали смесь, содержащую комплекс с диоксидом углерода. Эту смесь в виде жидкости транспортировали при температуре 100°С и давлении 0,1 МПа (изб.) по транспортному трубопроводу 10, при этом было возможным осуществлять транспорт по транспортному трубопроводу 10 без каких-либо проблем, таких как закупорка трубопровода. Была отобрана проба смеси для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=0,23 и у=1,99. Пример 16 Стадия А: Производство тетраалкилдиалкоксидистанноксана Для получения 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана, используемого на следующей стадии В, была применена та же методика, что и в примере 4. Стадия В: Производство смеси, содержащей комплекс с диоксидом углерода Смесь, содержащая комплекс с диоксидом углерода, была произведена с использованием устройства, показанного на фиг.4. Полученный на стадии А 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан подавали с расходом 1200 г/ч по транспортному трубопроводу 4 в реактор колонного типа 120 с внутренним диаметром 151 мм и эффективной длиной 5040 мм, заполненный металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария), а 3-метил-1-бутанол (производства Kuraray Co., Ltd., Япония), очищенный в дистилляционной колонне 110, подавали в реактор колонного типа 120 с расходом 24000 г/ч по транспортному трубопроводу 2. Температуру жидкости в реакторе поддерживали равной 160°С при помощи нагревателя и ребойлера 121, давление поддерживали равным приблизительно 120 кПа (изб.) при помощи клапана регулирования давления. Время пребывания в реакторе составляло приблизительно 17 мин. Около 20000 г/ч содержащего воду 3-метил-1-бутанола из верхней части реактора по транспортному трубопроводу 6 и приблизительно 240 г/ч 3-метил-1-бутанола (производства Kuraray Co., Ltd., Япония) по подводящему трубопроводу 1 подавали в дистилляционную колонну 110, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 111 и конденсатором 112, в которой осуществляли очистку путем дистилляции. Дистиллят из верхней части дистилляционной колонны 110 с высокой концентрацией воды конденсировали в конденсаторе 112 и отводили по отводящему трубопроводу 3. Очищенный 3-метил-1-бутанол отводили по транспортному трубопроводу 2 из нижней части дистилляционной колонны 110. Состав на основе алкоксида алкилолова, содержащий диоктил-бис(3-метилбутилокси)олово, выводили из нижней части реактора колонного типа 120 и подавали в тонкопленочный испаритель 130 (производства Kobelco Eco-Solutions Co., Ltd., Япония) по транспортному трубопроводу 5. 3-метил-1-бутанол выпаривали в тонкопленочном испарителе 130 и отводили по транспортному трубопроводу 8 через конденсатор 132. Состав на основе алкоксида алкилолова получали из нижней части тонкопленочного испарителя 130, который содержал приблизительно 90% вес. диоктил-бис(3-метилбутилокси)олова и приблизительно 10% вес. 3-метил-1-бутанола (содержание 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана не превышало 1% вес.). Этот состав охлаждали до приблизительно -60°С в холодильнике 131 и подавали по транспортному трубопроводу 7 в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода с расходом приблизительно 1410 г/ч. Реактор колонного типа 240 с внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой, как показано на фиг.7, использовали в качестве устройства 140 для производства комплекса с диоксидом углерода. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали при давлении 0,1 МПа (изб.) с расходом приблизительно 130 г/ч по транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 240. Температуру реакции в реакторе колонного типа 240 поддерживали равной приблизительно -60°С, и получали смесь, содержащую комплекс с диоксидом углерода. Эту смесь транспортировали при температуре -60°С и давлении 0,1 МПа (изб.) по транспортному трубопроводу 10, однако из-за высокой вязкости смеси повышение давления было очень велико и, в результате, транспорт оказался затруднен. Была отобрана проба смеси для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=1,8 и у=1,99. Пример 17 Стадия А: Производство тетраалкилдиалкоксидистанноксана Для получения 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана, используемого на следующей стадии В, была применена та же методика, что и в примере 4. Стадия В: Производство смеси, содержащей комплекс с диоксидом углерода Смесь, содержащая комплекс с диоксидом углерода, была произведена с использованием устройства, показанного на фиг.9. Жидкую смесь, содержащую приблизительно 1200 г полученного на стадии А 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана и приблизительно 270 г бис(3-метилбутил)карбоната, полученного, как описано в примере 18, подали по транспортному трубопроводу 7 в верхнюю часть автоклава 540, оборудованного рубашкой теплообменника и мешалкой. Температуру в автоклаве установили равной приблизительно 140°С, время реакции составило приблизительно 5 часов, после чего была получена смесь, содержащая комплекс с диоксидом углерода. После осуществления реакции автоклав охладили так, что температура смеси составила приблизительно 20°С. Эту смесь в виде жидкости транспортировали при нормальном давлении и температуре 20°С по транспортному трубопроводу 10, при этом было возможным осуществлять транспорт по транспортному трубопроводу 10 без каких-либо проблем, таких как закупорка трубопровода. Была отобрана проба смеси для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=0,49 и у=1,98. Сравнительный пример 1 Смесь, содержащая комплекс с диоксидом углерода, была произведена с использованием устройства, показанного на фиг.5. Приблизительно 1000 г дибутоксида дибутилолова, произведенного по той же методике, что и в примере 6, и приблизительно 7500 г фенола (производства Wako Pure Chemical Industries, Ltd., Япония, предварительно очищенного перегонкой) подали по транспортному трубопроводу 4 в корпусный реактор 220, снабженный мешалкой, и эту жидкую смесь нагрели до приблизительно 140°С с получением дифеноксида дибутилолова. Фенол (содержащий 1-бутанол), полученный по этой реакции, отгоняли и отводили по транспортному трубопроводу 6, а состав на основе алкоксида алкилолова, содержащий дифеноксид дибутилолова, подавали по транспортному трубопроводу 5 в тонкопленочный испаритель 130, где отгоняли фенол и отводили его через конденсатор 132 и транспортному трубопроводу 8. Состав на основе алкоксида алкилолова отводили из нижней части тонкопленочного испарителя 130, который содержал приблизительно 99% вес. дифеноксида дибутилолова. Этот состав охлаждали до приблизительно 60°С в холодильнике 131 и подавали по транспортному трубопроводу 7 в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода с расходом приблизительно 1107 г/ч. Реактор колонного типа 240 с внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой, как показано на фиг.7, использовали в качестве устройства 140 для производства комплекса с диоксидом углерода. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали при нормальном давлении с расходом приблизительно 100 г/ч по транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 240. Температуру реакции в реакторе колонного типа 240 поддерживали равной приблизительно 60°С, и получали смесь, содержащую комплекс с диоксидом углерода. Эту смесь в виде жидкости транспортировали при нормальном давлении и температуре 60°С по транспортному трубопроводу 10, при этом было возможным осуществлять транспорт по транспортному трубопроводу 10 без каких-либо проблем, таких как закупорка трубопровода. Была отобрана проба смеси для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=0,02 и у=1,99. Сравнительный пример 2 Смесь, содержащая комплекс с диоксидом углерода, была произведена с использованием устройства, показанного на фиг.5. Приблизительно 1000 г дибутоксида дибутилолова, произведенного по той же методике, что и в примере 6, и приблизительно 7500 г 1-этокси-2-пропанола (производства Wako Pure Chemical Industries, Ltd., Япония, предварительно очищенного перегонкой для удаления примесей первичного спирта) подали по транспортному трубопроводу 4 в корпусный реактор 220, снабженный мешалкой, эту жидкую смесь нагрели до приблизительно 140°С с получением дибутил-бис(1-этоксипропил-2-окси)олова. 1-этокси-2-пропанол (содержащий 1-бутанол), полученный по этой реакции, отгоняли и отводили по транспортному трубопроводу 6, а состав на основе алкоксида алкилолова, содержащий дибутил-бис(1-этоксипропил-2-окси)олово, подавали по транспортному трубопроводу 5 в тонкопленочный испаритель 130, где отгоняли 1-этокси-2-пропанол и отводили его через конденсатор 132 и транспортному трубопроводу 8. Состав на основе алкоксида алкилолова отводили из нижней части тонкопленочного испарителя 130, который содержал приблизительно 99% вес. дибутил-бис(1-этоксипропил-2-окси)олова. Этот состав охлаждали до приблизительно 50°С в холодильнике 131 и подавали по транспортному трубопроводу 7 в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода с расходом приблизительно 1160 г/ч. Реактор колонного типа 240 с внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой, как показано на фиг.7, использовали в качестве устройства 140 для производства комплекса с диоксидом углерода. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали при нормальном давлении с расходом приблизительно 100 г/ч по транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 240. Температуру реакции в реакторе колонного типа 240 поддерживали равной приблизительно 50°С, и получали смесь, содержащую комплекс с диоксидом углерода. Эту смесь в виде жидкости транспортировали при нормальном давлении и температуре 50°С по транспортному трубопроводу 10, при этом было возможным осуществлять транспорт по транспортному трубопроводу 10 без каких-либо проблем, таких как закупорка трубопровода. Была отобрана проба смеси для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=0,04 и у=1,99. Сравнительный пример 3 Смесь, содержащая комплекс с диоксидом углерода, была произведена с использованием устройства, показанного на фиг.5. Приблизительно 1000 г состава на основе алкоксида алкилолова, произведенного по той же методике, что и в примере 3 (приблизительно 90% мол. дибутоксида дибутилолова и приблизительно 10% мол. 1,1,3,3-тетрабутил-1,3-ди(бутилокси)дистанноксана), и приблизительно 7000 г 1-этокси-2-пропанола (производства Wako Pure Chemical Industries, Ltd., Япония, предварительно очищенного перегонкой для удаления примесей первичного спирта) подали по транспортному трубопроводу 4 в корпусный реактор 220, снабженный мешалкой, эту жидкую смесь нагрели до приблизительно 140°С с получением дибутил-бис(1-этоксипропил-2-окси)олова. 1-этокси-2-пропанол (содержащий воду и 1-бутанол), полученный по этой реакции, отгоняли и отводили по транспортному трубопроводу 6, а состав на основе алкоксида алкилолова, содержащий дибутил-бис(1-этоксипропил-2-окси)олово, подавали по транспортному трубопроводу 5 в тонкопленочный испаритель 130, где отгоняли 1-этокси-2-пропанол и отводили его через конденсатор 132 по транспортному трубопроводу 8. Состав на основе алкоксида алкилолова отводили из нижней части тонкопленочного испарителя 130, который содержал приблизительно 98% мол. дибутил-бис(1-этоксипропил-2-окси)олова и приблизительно 2% мол. 1,1,3,3-тетрабутил-1,3-бис(1-этоксипропил-2-окси)дистанноксана. Этот состав охлаждали до приблизительно 60°С в холодильнике 131 и подавали по транспортному трубопроводу 7 в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода с расходом приблизительно 1160 г/ч. Реактор колонного типа 240 с внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой, как показано на фиг.7, использовали в качестве устройства 140 для производства комплекса с диоксидом углерода. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали при нормальном давлении с расходом приблизительно 100 г/ч по транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 240. Температуру реакции в реакторе колонного типа 240 поддерживали равной приблизительно 70°С, и получали смесь, содержащую комплекс с диоксидом углерода. Эту смесь в виде жидкости транспортировали при нормальном давлении и температуре 50°С по транспортному трубопроводу 10, при этом было возможным осуществлять транспорт по транспортному трубопроводу 10 без каких-либо проблем, таких как закупорка трубопровода. Была отобрана проба смеси для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=0,06 и у=1,94. Сравнительный пример 4 Стадия А: Производство тетраалкилдиалкоксидистанноксана Для получения 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксана, используемого на следующей стадии В, была применена та же методика, что и в примере 1. Стадия В: Производство смеси, содержащей комплекс с диоксидом углерода Смесь, содержащая комплекс с диоксидом углерода, была произведена с использованием устройства, показанного на фиг.4. Полученный на стадии А 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксан подавали с расходом 1200 г/ч по транспортному трубопроводу 4 в реактор колонного типа 120 с внутренним диаметром 151 мм и эффективной длиной 5040 мм, заполненный металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария), а 3-метил-1-бутанол (производства Kuraray Co., Ltd., Япония), очищенный в дистилляционной колонне 110, подавали в реактор колонного типа 120 с расходом 23000 г/ч по транспортному трубопроводу 2. Температуру жидкости в реакторе поддерживали равной 160°С при помощи нагревателя и ребойлера 121, давление поддерживали равным приблизительно 120 кПа (изб.) при помощи клапана регулирования давления. Время пребывания в реакторе составляло приблизительно 17 мин. Около 20000 г/ч содержащего воду 3-метил-1-бутанола из верхней части реактора по транспортному трубопроводу 6 и приблизительно 322 г/ч 3-метил-1-бутанола (производства Kuraray Co., Ltd., Япония) по подводящему трубопроводу 1 подавали в дистилляционную колонну 110, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 111 и конденсатором 112, в которой осуществляли очистку путем дистилляции. Дистиллят из верхней части дистилляционной колонны 110 с высокой концентрацией воды конденсировали в конденсаторе 112 и отводили по отводящему трубопроводу 3. Очищенный 3-метил-1-бутанол отводили по транспортному трубопроводу 2 из нижней части дистилляционной колонны 110. Состав на основе алкоксида алкилолова, содержащий дибутил-бис(3-метилбутилокси)олово, выводили из нижней части реактора колонного типа 120 и подавали в тонкопленочный испаритель 130 (производства Kobelco Eco-Solutions Co., Ltd., Япония) по транспортному трубопроводу 5. 3-метил-1-бутанол выпаривали в тонкопленочном испарителе 130 и отводили по транспортному трубопроводу 8 через конденсатор 132. Состав на основе алкоксида алкилолова получали из нижней части тонкопленочного испарителя 130, который содержал приблизительно 99% вес. дибутил-бис(3-метилбутилокси)олова. Этот состав охлаждали до приблизительно 80°С в холодильнике 131 и подавали по транспортному трубопроводу 7 в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода с расходом приблизительно 1490 г/ч. Реактор колонного типа 240 с внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой, как показано на фиг.7, использовали в качестве устройства 140 для производства комплекса с диоксидом углерода. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали при давлении приблизительно 13 кПа с расходом приблизительно 90 г/ч по транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 240. Температуру реакции в реакторе колонного типа 240 поддерживали равной приблизительно 80°С, и получали смесь, содержащую комплекс с диоксидом углерода. Эту смесь в виде жидкости транспортировали при температуре 80°С и давлении приблизительно 13 кПа по транспортному трубопроводу 10, однако, из-за возникновения кавитации непрерывная транспортировка оказалась невозможной. Была отобрана проба смеси для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=0,08 и у=1,99. Пример 18 Стадия А: Производство тетраалкилдиалкоксидистанноксана 672 г (2,7 моль) оксида дибутилолова (производства Sankyo Organic Chemicals Co., Ltd., Япония) и 1900 г (21,5 моль) 3-метил-1-бутанола (производства Kuraray Co., Ltd., Япония) поместили в колбу объемом 3000 мл. Колбу со смесью, представлявшей собой белую суспензию, соединили с испарителем (R-144 производства Sibata, Япония), снабженным масляной баней с терморегулятором (ОВН-24 производства Masuda Corporation, Япония), вакуумным насосом (G-50A производства Ulvac, Япония) и соединенным с вакуум-регулятором (VC-10S производства Okano Works Ltd., Япония). Выходное отверстие продувочного клапана испарителя было соединено с трубопроводом для газообразного азота нормального давления. Продувочный клапан испарителя был закрыт, давление в системе понижено, и затем продувочный клапан постепенно открывали так, чтобы азот поступал в систему, и давление в системе восстанавливалось до нормального. Температуру масляной бани установили равной приблизительно 145°С, колбу поместили в масляную баню и начали вращение испарителя. При оставленном открытым продувочном клапане испарителя в течение примерно 40 минут осуществляли перемешивание вращением и нагревали при нормальном давлении, после чего жидкая смесь закипела, следовательно, началась дистилляция содержащего воду 3-метил-1-бутанола. Такое состояние поддерживали в течение 7 часов, затем продувочный клапан закрыли и постепенно снизили давление в системе, избыточный 3-метил-1-бутанол отогнали при давлении в системе от 74 до 35 кПа. Когда дистиллят перестал отделяться, колбу вынули из масляной бани. Реакционная жидкость была прозрачной. После вынимания колбы из масляной бани продувочный клапан постепенно открыли для восстановления давления в системе до нормального. В колбе образовалось 880 г реакционной жидкости. По результатам 119Sn-, 1Н- и 13С-ЯМР анализа продукт 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксан был получен с выходом 99% относительно оксида дибутилолова. Следуя той же методике, получили 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксан, предназначенный для использования на стадии В. Стадия В: Производство карбоната с помощью устройства непрерывного действия Производство карбоната осуществляли с использованием устройства непрерывного действия, показанного на фиг.6. Жидкую смесь 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксана, полученного на стадии А, и 3-метил-1-бутанола (концентрация дистанноксана приблизительно 33% вес.) подавали с расходом приблизительно 13384 г/ч по транспортному трубопроводу 4 в реактор колонного типа 120 с внутренним диаметром 151 мм и эффективной длиной 5040 мм, заполненный металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария), а 3-метил-1-бутанол (производства Kuraray Co., Ltd., Япония), очищенный в дистилляционной колонне 110, подавали в реактор колонного типа 120 с расходом 14953 г/ч по транспортному трубопроводу 2. Температуру жидкости в реакторе поддерживали равной 140°С при помощи нагревателя и ребойлера 121, давление поддерживали равным приблизительно 23 кПа (изб.) при помощи клапана регулирования давления. Время пребывания в реакторе составляло приблизительно 17 мин. Около 14950 г/ч содержащего воду 3-метил-1-бутанола из верхней части реактора по транспортному трубопроводу 6 и 825 г/ч 3-метил-1-бутанола (производства Kuraray Co., Ltd., Япония) по подводящему трубопроводу 1 подавали в дистилляционную колонну 110, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 111 и конденсатором 112, в которой осуществляли очистку путем дистилляции. Дистиллят из верхней части дистилляционной колонны 110 с высокой концентрацией воды конденсировали в конденсаторе 112 и отводили по отводящему трубопроводу 3. Очищенный 3-метил-1-бутанол отводили по транспортному трубопроводу 2 из нижней части дистилляционной колонны 110. Состав на основе алкоксида алкилолова, содержащий дибутил-бис(3-метилбутилокси)олово и 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксан, выводили из нижней части реактора колонного типа 120 и подавали в тонкопленочный испаритель 130 (производства Kobelco Eco-Solutions Co., Ltd., Япония) по транспортному трубопроводу 5. 3-метил-1-бутанол выпаривали в тонкопленочном испарителе 130 и возвращали в реактор колонного типа 120 через конденсатор 132 по транспортному трубопроводу 8 и транспортному трубопроводу 4. Состав на основе алкоксида алкилолова получали из нижней части тонкопленочного испарителя 130, который содержал приблизительно 74% вес. дибутил-бис(3-метилбутилокси)олова и приблизительно 25% вес. 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксана. Этот состав охлаждали до приблизительно 50°С в холодильнике 131 и подавали по транспортному трубопроводу 7 в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода с расходом приблизительно 5130 г/ч. Реактор колонного типа 240 с внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой, как показано на фиг.7, использовали в качестве устройства 140 для производства комплекса с диоксидом углерода. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали с расходом приблизительно 764 г/ч по подводящему трубопроводу 13 и транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 240. Давление в колонне регулировали на уровне 0,45 МПа (изб). Температуру реакции в реакторе колонного типа 240 поддерживали равной приблизительно 60°С, и получали смесь, содержащую комплекс с диоксидом углерода. Полученный комплекс с диоксидом углерода был жидким и был пригоден для транспорта по транспортному трубопроводу 10 без каких-либо затруднений, таких как закупорка трубопровода. Кроме того, потока газа по линии продувки 12 заметно не было, так как поданные диоксид углерода и алкоксиды алкилолова превращались в смесь, содержащую комплекс с диоксидом углерода. Была отобрана проба смеси для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=1,31 и у=1,72. Эту смесь транспортировали по транспортному трубопроводу 10 при температуре 50°С и давлении 0,5 МПа (изб.) и дополнительно подавали вспомогательным насосом 141 по транспортному трубопроводу 11 с расходом приблизительно 5894 г/ч в автоклав 150, оборудованный мешалкой. В этот автоклав по подводящему трубопроводу 14 подавали диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) с расходом приблизительно 210 г/ч, давление в автоклаве поддерживали на уровне 4 МПа (изб.) Температуру в автоклаве установили равной 120°С, время пребывания – приблизительно 5 часов, при этих условиях получали содержащую бис(3-метилбутил)карбонат реакционную жидкость, включающую неиспользованный диоксид углерода. Эту реакционную жидкость по транспортному трубопроводу 15 через регулировочный клапан подавали в тонкопленочный испаритель 160 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 120°С, а давление приблизительно 13 кПа. Неиспользованный диоксид углерода отделяли и отводили по транспортному трубопроводу 17. После этого отделенную содержащую бис(3-метилбутил)карбонат реакционную жидкость подавали по транспортному трубопроводу 16 с расходом приблизительно 5332 г/ч в тонкопленочный испаритель 170 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 142°С, а давление приблизительно 0,5 кПа, и получали дистиллят, содержащий бис(3-метилбутил)карбонат. Дистиллят, содержащий бис(3-метилбутил)карбонат, подавали с расходом приблизительно 950 г/ч через конденсатор 172 по транспортному трубопроводу 19 в дистилляционную колонну 180, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 181 и конденсатором 182, где осуществляли очистку дистилляцией с получением 99% вес. бис(3-метилбутил)карбоната, отводимого по отводящему трубопроводу 20 с расходом 944 г/ч. Пример 19 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксан получили, следуя той же методике, что и на стадии А примера 18, затем на следующей стадии осуществили производство карбоната. Производство карбоната осуществляли с использованием устройства непрерывного действия, показанного на фиг.6. Жидкую смесь 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксана и 3-метил-1-бутанола (концентрация дистанноксана приблизительно 33% вес.) подавали с расходом приблизительно 13384 г/ч по транспортному трубопроводу 4 в реактор колонного типа 120 с внутренним диаметром 151 мм и эффективной длиной 5040 мм, заполненный металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария), а 3-метил-1-бутанол (производства Kuraray Co., Ltd., Япония), очищенный в дистилляционной колонне 110, подавали в реактор колонного типа 120 с расходом 14953 г/ч по транспортному трубопроводу 2. Температуру жидкости в реакторе поддерживали равной 140°С при помощи нагревателя и ребойлера 121, давление поддерживали равным приблизительно 22 кПа (изб.) при помощи клапана регулирования давления. Время пребывания в реакторе составляло приблизительно 17 мин. Около 14950 г/ч содержащего воду 3-метил-1-бутанола из верхней части реактора по транспортному трубопроводу 6 и 825 г/ч 3-метил-1-бутанола (производства Kuraray Co., Ltd., Япония) по подводящему трубопроводу 1 подавали в дистилляционную колонну 110, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 111 и конденсатором 112, в которой осуществляли очистку путем дистилляции. Дистиллят из верхней части дистилляционной колонны 110 с высокой концентрацией воды конденсировали в конденсаторе 112 и отводили по отводящему трубопроводу 3. Очищенный 3-метил-1-бутанол отводили по транспортному трубопроводу 2 из нижней части дистилляционной колонны 110. Состав на основе алкоксида алкилолова, содержащий дибутил-бис(3-метилбутилокси)олово и 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксан, выводили из нижней части реактора колонного типа 120 и подавали в тонкопленочный испаритель 130 (производства Kobelco Eco-Solutions Co., Ltd., Япония) по транспортному трубопроводу 5. 3-метил-1-бутанол выпаривали в тонкопленочном испарителе 130 и возвращали в реактор колонного типа 120 через конденсатор 132 по транспортному трубопроводу 8 и транспортному трубопроводу 4. Состав на основе алкоксида алкилолова получали из нижней части тонкопленочного испарителя 130, который содержал приблизительно 74% вес. дибутил-бис(3-метилбутилокси)олова и приблизительно 25% вес. 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксана. Этот состав охлаждали до приблизительно 50°С в холодильнике 131 и подавали по транспортному трубопроводу 7 в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода с расходом приблизительно 5130 г/ч. Реактор колонного типа 240 с внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой, как показано на фиг.7, использовали в качестве устройства 140 для производства комплекса с диоксидом углерода. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали с расходом приблизительно 764 г/ч по подводящему трубопроводу 13 и транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 240. Давление в колонне регулировали на уровне 0,45 МПа (изб.) Температуру реакции в реакторе колонного типа 240 поддерживали равной приблизительно 60°С, и получали смесь, содержащую комплекс с диоксидом углерода. Полученный комплекс с диоксидом углерода был жидким и был пригоден для транспорта по транспортному трубопроводу 10 без каких-либо затруднений, таких как закупорка трубопровода. Кроме того, потока газа по линии продувки 12 заметно не было, так как поданные диоксид углерода и алкоксиды алкилолова превращались в смесь, содержащую комплекс с диоксидом углерода. Эту смесь транспортировали по транспортному трубопроводу 10 с расходом приблизительно 5894 г/ч в автоклав 150, оборудованный мешалкой. В этот автоклав по подводящему трубопроводу 14 подавали диоксид углерода с расходом приблизительно 210 г/ч, давление в автоклаве поддерживали на уровне 4 МПа (изб.) Температуру в автоклаве установили равной 120°С, время пребывания – приблизительно 5 часов, при этих условиях получали содержащую бис(3-метилбутил)карбонат реакционную жидкость, включающую неиспользованный диоксид углерода. Эту реакционную жидкость по транспортному трубопроводу 15 через регулировочный клапан подавали в тонкопленочный испаритель 160 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 120°С, а давление приблизительно 13 кПа. Неиспользованный диоксид углерода отделяли в виде газа и рециркулировали в устройство для производства комплекса с диоксидом углерода 140 через холодильник 162, транспортный трубопровод 17, компрессор 163 и транспортный трубопровод 9. В то же время, количество диоксида углерода, подаваемое по подводящему трубопроводу 13, постепенно уменьшали и в стационарном состоянии подача диоксида углерода по подводящему трубопроводу 13 была прекращена, неиспользованный диоксид углерода отводили по транспортному трубопроводу 17 с расходом приблизительно 764 г/ч. Полученная смесь, содержащая комплекс с диоксидом углерода, как и в примере 18, была жидкой и пригодной для транспорта по транспортному трубопроводу 10 при температуре 50°С и давлении 0,5 МПа (изб.) без каких-либо затруднений, как, например, закупорка трубопровода. Кроме того, потока газа по линии продувки 12 заметно не было, то есть, рециркулированный неиспользованный диоксид углерода извлекался в форме смеси, содержащей комплекс с диоксидом углерода. Была отобрана проба этой смеси для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=1,32 и у=1,72. Пример 20 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксан получили, следуя той же методике, что и на стадии А примера 18, затем на следующей стадии осуществили производство карбоната. Производство карбоната осуществляли с использованием устройства непрерывного действия, показанного на фиг.6. Жидкую смесь 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксана и 3-метил-1-бутанола (концентрация дистанноксана приблизительно 33% вес.) подавали с расходом приблизительно 13384 г/ч по транспортному трубопроводу 4 в реактор колонного типа 120 с внутренним диаметром 151 мм и эффективной длиной 5040 мм, заполненный металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария), а 3-метил-1-бутанол (производства Kuraray Co., Ltd., Япония), очищенный в дистилляционной колонне 110, подавали в реактор колонного типа 120 с расходом 14953 г/ч по транспортному трубопроводу 2. Температуру жидкости в реакторе поддерживали равной 140°С при помощи нагревателя и ребойлера 121, давление поддерживали равным приблизительно 23 кПа (изб.) при помощи клапана регулирования давления. Время пребывания в реакторе составляло приблизительно 17 мин. Около 14950 г/ч содержащего воду 3-метил-1-бутанола из верхней части реактора по транспортному трубопроводу 6 и 825 г/ч 3-метил-1-бутанола (производства Kuraray Co., Ltd., Япония) по подводящему трубопроводу 1 подавали в дистилляционную колонну 110, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 111 и конденсатором 112, в которой осуществляли очистку путем дистилляции. Дистиллят из верхней части дистилляционной колонны 110 с высокой концентрацией воды конденсировали в конденсаторе 112 и отводили по отводящему трубопроводу 3. Очищенный 3-метил-1-бутанол отводили по транспортному трубопроводу 2 из нижней части дистилляционной колонны 110. Состав на основе алкоксида алкилолова, содержащий дибутил-бис(3-метилбутилокси)олово и 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксан, выводили из нижней части реактора колонного типа 120 и подавали в тонкопленочный испаритель 130 (производства Kobelco Eco-Solutions Co., Ltd., Япония) по транспортному трубопроводу 5. 3-метил-1-бутанол выпаривали в тонкопленочном испарителе 130 и возвращали в реактор колонного типа 120 через конденсатор 132 по транспортному трубопроводу 8 и транспортному трубопроводу 4. Состав на основе алкоксида алкилолова получали из нижней части тонкопленочного испарителя 130, который содержал приблизительно 74% вес. дибутил-бис(3-метилбутилокси)олова и приблизительно 25% вес. 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксана. Этот состав охлаждали до приблизительно 50°С в холодильнике 131 и подавали по транспортному трубопроводу 7 в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода с расходом приблизительно 5130 г/ч. Реактор колонного типа 240 с внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой, как показано на фиг.7, использовали в качестве устройства 140 для производства комплекса с диоксидом углерода. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали с расходом приблизительно 764 г/ч по подводящему трубопроводу 13 и транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 240. Давление в колонне регулировали на уровне 0,45 МПа (изб.) Температуру реакции в реакторе колонного типа 240 поддерживали равной приблизительно 60°С, и получали смесь, содержащую комплекс с диоксидом углерода. Полученный комплекс с диоксидом углерода был жидким и был пригоден для транспорта по транспортному трубопроводу 10 без каких-либо затруднений, таких как закупорка трубопровода. Кроме того, потока газа по линии продувки 12 заметно не было, так как поданные диоксид углерода и алкоксиды алкилолова превращались в смесь, содержащую комплекс с диоксидом углерода. Эту смесь транспортировали по транспортному трубопроводу 10 с расходом приблизительно 5894 г/ч в автоклав 150, оборудованный мешалкой. В этот автоклав по подводящему трубопроводу 14 подавали диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) с расходом приблизительно 212 г/ч, давление в автоклаве поддерживали на уровне 4 МПа (изб.) Температуру в автоклаве установили равной 120°С, время пребывания – приблизительно 5 часов, при этих условиях получали содержащую бис(3-метилбутил)карбонат реакционную жидкость, включающую неиспользованный диоксид углерода. Эту реакционную жидкость по транспортному трубопроводу 15 через регулировочный клапан подавали в тонкопленочный испаритель 160 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 120°С, а давление приблизительно 13 кПа. Неиспользованный диоксид углерода отделяли в виде газа и рециркулировали в устройство для производства комплекса с диоксидом углерода 140 через холодильник 162, транспортный трубопровод 17, компрессор 163 и транспортный трубопровод 9. В то же время, количество диоксида углерода, подаваемое по подводящему трубопроводу 13, постепенно уменьшали и в стационарном состоянии подача диоксида углерода по подводящему трубопроводу 13 была прекращена, подача диоксида углерода осуществлялась только по подводящему трубопроводу 14, неиспользованный диоксид углерода отводили по транспортному трубопроводу 17 с расходом приблизительно 764 г/ч. Полученная смесь, содержащая комплекс с диоксидом углерода, как и в примере 18, была жидкой, ее транспортировали по транспортному трубопроводу 10 при температуре 60°С и давлении 0,45 МПа (изб.), при этом было возможно осуществлять транспортировку без каких-либо затруднений, как, например, закупорка трубопровода. Кроме того, потока газа по линии продувки 12 заметно не было, то есть, рециркулированный неиспользованный диоксид углерода извлекался в форме смеси, содержащей комплекс с диоксидом углерода. Была отобрана проба этой смеси для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=1,33 и у=1,71. Содержащую бис(3-метилбутил)карбонат реакционную жидкость, отделенную в тонкопленочном испарителе 160, по транспортному трубопроводу 16 подавали с расходом приблизительно 5332 г/ч в тонкопленочный испаритель 170 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 142°С, а давление приблизительно 0,5 кПа, и получали дистиллят, содержащий бис(3-метилбутил)карбонат. Этот дистиллят подавали с расходом приблизительно 950 г/ч через конденсатор 172 по транспортному трубопроводу 19 в дистилляционную колонну 180, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 181 и конденсатором 182, где осуществляли очистку дистилляцией с получением 99% вес. бис(3-метилбутил)карбоната, отводимого по отводящему трубопроводу 20 с расходом 944 г/ч. Количество диоксида углерода, потребляемого на производство карбоната, составило 210 г/ч при подаче диоксида углерода 212 г/ч, следовательно, коэффициент использования диоксида углерода составил 99%, то есть, путем рециркулирования диоксида углерода, отделенного в тонкопленочном испарителе 160, можно достичь высокой степени использования диоксида углерода. Пример 21 Стадия А: Производство тетраалкилдиалкоксидистанноксана 700 г (1,94 моль) оксида диоктилолова (производства Sankyo Organic Chemicals Co., Ltd., Япония) и 1700 г (19,3 моль) 3-метил-1-бутанола (производства Kuraray Co., Ltd., Япония) поместили в колбу объемом 3000 мл. Колбу со смесью, представлявшей собой суспензию белого цвета, соединили с испарителем (R-144 производства Sibata, Япония), снабженным масляной баней с терморегулятором (ОВН-24 производства Masuda Corporation, Япония), вакуумным насосом (G-50A производства Ulvac, Япония) и соединенным с вакуум-регулятором (VC-10S производства Okano Works Ltd., Япония). Выходное отверстие продувочного клапана испарителя было соединено с трубопроводом для газообразного азота нормального давления. Продувочный клапан испарителя был закрыт, давление в системе понижено, затем продувочный клапан постепенно открывали так, чтобы азот поступал в систему, и давление в системе восстанавливалось до нормального. Температуру масляной бани установили равной приблизительно 143°С, колбу поместили в масляную баню и начали вращение испарителя. При оставленном открытым продувочном клапане испарителя в течение примерно 40 минут осуществляли перемешивание вращением при нормальном давлении, после чего жидкая смесь закипела, следовательно, началась отгонка низкокипящего компонента. Такое состояние поддерживали в течение 7 часов, затем продувочный клапан закрыли и постепенно снизили давление в системе, остаточный низкокипящий компонент отогнали при давлении в системе от 76 до 32 кПа. Когда низкокипящий компонент перестал отделяться, колбу вынули из масляной бани. Реакционная жидкость была прозрачной. После вынимания колбы из масляной бани продувочный клапан постепенно открыли для восстановления давления в системе до нормального. В колбе образовалось 864 г реакционной жидкости. По результатам 119Sn-, 1Н- и 13С-ЯМР анализа продукт 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан был получен с выходом 99% относительно оксида диоктилолова. Следуя той же методике, получили 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан, предназначенный для использования на стадии В. Стадия В: Производство карбоната с помощью устройства непрерывного действия Производство карбоната осуществляли с использованием устройства непрерывного действия, показанного на фиг.6. Жидкую смесь 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана и 3-метил-1-бутанола (концентрация дистанноксана приблизительно 40% вес.) подавали с расходом приблизительно 14883 г/ч по транспортному трубопроводу 4 в реактор колонного типа 120 с внутренним диаметром 151 мм и эффективной длиной 5040 мм, заполненный металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария), а 3-метил-1-бутанол (производства Kuraray Co., Ltd., Япония), очищенный в дистилляционной колонне 110, подавали в реактор колонного типа 120 с расходом 14953 г/ч по транспортному трубопроводу 2. Температуру жидкости в реакторе поддерживали равной 140°С при помощи нагревателя и ребойлера 121, давление поддерживали равным приблизительно 23 кПа (изб.) при помощи клапана регулирования давления. Время пребывания в реакторе составляло приблизительно 17 мин. Около 14950 г/ч содержащего воду 3-метил-1-бутанола из верхней части реактора по транспортному трубопроводу 6 и 825 г/ч 3-метил-1-бутанола (производства Kuraray Co., Ltd., Япония) по подводящему трубопроводу 1 подавали в дистилляционную колонну 110, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 111 и конденсатором 112, в которой осуществляли очистку путем дистилляции. Дистиллят из верхней части дистилляционной колонны 110 с высокой концентрацией воды конденсировали в конденсаторе 112 и отводили по отводящему трубопроводу 3. Очищенный 3-метил-1-бутанол отводили по транспортному трубопроводу 2 из нижней части дистилляционной колонны 110. Состав на основе алкоксида алкилолова, содержащий диоктил-бис(3-метилбутилокси)олово и 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан, выводили из нижней части реактора колонного типа 120 и подавали в тонкопленочный испаритель 130 (производства Kobelco Eco-Solutions Co., Ltd., Япония) по транспортному трубопроводу 5. 3-метил-1-бутанол выпаривали в тонкопленочном испарителе 130 и возвращали в реактор колонного типа 120 через конденсатор 132 по транспортному трубопроводу 8 и транспортному трубопроводу 4. Состав на основе алкоксида алкилолова получали из нижней части тонкопленочного испарителя 130, который содержал приблизительно 73% вес. диоктил-бис(3-метилбутилокси)олова и приблизительно 26% вес. 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана. Этот состав охлаждали до приблизительно 50°С в холодильнике 131 и подавали по транспортному трубопроводу 7 в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода с расходом приблизительно 6630 г/ч. Реактор колонного типа 240 с внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой, как показано на фиг.7, использовали в качестве устройства 140 для производства комплекса с диоксидом углерода. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали с расходом приблизительно 764 г/ч по подводящему трубопроводу 13 и транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 240. Давление в колонне регулировали на уровне 0,45 МПа (изб.) Температуру реакции в реакторе колонного типа 240 поддерживали равной приблизительно 60°С, и получали смесь, содержащую комплекс с диоксидом углерода. Полученная смесь, содержащая комплекс с диоксидом углерода, была жидкой и была пригодна для транспорта по транспортному трубопроводу 10 без каких-либо затруднений, таких как закупорка трубопровода. Кроме того, потока газа по линии продувки 12 заметно не было, так как поданные диоксид углерода и состав на основе алкоксида алкилолова превращались в смесь, содержащую комплекс с диоксидом углерода. Этот комплекс с диоксидом углерода транспортировали по транспортному трубопроводу 10 при температуре 60°С и давлении 0,45 МПа (изб.) и дополнительно подавали вспомогательным насосом 141 по транспортному трубопроводу 11 с расходом приблизительно 7394 г/ч в автоклав 150, оборудованный мешалкой. В этот автоклав по подводящему трубопроводу 14 подавали диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) с расходом приблизительно 210 г/ч, давление в автоклаве поддерживали на уровне 4 МПа (изб.) Температуру в автоклаве установили равной 120°С, время пребывания – приблизительно 6 часов, при этих условиях получали содержащую бис(3-метилбутил)карбонат реакционную жидкость, включающую неиспользованный диоксид углерода. Эту реакционную жидкость по транспортному трубопроводу 15 через регулировочный клапан подавали в тонкопленочный испаритель 160 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 120°С, а давление приблизительно 13 кПа. Неиспользованный диоксид углерода отделяли в газообразной форме и рециркулировали в устройство для производства комплекса с диоксидом углерода 140 через холодильник 162, транспортный трубопровод 17, компрессор 163 и транспортный трубопровод 9 и осуществляли его реакцию с составом на основе алкоксида алкилолова, подаваемым по транспортному трубопроводу 7, с получением смеси, содержащей комплекс с диоксидом углерода. В то же время, количество диоксида углерода, подаваемое по подводящему трубопроводу 13, постепенно уменьшали и в стационарном состоянии подача диоксида углерода по подводящему трубопроводу 13 была прекращена, диоксид углерода подавали только по подводящему трубопроводу 14, неиспользованный диоксид углерода отводили по транспортному трубопроводу 17 с расходом приблизительно 764 г/ч. Полученная смесь, содержащая комплекс с диоксидом углерода, была жидкой и пригодной для транспорта по транспортному трубопроводу 10 без каких-либо затруднений, как, например, закупорка трубопровода. Кроме того, потока газа по линии продувки 12 заметно не было, то есть, поданный неиспользованный диоксид углерода извлекался в форме комплекса с диоксидом углерода. Была отобрана проба этого комплекса с диоксидом углерода, для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=1,33 и у=1,71. Содержащую бис(3-метилбутил)карбонат реакционную жидкость, отделенную в тонкопленочном испарителе 160, по транспортному трубопроводу 16 подавали с расходом приблизительно 6840 г/ч в тонкопленочный испаритель 170 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 142°С, а давление приблизительно 0,5 кПа, и получали дистиллят, содержащий бис(3-метилбутил)карбонат. Этот дистиллят подавали с расходом приблизительно 950 г/ч через конденсатор 172 по транспортному трубопроводу 19 в дистилляционную колонну 180, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 181 и конденсатором 182, где осуществляли очистку дистилляцией с получением 99% вес. бис(3-метилбутил)карбоната, отводимого по отводящему трубопроводу 20 с расходом 944 г/ч. Пример 22 Стадия А: Производство тетраалкилдиалкоксидистанноксана 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан получили, следуя той же методике, что и на стадии А примера 21, затем на следующей стадии осуществили производство карбоната. Стадия В: Производство карбоната с помощью устройства непрерывного действия Производство карбоната осуществляли с использованием устройства непрерывного действия, показанного на фиг.6. Жидкую смесь 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана и 3-метил-1-бутанола (концентрация дистанноксана приблизительно 40% вес.) подавали с расходом приблизительно 14883 г/ч по транспортному трубопроводу 4 в реактор колонного типа 120 с внутренним диаметром 151 мм и эффективной длиной 5040 мм, заполненный металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария), а 3-метил-1-бутанол (производства Kuraray Co., Ltd., Япония), очищенный в дистилляционной колонне 110, подавали в реактор колонного типа 120 с расходом 14953 г/ч по транспортному трубопроводу 2. Температуру жидкости в реакторе поддерживали равной 140°С при помощи нагревателя и ребойлера 121, давление поддерживали равным приблизительно 23 кПа (изб.) при помощи клапана регулирования давления. Время пребывания в реакторе составляло приблизительно 17 мин. Около 14950 г/ч содержащего воду 3-метил-1-бутанола из верхней части реактора по транспортному трубопроводу 6 и 825 г/ч 3-метил-1-бутанола (производства Kuraray Co., Ltd., Япония) по подводящему трубопроводу 1 подавали в дистилляционную колонну 110, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 111 и конденсатором 112, в которой осуществляли очистку путем дистилляции. Дистиллят из верхней части дистилляционной колонны 110 с высокой концентрацией воды конденсировали в конденсаторе 112 и отводили по отводящему трубопроводу 3. Очищенный 3-метил-1-бутанол отводили по транспортному трубопроводу 2 из нижней части дистилляционной колонны 110. Состав на основе алкоксида алкилолова, содержащий диоктил-бис(3-метилбутилокси)олово и 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан, выводили из нижней части реактора колонного типа 120 и подавали в тонкопленочный испаритель 130 (производства Kobelco Eco-Solutions Co., Ltd., Япония) по транспортному трубопроводу 5. 3-метил-1-бутанол выпаривали в тонкопленочном испарителе 130 и возвращали в реактор колонного типа 120 через конденсатор 132 по транспортному трубопроводу 8 и транспортному трубопроводу 4. Состав на основе алкоксида алкилолова получали из нижней части тонкопленочного испарителя 130, который содержал приблизительно 73% вес. диоктил-бис(3-метилбутилокси)олова и приблизительно 26% вес. 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана. Этот состав охлаждали до приблизительно 70°С в холодильнике 131 и подавали по транспортному трубопроводу 7 с расходом приблизительно 6630 г/ч в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода внутренним диаметром 53,5 мм, имеющего эффективную длину 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненного насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженного охлаждающей рубашкой. Реактор колонного типа 240 с внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой, как показано на фиг.7, использовали в качестве устройства 140 для производства комплекса с диоксидом углерода. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали с расходом приблизительно 764 г/ч по подводящему трубопроводу 13 и транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 240. Давление в колонне регулировали на уровне 1,0 МПа (изб.) Температуру реакции в реакторе колонного типа 240 поддерживали равной приблизительно 80°С, и получали смесь, содержащую комплекс с диоксидом углерода. Полученная смесь, содержащая комплекс с диоксидом углерода, была жидкой и была пригодна для транспорта по транспортному трубопроводу 10 без каких-либо затруднений, таких как закупорка трубопровода. Кроме того, потока газа по линии продувки 12 заметно не было, так как поданные диоксид углерода и состав на основе алкоксида алкилолова превращались в смесь, содержащую комплекс с диоксидом углерода. Этот комплекс с диоксидом углерода транспортировали по транспортному трубопроводу 10 при температуре 80°С и давлении 1,0 МПа (изб.) и дополнительно подавали вспомогательным насосом 141 по транспортному трубопроводу 11 с расходом приблизительно 7394 г/ч в автоклав 150, снабженный мешалкой. В этот автоклав по подводящему трубопроводу 14 подавали диоксид углерода с расходом приблизительно 210 г/ч, давление в автоклаве 150 поддерживали на уровне 4 МПа (изб.) Температуру в автоклаве установили равной 120°С, время пребывания – приблизительно 6 часов, при этих условиях получали содержащую бис(3-метилбутил)карбонат реакционную жидкость, включающую неиспользованный диоксид углерода. Эту реакционную жидкость по транспортному трубопроводу 15 через регулировочный клапан подавали в тонкопленочный испаритель 160 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 120°С, а давление приблизительно 13 кПа. Неиспользованный диоксид углерода отделяли в газообразной форме и рециркулировали в устройство для производства комплекса с диоксидом углерода 140 через холодильник 162, транспортный трубопровод 17, компрессор 163 и транспортный трубопровод 9 и осуществляли его реакцию с составом на основе алкоксида алкилолова, подаваемым по транспортному трубопроводу 7, с получением смеси, содержащей комплекс с диоксидом углерода. В то же время, количество диоксида углерода, подаваемое по подводящему трубопроводу 13, постепенно уменьшали и в стационарном состоянии подача диоксида углерода по подводящему трубопроводу 13 была прекращена, диоксид углерода подавали только по подводящему трубопроводу 14, а неиспользованный диоксид углерода отводили по транспортному трубопроводу 17 с расходом приблизительно 764 г/ч. Полученная смесь, содержащая комплекс с диоксидом углерода, была жидкой и пригодной для транспорта по транспортному трубопроводу 10 без каких-либо затруднений, как, например, закупорка трубопровода. Кроме того, потока газа по линии продувки 12 заметно не было, то есть, поданный неиспользованный диоксид углерода извлекался в форме комплекса с диоксидом углерода. Была отобрана проба этого комплекса с диоксидом углерода для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=1,33 и у=1,71. Содержащую бис(3-метилбутил)карбонат реакционную жидкость, отделенную в тонкопленочном испарителе 160, по транспортному трубопроводу 16 подавали с расходом приблизительно 5332 г/ч в тонкопленочный испаритель 170 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 142°С, а давление приблизительно 0,5 кПа, и получали дистиллят, содержащий бис(3-метилбутил)карбонат. Этот дистиллят подавали с расходом приблизительно 950 г/ч через конденсатор 172 по транспортному трубопроводу 19 в дистилляционную колонну 180, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 181 и конденсатором 182, где осуществляли очистку дистилляцией с получением 99% вес. бис(3-метилбутил)карбоната, отводимого по отводящему трубопроводу 20 с расходом 944 г/ч. Пример 23 Стадия А: Производство тетраалкилдиалкоксидистанноксана 692 г (2,78 моль) оксида дибутилолова (производства Sankyo Organic Chemicals Co., Ltd., Япония) и 2000 г (27 моль) 1-бутанола (производства Wako, Япония) поместили в колбу объемом 3000 мл. Колбу со смесью, представлявшей собой белую суспензию, соединили с испарителем (R-144 производства Sibata, Япония), снабженным масляной баней с терморегулятором (ОВН-24 производства Masuda Corporation, Япония), вакуумным насосом (G-50A производства Ulvac, Япония) и соединенным с вакуум-регулятором (VC-10S производства Okano Works Ltd., Япония). Выходное отверстие продувочного клапана испарителя было соединено с трубопроводом для газообразного азота нормального давления. Продувочный клапан испарителя был закрыт, давление в системе понижено, затем продувочный клапан постепенно открывали так, чтобы азот поступал в систему, и давление в системе восстанавливалось до нормального. Температуру масляной бани установили равной приблизительно 126°С, колбу поместили в масляную баню и начали вращение испарителя. При оставленном открытым продувочном клапане испарителя в течение примерно 30 минут осуществляли перемешивание вращением при нормальном давлении, после чего жидкая смесь закипела, следовательно, началась дистилляция низкокипящего компонента. Такое состояние поддерживали в течение 8 часов, затем продувочный клапан закрыли и постепенно снизили давление в системе, оставшийся низкокипящий компонент отогнали при давлении в системе от 76 до 54 кПа. Когда низкокипящий компонент перестал отделяться, колбу вынули из масляной бани. Реакционная жидкость была прозрачной. После вынимания колбы из масляной бани продувочный клапан постепенно открыли для восстановления давления в системе до нормального. В колбе образовалось 952 г реакционной жидкости. По результатам 119Sn-, 1Н- и 13С-ЯМР анализа продукт 1,1,3,3-тетрабутил-1,3-ди(бутилокси)дистанноксан был получен с выходом 99% относительно оксида дибутилолова. Следуя той же методике, получили 1,1,3,3-тетрабутил-1,3-ди(бутилокси)дистанноксан, предназначенный для использования на стадии В. Стадия В: Производство карбоната с помощью устройства непрерывного действия Производство карбоната осуществляли с использованием устройства непрерывного действия, показанного на фиг.6. Жидкую смесь 1,1,3,3-тетрабутил-1,3-ди(бутилокси)дистанноксана и 1-бутанола (концентрация дистанноксана приблизительно 22% вес.) подавали с расходом приблизительно 19350 г/ч по транспортному трубопроводу 4 в реактор колонного типа 120 с внутренним диаметром 151 мм и эффективной длиной 5040 мм, заполненный насадкой Mellapak 750Y (производства Sulzer Chemtech Ltd., Швейцария), а 1-бутанол (производства Wako Pure Chemical Industries, Ltd., Япония), очищенный в дистилляционной колонне 110, подавали в реактор колонного типа 120 с расходом 24716 г/ч по транспортному трубопроводу 2. Температуру жидкости в реакторе поддерживали равной 140°С при помощи нагревателя и ребойлера 121, давление поддерживали равным приблизительно 96 кПа (изб.) при помощи клапана регулирования давления. Время пребывания в реакторе составляло приблизительно 17 мин. Около 24700 г/ч содержащего воду 1-бутанола из верхней части реактора по транспортному трубопроводу 6 и приблизительно 824 г/ч 1-бутанола (производства Wako Pure Chemical Industries, Ltd., Япония) по подводящему трубопроводу 1 подавали в дистилляционную колонну 110, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 111 и конденсатором 112, в которой осуществляли очистку путем дистилляции. Дистиллят из верхней части дистилляционной колонны 110 с высокой концентрацией воды конденсировали в конденсаторе 112 и отводили по отводящему трубопроводу 3. Очищенный 1-бутанол отводили по транспортному трубопроводу 2 из нижней части дистилляционной колонны 110. Состав на основе алкоксида алкилолова, содержащий дибутоксид дибутилолова и 1,1,3,3-тетрабутил-1,3-ди(бутилокси)дистанноксан, выводили из нижней части реактора колонного типа 120 и подавали в тонкопленочный испаритель 130 (производства Kobelco Eco-Solutions Co., Ltd., Япония) по транспортному трубопроводу 5. 1-бутанол выпаривали в тонкопленочном испарителе 130 и возвращали в реактор колонного типа 120 через конденсатор 132 по транспортному трубопроводу 8 и транспортному трубопроводу 4. Состав на основе алкоксида алкилолова получали из нижней части тонкопленочного испарителя 130, который содержал приблизительно 74% вес. дибутоксида дибутилолова и приблизительно 24% вес. 1,1,3,3-тетрабутил-1,3-ди(бутилокси)дистанноксана. Этот состав охлаждали до приблизительно 50°С в холодильнике 131 и подавали по транспортному трубопроводу 7 с расходом приблизительно 4812 г/ч в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода. Реактор колонного типа 240 с утренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой, как показано на фиг.7, использовали в качестве устройства 140 для производства комплекса с диоксидом углерода. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали с расходом приблизительно 764 г/ч по подводящему трубопроводу 13 и транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 240. Давление в колонне регулировали на уровне 0,45 МПа (изб.) Температуру реакции в реакторе колонного типа 240 поддерживали равной приблизительно 60°С, и получали смесь, содержащую комплекс с диоксидом углерода. Полученная смесь, содержащая комплекс с диоксидом углерода, была жидкой и была пригодна для транспорта по транспортному трубопроводу 10 без каких-либо затруднений, таких как закупорка трубопровода. Кроме того, потока газа по линии продувки 12 заметно не было, так как поданные диоксид углерода и состав на основе алкоксида алкилолова превращались в смесь, содержащую комплекс с диоксидом углерода. Этот комплекс с диоксидом углерода транспортировали по транспортному трубопроводу 10 при температуре 60°С и давлении 0,45 МПа (изб.) и дополнительно подавали вспомогательным насосом 141 по транспортному трубопроводу 11 с расходом приблизительно 5576 г/ч в автоклав 150, снабженный мешалкой. В этот автоклав по подводящему трубопроводу 14 подавали диоксид углерода с расходом приблизительно 210 г/ч, давление в автоклаве 150 поддерживали на уровне 4 МПа (изб.) Температуру в автоклаве установили равной 120°С, время пребывания – приблизительно 5 часов, при этих условиях получали содержащую дибутилкарбонат реакционную жидкость, включающую неиспользованный диоксид углерода. Эту реакционную жидкость по транспортному трубопроводу 15 через регулировочный клапан подавали в тонкопленочный испаритель 160 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 120°С, а давление приблизительно 13 кПа. Неиспользованный диоксид углерода отделяли в газообразной форме и рециркулировали в устройство для производства комплекса с диоксидом углерода 140 через холодильник 162, транспортный трубопровод 17, компрессор 163 и транспортный трубопровод 9 и осуществляли его реакцию с составом на основе алкоксида алкилолова, подаваемым по транспортному трубопроводу 7, с получением смеси, содержащей комплекс с диоксидом углерода. В то же время, количество диоксида углерода, подаваемое по подводящему трубопроводу 13, постепенно уменьшали и в стационарном состоянии подача диоксида углерода по подводящему трубопроводу 13 была прекращена, диоксид углерода подавали только по подводящему трубопроводу 14, а неиспользованный диоксид углерода отводили по транспортному трубопроводу 17 с расходом приблизительно 764 г/ч. Полученная смесь, содержащая комплекс с диоксидом углерода, была жидкой и пригодной для транспорта по транспортному трубопроводу 10 без каких-либо затруднений, как, например, закупорка трубопровода. Кроме того, потока газа по линии продувки 12 заметно не было, то есть, поданный неиспользованный диоксид углерода извлекался в форме комплекса с диоксидом углерода. Была отобрана проба этого комплекса с диоксидом углерода, для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=1,34 и у=1,72. Содержащую дибутилкарбонат реакционную жидкость, отделенную в тонкопленочном испарителе 160, по транспортному трубопроводу 16 подавали с расходом приблизительно 5020 г/ч в тонкопленочный испаритель 170 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 140°С, а давление приблизительно 1,4 кПа, и получали дистиллят, содержащий дибутилкарбонат. Этот дистиллят подавали с расходом приблизительно 830 г/ч через конденсатор 172 по транспортному трубопроводу 19 в дистилляционную колонну 180, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 181 и конденсатором 182, где осуществляли очистку дистилляцией с получением 99% вес. дибутилкарбоната, отводимого по отводящему трубопроводу 20 с расходом 813 г/ч. Пример 24 Стадия А: Производство тетраалкилдиалкоксидистанноксана 700 г (1,94 моль) оксида диоктилолова (производства Sankyo Organic Chemicals Co., Ltd., Япония) и 1600 г (15,7 моль) 2-этил-1-бутанола (производства Chisso Corporation, Ltd., Япония) поместили в колбу объемом 3000 мл. Колбу со смесью, представлявшей собой белую суспензию, соединили с испарителем (R-144 производства Sibata, Япония), снабженным масляной баней с терморегулятором (ОВН-24 производства Masuda Corporation, Япония), вакуумным насосом (G-50A производства Ulvac, Япония) и соединенным с вакуум-регулятором (VC-10S производства Okano Works Ltd., Япония). Выходное отверстие продувочного клапана испарителя было соединено с трубопроводом для газообразного азота нормального давления. Продувочный клапан испарителя был закрыт и давление в системе понижено, затем продувочный клапан постепенно открывали так, чтобы азот поступал в систему, и давление в системе восстанавливалось до нормального. Температуру масляной бани установили равной приблизительно 157°С, колбу поместили в масляную баню и начали вращение испарителя. При оставленном открытым продувочном клапане испарителя в течение примерно 40 минут осуществляли перемешивание вращением при нормальном давлении, затем продувочный клапан закрыли, постепенно снизили давление в системе и осуществили отгонку 2-этил-1-бутанола при давлении в системе от 84 до 65 кПа. Такое состояние поддерживали в течение 7 часов, затем давление в системе еще уменьшили и отогнали избыточный 2-этил-1-бутанол. Когда дистиллят перестал отделяться, колбу вынули из масляной бани. Реакционная жидкость была прозрачной. После вынимания колбы из масляной бани продувочный клапан постепенно открыли для восстановления давления в системе до нормального. В колбе образовалось 883 г реакционной жидкости. По результатам 119Sn-, 1Н- и 13С-ЯМР анализа продукт 1,1,3,3-тетраоктил-1,3-бис(2-этилбутилокси)дистанноксан был получен с выходом 99% относительно оксида диоктилолова. Следуя той же методике, получили 1,1,3,3-тетраоктил-1,3-бис(2-этилбутилокси)дистанноксан, предназначенный для использования на стадии В. Стадия В: Производство карбоната с помощью устройства непрерывного действия Производство карбоната осуществляли с использованием устройства непрерывного действия, показанного на фиг.6. Жидкую смесь 1,1,3,3-тетраоктил-1,3-бис(2-этилбутилокси)дистанноксана и 2-этил-1-бутанола (концентрация дистанноксана приблизительно 43% вес.) подавали с расходом приблизительно 14233 г/ч по транспортному трубопроводу 4 в реактор колонного типа 120 с внутренним диаметром 151 мм и эффективной длиной 5040 мм, заполненный металлической сетчатой насадкой СY (производства Sulzer Chemtech Ltd., Швейцария), а 2-этил-1-бутанол (производства Chisso Corporation, Ltd., Япония), очищенный в дистилляционной колонне 110, подавали в реактор колонного типа 120 с расходом 12260 г/ч по транспортному трубопроводу 2. Температуру жидкости в реакторе поддерживали равной 150°С при помощи нагревателя и ребойлера 121, давление поддерживали равным приблизительно -2,0 кПа (изб.) при помощи клапана регулирования давления. Время пребывания в реакторе составляло приблизительно 17 мин. Около 12250 г/ч содержащего воду 2-этил-1-бутанола из верхней части реактора по транспортному трубопроводу 6 и 958 г/ч 2-этил-1-бутанола (производства Chisso Corporation, Ltd., Япония) по подводящему трубопроводу 1 подавали в дистилляционную колонну 110, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 111 и конденсатором 112, в которой осуществляли очистку путем дистилляции. Дистиллят из верхней части дистилляционной колонны 110 с высокой концентрацией воды конденсировали в конденсаторе 112 и отводили по отводящему трубопроводу 3. Очищенный 2-этил-1-бутанол отводили по транспортному трубопроводу 2 из нижней части дистилляционной колонны 110. Состав на основе алкоксида алкилолова, содержащий диоктил-бис(2-этилбутилокси)олово и 1,1,3,3-тетраоктил-1,3-бис(2-этилбутилокси)дистанноксан, выводили из нижней части реактора колонного типа 120 и подавали в тонкопленочный испаритель 130 (производства Kobelco Eco-Solutions Co., Ltd., Япония) по транспортному трубопроводу 5. 2-этил-1-бутанол выпаривали в тонкопленочном испарителе 130 и возвращали в реактор колонного типа 120 через конденсатор 132 по транспортному трубопроводу 8 и транспортному трубопроводу 4. Состав на основе алкоксида алкилолова получали из нижней части тонкопленочного испарителя 130, который содержал приблизительно 74% вес. диоктил-бис(2-этилбутилокси)олова и приблизительно 25% вес. 1,1,3,3-тетраоктил-1,3-бис(2-этилбутилокси)дистанноксана. Этот состав охлаждали до приблизительно 40°С в холодильнике 131 и подавали по транспортному трубопроводу 7 с расходом приблизительно 6945 г/ч в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой. Реактор колонного типа 240 с внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой, как показано на фиг.7, использовали в качестве устройства 140 для производства комплекса с диоксидом углерода. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали с расходом приблизительно 764 г/ч по подводящему трубопроводу 13 и транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 240. Давление в колонне регулировали на уровне 0,3 МПа (изб.) Температуру реакции в реакторе колонного типа 240 поддерживали равной приблизительно 50°С, и получали смесь, содержащую комплекс с диоксидом углерода. Полученная смесь, содержащая комплекс с диоксидом углерода, была жидкой и была пригодна для транспорта по транспортному трубопроводу 10 без каких-либо затруднений, таких как закупорка трубопровода. Кроме того, потока газа по линии продувки 12 заметно не было, так как поданные диоксид углерода и состав на основе алкоксида алкилолова превращались в смесь, содержащую комплекс с диоксидом углерода. Этот комплекс с диоксидом углерода транспортировали по транспортному трубопроводу 10 при температуре 50°С и давлении 0,3 МПа (изб.) и дополнительно подавали вспомогательным насосом 141 по транспортному трубопроводу 11 с расходом приблизительно 7710 г/ч в автоклав 150, снабженный мешалкой. В этот автоклав по подводящему трубопроводу 14 подавали диоксид углерода с расходом приблизительно 210 г/ч, давление в автоклаве 150 поддерживали на уровне 4 МПа (изб.) Температуру в автоклаве установили равной 120°С, время пребывания – приблизительно 4 часа, при этих условиях получали содержащую бис(2-этилбутил)карбонат реакционную жидкость, включающую неиспользованный диоксид углерода. Эту реакционную жидкость по транспортному трубопроводу 15 через регулировочный клапан подавали в тонкопленочный испаритель 160 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 120°С, а давление приблизительно 13 кПа. Неиспользованный диоксид углерода отделяли в газообразной форме и рециркулировали в устройство для производства комплекса с диоксидом углерода 140 через холодильник 162, транспортный трубопровод 17, компрессор 163 и транспортный трубопровод 9 и осуществляли его реакцию с составом на основе алкоксида алкилолова, подаваемым по транспортному трубопроводу 7, с получением смеси, содержащей комплекс с диоксидом углерода. В то же время, количество диоксида углерода, подаваемое по подводящему трубопроводу 13, постепенно уменьшали и в стационарном состоянии подача диоксида углерода по подводящему трубопроводу 13 была прекращена, диоксид углерода подавали только по подводящему трубопроводу 14, а неиспользованный диоксид углерода отводили по транспортному трубопроводу 17 с расходом приблизительно 764 г/ч. Полученная смесь, содержащая комплекс с диоксидом углерода, была жидкой и пригодной для транспорта по транспортному трубопроводу 10 без каких-либо затруднений, как, например, закупорка трубопровода. Кроме того, потока газа по линии продувки 12 заметно не было, то есть, поданный неиспользованный диоксид углерода извлекался в форме комплекса с диоксидом углерода. Была отобрана проба этого комплекса с диоксидом углерода для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=1,38 и у=1,72. Содержащую бис(2-этилбутил)карбонат реакционную жидкость, отделенную в тонкопленочном испарителе 160, по транспортному трубопроводу 16 подавали с расходом приблизительно 6074 г/ч в тонкопленочный испаритель 170 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 150°С, а давление приблизительно 0,3 кПа, и получали дистиллят, содержащий бис(2-этилбутил)карбонат. Этот дистиллят подавали с расходом приблизительно 964 г/ч через конденсатор 172 по транспортному трубопроводу 19 в дистилляционную колонну 180, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 181 и конденсатором 182, где осуществляли очистку дистилляцией с получением 99% вес. бис(2-этилбутил)карбоната, отводимого по отводящему трубопроводу 20 с расходом 956 г/ч. Пример 25 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксан получили, следуя той же методике, что и на стадии А примера 18, затем на следующей стадии осуществили производство карбоната. Производство карбоната осуществляли с использованием устройства непрерывного действия, показанного на фиг.6. Жидкую смесь 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксана и 3-метил-1-бутанола (концентрация дистанноксана приблизительно 33% вес.) подавали с расходом приблизительно 13385 г/ч по транспортному трубопроводу 4 в реактор колонного типа 120 с внутренним диаметром 151 мм и эффективной длиной 5040 мм, заполненный металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария), а 3-метил-1-бутанол (производства Kuraray Co., Ltd., Япония), очищенный в дистилляционной колонне 110, подавали в реактор колонного типа 120 с расходом 14953 г/ч по транспортному трубопроводу 2. Температуру жидкости в реакторе поддерживали равной 140°С при помощи нагревателя и ребойлера 121, давление поддерживали равным приблизительно 23 кПа (изб.) при помощи клапана регулирования давления. Время пребывания в реакторе составляло приблизительно 17 мин. Около 14900 г/ч содержащего воду 3-метил-1-бутанола из верхней части реактора по транспортному трубопроводу 6 и 825 г/ч 3-метил-1-бутанола (производства Kuraray Co., Ltd., Япония) по подводящему трубопроводу 1 подавали в дистилляционную колонну 110, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 111 и конденсатором 112, в которой осуществляли очистку путем дистилляции. Дистиллят из верхней части дистилляционной колонны 110 с высокой концентрацией воды конденсировали в конденсаторе 112 и отводили по отводящему трубопроводу 3. Очищенный 3-метил-1-бутанол отводили по транспортному трубопроводу 2 из нижней части дистилляционной колонны 110. Состав на основе алкоксида алкилолова, содержащий дибутил-бис(3-метилбутилокси)олово и 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксан, выводили из нижней части реактора колонного типа 120 и подавали в тонкопленочный испаритель 130 (производства Kobelco Eco-Solutions Co., Ltd., Япония) по транспортному трубопроводу 5. 3-метил-1-бутанол выпаривали в тонкопленочном испарителе 130 и возвращали в реактор колонного типа 120 через конденсатор 132 по транспортному трубопроводу 8 и транспортному трубопроводу 4. Состав на основе алкоксида алкилолова получали из нижней части тонкопленочного испарителя 130, который содержал приблизительно 74% вес. дибутил-бис(3-метилбутилокси)олова и приблизительно 25% вес. 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксана. Этот состав охлаждали до приблизительно 50°С в холодильнике 131 и подавали по транспортному трубопроводу 7 в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода с расходом приблизительно 5130 г/ч. Реактор колонного типа 240 с внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой, как показано на фиг.7, использовали в качестве устройства 140 для производства комплекса с диоксидом углерода. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали с расходом приблизительно 764 г/ч по подводящему трубопроводу 13 и транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 240. Давление в колонне регулировали на уровне 0,45 МПа (изб.) Температуру реакции в реакторе колонного типа 240 поддерживали равной приблизительно 60°С, и получали смесь, содержащую комплекс с диоксидом углерода. Полученная смесь, содержащая комплекс с диоксидом углерода, была жидкой и пригодной для транспорта по транспортному трубопроводу 10 без каких-либо затруднений, таких как закупорка трубопровода. Кроме того, потока газа по линии продувки 12 заметно не было, так как поданные диоксид углерода и состав на основе алкоксида алкилолова превращались в смесь, содержащую комплекс с диоксидом углерода. Эту смесь транспортировали по транспортному трубопроводу 10 с расходом приблизительно 5894 г/ч в автоклав 150, оборудованный мешалкой. В этот автоклав по подводящему трубопроводу 14 подавали диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) с расходом приблизительно 210 г/ч, давление в автоклаве поддерживали на уровне 4 МПа (изб.) Температуру в автоклаве установили равной 120°С, время пребывания – приблизительно 5 часов, при этих условиях получали содержащую бис(3-метилбутил)карбонат реакционную жидкость, включающую неиспользованный диоксид углерода. Эту реакционную жидкость по транспортному трубопроводу 15 через регулировочный клапан подавали в тонкопленочный испаритель 160 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 120°С, а давление приблизительно 13 кПа. Неиспользованный диоксид углерода отделяли в виде газа и рециркулировали в устройство для производства комплекса с диоксидом углерода 140 через холодильник 162, транспортный трубопровод 17, компрессор 163 и транспортный трубопровод 9. В то же время, количество диоксида углерода, подаваемое по подводящему трубопроводу 13, постепенно уменьшали, и в стационарном состоянии подача диоксида углерода по подводящему трубопроводу 13 была прекращена, неиспользованный диоксид углерода отводили по транспортному трубопроводу 17 с расходом приблизительно 764 г/ч. Полученная смесь, содержащая комплекс с диоксидом углерода, как и в примере 18, была жидкой и пригодной для транспорта по транспортному трубопроводу 10 при температуре 60°С и давлении 0,45 МПа (изб.) без каких-либо затруднений, как, например, закупорка трубопровода. Кроме того, потока газа по линии продувки 12 заметно не было, то есть, рециркулированный неиспользованный диоксид углерода извлекался в форме смеси, содержащей комплекс с диоксидом углерода. Была отобрана проба этой смеси, для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=1,32 и у=1,72. Содержащую бис(3-метилбутил)карбонат реакционную жидкость, отделенную в тонкопленочном испарителе 160, по транспортному трубопроводу 16 подавали с расходом приблизительно 5332 г/ч в тонкопленочный испаритель 170 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 142°С, а давление приблизительно 0,5 кПа, и получали дистиллят, содержащий бис(3-метилбутил)карбонат. Этот дистиллят подавали с расходом приблизительно 950 г/ч через конденсатор 172 по транспортному трубопроводу 19 в дистилляционную колонну 180, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 181 и конденсатором 182, где осуществляли очистку дистилляцией с получением 99% вес. бис(3-метилбутил)карбоната, отводимого по отводящему трубопроводу 20 с расходом 944 г/ч. Между тем, в тонкопленочном испарителе 170 была получена содержащая состав на основе алкоксида алкилолова остаточная жидкость, которую рециркулировали в реактор колонного типа 120 по транспортному трубопроводу 18 и транспортному трубопроводу 4. Остаточную жидкость подавали в реактор колонного типа 120 с расходом приблизительно 4388 г/ч и осуществляли реакцию с 3-метил-1-бутанолом, прошедшим очистку в дистилляционной колонне 110. Из нижней части реактора колонного типа 120 отводили состав на основе алкоксида алкилолова, содержащий дибутил-бис(3-метилбутилокси)олово и 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксан, который по транспортному трубопроводу 5 подавали в тонкопленочный испаритель 130 (производства Kobelco Eco-Solutions Co., Ltd., Япония). В тонкопленочном испарителе 130 отгоняли 3-метил-1-бутанол и возвращали его через конденсатор 132, по транспортному трубопроводу 8 и транспортному трубопроводу 4 в реактор колонного типа 120. Состав на основе алкоксида алкилолова получали из нижней части тонкопленочного испарителя 130, который содержал приблизительно 74% вес. дибутил-бис(3-метилбутилокси)олова и приблизительно 25% вес. 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксана. Этот состав охлаждали до приблизительно 50°С в холодильнике 131 и подавали с расходом приблизительно 5130 г/ч по транспортному трубопроводу 7 в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода. Состав вступал в реакцию с неиспользованным диоксидом углерода (приблизительно 764 г/ч), отделенным в тонкопленочном испарителе 160. Полученная смесь, содержащая комплекс с диоксидом углерода, как и в примере 18, была жидкой и пригодной для транспорта по транспортному трубопроводу 10 при температуре 60°С и давлении 0,45 МПа (изб.) без каких-либо затруднений, как, например, закупорка трубопровода. Кроме того, потока газа по линии продувки 12 заметно не было, то есть, рециркулированный состав на основе алкоксида алкилолова и рециркулированный неиспользованный диоксид углерода преобразовывались в смесь, содержащую комплекс с диоксидом углерода. Была отобрана проба этой смеси для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=1,34 и у=1,73. Справочный пример 1 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксан получили, следуя той же методике, что и на стадии А примера 18, затем на следующей стадии осуществили производство карбоната. Производство карбоната осуществляли с использованием устройства непрерывного действия, показанного на фиг.6. Жидкую смесь 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксана и 3-метил-1-бутанола (концентрация дистанноксана приблизительно 33% вес.) подавали с расходом приблизительно 13385 г/ч по транспортному трубопроводу 4 в реактор колонного типа 120 с внутренним диаметром 151 мм и эффективной длиной 5040 мм, заполненный металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария), а 3-метил-1-бутанол (производства Kuraray Co., Ltd., Япония), очищенный в дистилляционной колонне 110, подавали в реактор колонного типа 120 с расходом 14953 г/ч по транспортному трубопроводу 2. Температуру жидкости в реакторе поддерживали равной 140°С при помощи нагревателя и ребойлера 121, давление поддерживали равным приблизительно 22 кПа (изб.) при помощи клапана регулирования давления. Время пребывания в реакторе составляло приблизительно 17 мин. Около 14950 г/ч содержащего воду 3-метил-1-бутанола из верхней части реактора по транспортному трубопроводу 6 и 825 г/ч 3-метил-1-бутанола (производства Kuraray Co., Ltd., Япония) по подводящему трубопроводу 1 подавали в дистилляционную колонну 110, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 111 и конденсатором 112, в которой осуществляли очистку путем дистилляции. Дистиллят из верхней части дистилляционной колонны 110 с высокой концентрацией воды конденсировали в конденсаторе 112 и отводили по отводящему трубопроводу 3. Очищенный 3-метил-1-бутанол отводили по транспортному трубопроводу 2 из нижней части дистилляционной колонны 110. Состав на основе алкоксида алкилолова, содержащий дибутил-бис(3-метилбутилокси)олово и 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксан, выводили из нижней части реактора колонного типа 120 и подавали в тонкопленочный испаритель 130 (производства Kobelco Eco-Solutions Co., Ltd., Япония) по транспортному трубопроводу 5. 3-метил-1-бутанол выпаривали в тонкопленочном испарителе 130 и возвращали в реактор колонного типа 120 через конденсатор 132 по транспортному трубопроводу 8 и транспортному трубопроводу 4. Состав на основе алкоксида алкилолова получали из нижней части тонкопленочного испарителя 130, который содержал приблизительно 74% вес. дибутил-бис(3-метилбутилокси)олова и приблизительно 25% вес. 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксана. Этот состав охлаждали до приблизительно 50°С в холодильнике 131 и подавали по транспортному трубопроводу 7 в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода с расходом приблизительно 5130 г/ч. Реактор колонного типа 240 с внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой, как показано на фиг.7, использовали в качестве устройства 140 для производства комплекса с диоксидом углерода. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали с расходом приблизительно 764 г/ч по подводящему трубопроводу 13 и транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 240. Давление в колонне регулировали на уровне 0,5 МПа (изб.) Температуру реакции в реакторе колонного типа 240 поддерживали равной приблизительно 50°С, и получали смесь, содержащую комплекс с диоксидом углерода. Полученная смесь, содержащая комплекс с диоксидом углерода, была, как и в примере 18, жидкой и пригодной для транспорта по транспортному трубопроводу 10 при температуре 60°С и давлении 0,45 МПа (изб.) без каких-либо затруднений, таких как закупорка трубопровода. Кроме того, потока газа по линии продувки 12 заметно не было, так как поданные диоксид углерода и состав на основе алкоксида алкилолова превращались в смесь, содержащую комплекс с диоксидом углерода. Была отобрана проба этой смеси для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=1,33 и у=1,72. Эту смесь транспортировали по транспортному трубопроводу 10, через вспомогательный насос, по транспортному трубопроводу 11 с расходом приблизительно 5894 г/ч в автоклав 150, оборудованный мешалкой. В этот автоклав по подводящему трубопроводу 14 подавали диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) с расходом приблизительно 212 г/ч, давление в автоклаве поддерживали на уровне 4 МПа (изб.) Температуру в автоклаве установили равной 120°С, время пребывания – приблизительно 5 часов, при этих условиях получали содержащую бис(3-метилбутил)карбонат реакционную жидкость, включающую неиспользованный диоксид углерода. Эту реакционную жидкость по транспортному трубопроводу 15 через регулировочный клапан подавали в тонкопленочный испаритель 160 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 120°С, а давление приблизительно 13 кПа. Неиспользованный диоксид углерода отделяли в виде газа и выпускали через линию продувки 21. Содержащую бис(3-метилбутил)карбонат реакционную жидкость, отделенную в тонкопленочном испарителе 160, по транспортному трубопроводу 16 подавали с расходом приблизительно 5332 г/ч в тонкопленочный испаритель 170 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 142°С, а давление приблизительно 0,5 кПа, и получали дистиллят, содержащий бис(3-метилбутил)карбонат. Этот дистиллят подавали с расходом приблизительно 950 г/ч через конденсатор 172 по транспортному трубопроводу 19 в дистилляционную колонну 180, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 181 и конденсатором 182, где осуществляли очистку дистилляцией с получением 99% вес. бис(3-метилбутил)карбоната, отводимого по отводящему трубопроводу 20 с расходом 944 г/ч. Количество потребляемого при производстве карбоната диоксида углерода составило 210 г/ч при подаче диоксида углерода 973 г/ч, следовательно, коэффициент использования диоксида углерода составил 22%, то есть, намного меньше, чем в примере 20. Сравнительный пример 5 Смесь, содержащая комплекс с диоксидом углерода, была произведена с использованием устройства, показанного на фиг.9. Приблизительно 800 г диметоксида дибутилолова (производства Aldrich, США) подали по транспортному трубопроводу 7 в верхнюю часть автоклава 540, оборудованного рубашкой теплообменника и мешалкой. Температуру в автоклаве увеличили до приблизительно 180°С, подали в автоклав 540 по транспортному трубопроводу 9 газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) и создали давление 20 МПа (изб.), в результате чего получили смесь, содержащую комплекс с диоксидом углерода. Смесь охладили до комнатной температуры и транспортировали по транспортному трубопроводу 10, однако в результате образования твердой фазы и, следовательно, закупорки трубопровода, транспорт оказался невозможен. Пример 26 Стадия А: Производство тетраалкилдиалкоксидистанноксана 500 г (2,01 моль) оксида дибутилолова (производства Sankyo Organic Chemicals Co., Ltd., Япония) и 1047 г (8,04 моль) 2-этил-1-гексанола (производства Wako Pure Chemical Industries, Ltd., Япония) поместили в колбу объемом 3000 мл. Колбу со смесью, представлявшей собой белую суспензию, соединили с испарителем (R-144 производства Sibata, Япония), снабженным масляной баней с терморегулятором (ОВН-24 производства Masuda Corporation, Япония), вакуумным насосом (G-50A производства Ulvac, Япония) и соединенным с вакуум-регулятором (VC-10S производства Okano Works Ltd., Япония). Выходное отверстие продувочного клапана испарителя было соединено с трубопроводом для газообразного азота нормального давления. Продувочный клапан испарителя был закрыт, давление в системе понижено, затем продувочный клапан постепенно открывали так, чтобы азот поступал в систему, и давление в системе восстанавливалось до нормального. Температуру масляной бани установили равной приблизительно 157°С, колбу поместили в масляную баню и начали вращение испарителя. При оставленном открытым продувочном клапане испарителя в течение примерно 40 минут осуществляли перемешивание вращением при нормальном давлении, затем продувочный клапан закрыли, постепенно снизили давление в системе и осуществили отгонку содержащего воду 2-этил-1-гексанола при давлении в системе от 40 до 20 кПа. Такое состояние поддерживали в течение 2 часов, затем давление в системе еще уменьшили и отогнали избыточный 2-этил-1-гексанол. Когда дистиллят перестал отделяться, колбу вынули из масляной бани. Реакционная жидкость была прозрачной. После вынимания колбы из масляной бани продувочный клапан постепенно открыли для восстановления давления в системе до нормального. В колбе образовалось 750 г реакционной жидкости. По результатам 119Sn-, 1Н- и 13С-ЯМР анализа продукт 1,1,3,3-тетрабутил-1,3-бис(2-этилгексилокси)дистанноксан был получен с выходом 98% относительно оксида диоктилолова. Следуя той же методике, получили 1,1,3,3-тетрабутил-1,3-бис(2-этилгексилокси)дистанноксан, предназначенный для использования на стадии В. Стадия В: Производство карбоната с помощью устройства непрерывного действия Производство карбоната осуществляли с использованием устройства непрерывного действия, показанного на фиг.6. 1,1,3,3-тетрабутил-1,3-бис(2-этилгексилокси)дистанноксан подавали с расходом приблизительно 4943 г/ч по транспортному трубопроводу 4 в реактор колонного типа 120 с внутренним диаметром 151 мм и эффективной длиной 5040 мм, заполненный металлической сетчатой насадкой СY (производства Sulzer Chemtech Ltd., Швейцария), а 2-этил-1-гексанол (производства Wako Pure Chemical Industries, Ltd., Япония), очищенный в дистилляционной колонне 110, подавали в реактор колонного типа 120 с расходом 15653 г/ч по транспортному трубопроводу 2. Температуру жидкости в реакторе поддерживали равной 140°С при помощи нагревателя и ребойлера 121, давление поддерживали равным приблизительно -58 кПа (изб.) при помощи клапана регулирования давления. Время пребывания в реакторе составляло приблизительно 17 мин. Около 15000 г/ч содержащего воду 2-этил-1-гексанола из верхней части реактора по транспортному трубопроводу 6 и 1223 г/ч 2-этил-1-гексанола (производства Kuraray Co., Ltd., Япония) по подводящему трубопроводу 1 подавали в дистилляционную колонну 110, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 111 и конденсатором 112, в которой осуществляли очистку путем дистилляции. Дистиллят из верхней части дистилляционной колонны 110 с высокой концентрацией воды конденсировали в конденсаторе 112 и отводили по отводящему трубопроводу 3. Очищенный 2-этил-1-гексанол отводили по транспортному трубопроводу 2 из нижней части дистилляционной колонны 110. Состав на основе алкоксида алкилолова, содержащий дибутил-бис(2-этилгексилокси)олово и 1,1,3,3-тетрабутил-1,3-бис(2-этилгексилокси)дистанноксан, выводили из нижней части реактора колонного типа 120 и подавали в тонкопленочный испаритель 130 (производства Kobelco Eco-Solutions Co., Ltd., Япония) по транспортному трубопроводу 5. 2-этил-1-гексанол выпаривали в тонкопленочном испарителе 130 и возвращали в реактор колонного типа 120 через конденсатор 132 по транспортному трубопроводу 8 и транспортному трубопроводу 4. Состав на основе алкоксида алкилолова получали из нижней части тонкопленочного испарителя 130, который содержал приблизительно 70% вес. дибутил-бис(2-этилгексилокси)олова и приблизительно 28% вес. 1,1,3,3-тетрабутил-1,3-бис(2-этилгексилокси)дистанноксана. Этот состав охлаждали до приблизительно 100°С в холодильнике 131 и подавали по транспортному трубопроводу 7 с расходом приблизительно 6083 г/ч в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода. Реактор колонного типа 240 с внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой, как показано на фиг.7, использовали в качестве устройства 140 для производства комплекса с диоксидом углерода. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали при нормальном давлении с расходом приблизительно 764 г/ч по подводящему трубопроводу 13 и транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 240. Температуру реакции в реакторе колонного типа 240 поддерживали равной 100°С, и получали смесь, содержащую комплекс с диоксидом углерода. Приблизительно 380 г/ч непрореагировавшего диоксида углерода выходило через линию продувки 12. Полученная смесь, содержащая комплекс с диоксидом углерода, была жидкой, так же как в примере 18, и была пригодна для транспорта по транспортному трубопроводу 10 при температуре 100°С и нормальном давлении без каких-либо затруднений, таких как закупорка трубопровода. Была отобрана проба этой смеси для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=0,65 и у=1,71. Эту смесь подавали вспомогательным насосом по транспортному трубопроводу 10 и транспортному трубопроводу 11 с расходом приблизительно 6465 г/ч в автоклав 150, снабженный мешалкой. В этот автоклав по подводящему трубопроводу 14 подавали диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) с расходом приблизительно 592 г/ч, давление в автоклаве поддерживали на уровне 4 МПа (изб.) Температуру в автоклаве установили равной 120°С, время пребывания – приблизительно 4 часа, при этих условиях получали содержащую бис(2-этилгексил)карбонат реакционную жидкость, включающую неиспользованный диоксид углерода. Эту реакционную жидкость по транспортному трубопроводу 15 через регулировочный клапан подавали в тонкопленочный испаритель 160 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 120°С, а давление приблизительно 13 кПа. Неиспользованный диоксид углерода отделяли в газообразной форме и рециркулировали в устройство для производства комплекса с диоксидом углерода 140 через холодильник 162, транспортный трубопровод 17, компрессор 163 и транспортный трубопровод 9. В то же время, количество диоксида углерода, подаваемое по подводящему трубопроводу 13, постепенно уменьшали и в стационарном состоянии подача диоксида углерода по подводящему трубопроводу 13 была прекращена, диоксид углерода подавали только по подводящему трубопроводу 14, а неиспользованный диоксид углерода отводили по транспортному трубопроводу 17 с расходом приблизительно 382 г/ч. Полученная смесь, содержащая комплекс с диоксидом углерода, была жидкой, как и в примере 18, и пригодной для транспорта по транспортному трубопроводу 10 при температуре 100°С и нормальном давлении без каких-либо затруднений, как, например, закупорка трубопровода. Поток газа по линии продувки 12 имел расход приблизительно 380 г/ч. Была отобрана проба смеси для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=0,65 и у=1,71. Содержащую бис(2-этилгексил)карбонат реакционную жидкость, отделенную в тонкопленочном испарителе 160, по транспортному трубопроводу 16 подавали с расходом приблизительно 6282 г/ч в тонкопленочный испаритель 170 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 160°С, а давление приблизительно 0,1 кПа, и получали дистиллят, содержащий бис(2-этилгексил)карбонат. Этот дистиллят подавали с расходом приблизительно 1350 г/ч через конденсатор 172 по транспортному трубопроводу 19 в дистилляционную колонну 180, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 181 и конденсатором 182, где осуществляли очистку дистилляцией с получением 99% вес. бис(2-этилгексил)карбоната, отводимого по отводящему трубопроводу 20 с расходом 1338 г/ч. Количество диоксида углерода, потребляемого на производство карбоната, составило 210 г/ч при подаче диоксида углерода 590 г/ч, следовательно, коэффициент использования диоксида углерода составил приблизительно 35%. Пример 27 Стадия А: Производство тетраалкилдиалкоксидистанноксана Следуя той же методике, что и в примере 21, получили 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан, предназначенный для использования на следующей стадии В. Стадия В: Производство карбоната с помощью устройства непрерывного действия Производство смеси, содержащей комплекс с диоксидом углерода, осуществляли с использованием устройства, показанного на фиг.6. 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан, полученный на стадии А, подавали с расходом 5885 г/ч по транспортному трубопроводу 4 в реактор колонного типа 120 с внутренним диаметром 151 мм и эффективной длиной 5040 мм, заполненный металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария), а 3-метил-1-бутанол (производства Kuraray Co., Ltd., Япония), очищенный в дистилляционной колонне 110, подавали в реактор колонного типа 120 с расходом приблизительно 1000 г/ч по транспортному трубопроводу 2. Температуру жидкости в реакторе поддерживали равной 140°С при помощи нагревателя и ребойлера 121, давление поддерживали равным приблизительно 23 кПа (изб.) при помощи клапана регулирования давления. Время пребывания в реакторе составляло приблизительно 17 мин. Около 700 г/ч содержащего воду 3-метил-1-бутанола из верхней части реактора по транспортному трубопроводу 6 и приблизительно 70 г/ч 3-метил-1-бутанола (производства Kuraray Co., Ltd., Япония) по подводящему трубопроводу 1 подавали в дистилляционную колонну 110, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 111 и конденсатором 112, в которой осуществляли очистку путем дистилляции. Дистиллят из верхней части дистилляционной колонны 110 с высокой концентрацией воды конденсировали в конденсаторе 112 и отводили по отводящему трубопроводу 3. Очищенный 3-метил-1-бутанол отводили по транспортному трубопроводу 2 из нижней части дистилляционной колонны 110. Состав на основе алкоксида алкилолова, содержащий диоктил-бис(3-метилбутилокси)олово, выводили из нижней части реактора колонного типа 120 и подавали в тонкопленочный испаритель 130 (производства Kobelco Eco-Solutions Co., Ltd., Япония) по транспортному трубопроводу 5. 3-метил-1-бутанол выпаривали в тонкопленочном испарителе 130 и отводили через конденсатор 132 по транспортному трубопроводу 8. Состав на основе алкоксида алкилолова получали из нижней части тонкопленочного испарителя 130, который содержал приблизительно 18% мол. диоктил-бис(3-метилбутилокси)олова и приблизительно 82% мол. 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана. Этот состав охлаждали до приблизительно 15°С в холодильнике 131 и подавали по транспортному трубопроводу 7 в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода с расходом приблизительно 6010 г/ч. Реактор колонного типа 240 с внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой, как показано на фиг.7, использовали в качестве устройства 140 для производства комплекса с диоксидом углерода. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали под давлением 0,4 МПа (изб.) с расходом приблизительно 500 г/ч по транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 240. Температуру реакции в реакторе колонного типа 240 поддерживали равной приблизительно 20°С, и получали смесь, содержащую комплекс с диоксидом углерода. Полученная смесь была жидкой и была пригодна для транспорта при температуре 20°С и давлении 0,4 МПа (изб.) по транспортному трубопроводу 10 без каких-либо затруднений, таких как закупорка трубопровода. Была отобрана проба этой смеси для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=0,75 и у=1,09. Этот комплекс с диоксидом углерода транспортировали по транспортному трубопроводу 10 и дополнительно подавали вспомогательным насосом 141 по транспортному трубопроводу 11 с расходом приблизительно 6500 г/ч в автоклав 150, оборудованный мешалкой. В автоклав 150 по подводящему трубопроводу 14 подавали диоксид углерода с расходом приблизительно 210 г/ч, давление в автоклаве поддерживали на уровне 4 МПа (изб.) Температуру в автоклаве установили равной 120°С, время пребывания – приблизительно 6 часов, при этих условиях получали содержащую бис(3-метилбутил)карбонат реакционную жидкость, включающую неиспользованный диоксид углерода. Эту реакционную жидкость по транспортному трубопроводу 15 через регулировочный клапан подавали в тонкопленочный испаритель 160 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 120°С, а давление приблизительно 13 кПа. Неиспользованный диоксид углерода отделяли в газообразной форме и рециркулировали в устройство для производства комплекса с диоксидом углерода 140 через холодильник 162, транспортный трубопровод 17, компрессор 163 и транспортный трубопровод 9 и осуществляли его реакцию с составом на основе алкоксида алкилолова, подаваемым по транспортному трубопроводу 7, с получением смеси, содержащей комплекс с диоксидом углерода. В то же время, количество диоксида углерода, подаваемое по подводящему трубопроводу 13, постепенно уменьшали, и в стационарном состоянии подача диоксида углерода по подводящему трубопроводу 13 была прекращена, диоксид углерода подавали только по подводящему трубопроводу 14, неиспользованный диоксид углерода отводили по транспортному трубопроводу 17 с расходом приблизительно 764 г/ч. Полученная смесь, содержащая комплекс с диоксидом углерода, была жидкой и пригодной для транспорта по транспортному трубопроводу 10 без каких-либо затруднений, как, например, закупорка трубопровода. Кроме того, потока газа по линии продувки 12 заметно не было, то есть, поданный неиспользованный диоксид углерода извлекался в форме комплекса с диоксидом углерода. Была отобрана проба этого комплекса с диоксидом углерода для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=0,75 и у=1,09. Содержащую бис(3-метилбутил)карбонат реакционную жидкость, отделенную в тонкопленочном испарителе 160, по транспортному трубопроводу 16 подавали с расходом приблизительно 5332 г/ч в тонкопленочный испаритель 170 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 142°С, а давление приблизительно 0,5 кПа, и получали дистиллят, содержащий бис(3-метилбутил)карбонат. Этот дистиллят подавали с расходом приблизительно 200 г/ч через конденсатор 172 по транспортному трубопроводу 19 в дистилляционную колонну 180, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 181 и конденсатором 182, где осуществляли очистку дистилляцией с получением 99% вес. бис(3-метилбутил)карбоната, отводимого по отводящему трубопроводу 20 с расходом 185 г/ч. Пример 28 Стадия А: Производство тетраалкилдиалкоксидистанноксана Следуя той же методике, что и в примере 21, получили 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан, предназначенный для использования на следующей стадии В. Стадия В: Производство карбоната с помощью устройства непрерывного действия Производство смеси, содержащей комплекс с диоксидом углерода, осуществляли с использованием устройства, показанного на фиг.6. 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан, полученный на стадии А, подавали с расходом 5880 г/ч по транспортному трубопроводу 4 в реактор колонного типа 120 с внутренним диаметром 151 мм и эффективной длиной 5040 мм, заполненный металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария), а 3-метил-1-бутанол (производства Kuraray Co., Ltd., Япония), очищенный в дистилляционной колонне 110, подавали в реактор колонного типа 120 с расходом приблизительно 100 г/ч по транспортному трубопроводу 2. Температуру жидкости в реакторе поддерживали равной 140°С при помощи нагревателя и ребойлера 121, давление поддерживали равным приблизительно 21 кПа (изб.) при помощи клапана регулирования давления. Время пребывания в реакторе составляло приблизительно 17 мин. Около 70 г/ч содержащего воду 3-метил-1-бутанола из верхней части реактора по транспортному трубопроводу 6 и приблизительно 5 г/ч 3-метил-1-бутанола (производства Kuraray Co., Ltd., Япония) по подводящему трубопроводу 1 подавали в дистилляционную колонну 110, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 111 и конденсатором 112, в которой осуществляли очистку путем дистилляции. Дистиллят из верхней части дистилляционной колонны 110 с высокой концентрацией воды конденсировали в конденсаторе 112 и отводили по отводящему трубопроводу 3. Очищенный 3-метил-1-бутанол отводили по транспортному трубопроводу 2 из нижней части дистилляционной колонны 110. Состав на основе алкоксида алкилолова, содержащий диоктил-бис(3-метилбутилокси)олово, выводили из нижней части реактора колонного типа 120 и подавали в тонкопленочный испаритель 130 (производства Kobelco Eco-Solutions Co., Ltd., Япония) по транспортному трубопроводу 5. 3-метил-1-бутанол выпаривали в тонкопленочном испарителе 130 и отводили через конденсатор 132 по транспортному трубопроводу 8. Состав на основе алкоксида алкилолова получали из нижней части тонкопленочного испарителя 130, который содержал приблизительно 97% мол. 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана. Этот состав охлаждали до приблизительно 15°С в холодильнике 131 и подавали по транспортному трубопроводу 7 в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода с расходом приблизительно 5890 г/ч. Реактор колонного типа 240 с внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой, как показано на фиг.7, использовали в качестве устройства 140 для производства комплекса с диоксидом углерода. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали под давлением 0,4 МПа (изб.) с расходом приблизительно 500 г/ч по транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 240. Температуру реакции в реакторе колонного типа 240 поддерживали равной приблизительно 20°С, и получали смесь, содержащую комплекс с диоксидом углерода. Полученная смесь была жидкой и была пригодна для транспорта при температуре 20°С и давлении 0,4 МПа (изб.) по транспортному трубопроводу 10, при этом было возможным осуществлять транспорт по транспортному трубопроводу 10 без каких-либо затруднений, таких как закупорка трубопровода. Была отобрана проба этой смеси, для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=0,56 и у=0,98. Этот комплекс с диоксидом углерода транспортировали по транспортному трубопроводу 10 и дополнительно подавали вспомогательным насосом 141 по транспортному трубопроводу 11 с расходом приблизительно 6300 г/ч в автоклав 150, оборудованный мешалкой. В этот автоклав по подводящему трубопроводу 14 подавали диоксид углерода с расходом приблизительно 210 г/ч, давление в автоклаве поддерживали на уровне 4 МПа (изб.) Температуру в автоклаве установили равной 120°С, время пребывания – приблизительно 6 часов, при этих условиях получали содержащую бис(3-метилбутил)карбонат реакционную жидкость, включающую неиспользованный диоксид углерода. Эту реакционную жидкость по транспортному трубопроводу 15 через регулировочный клапан подавали в тонкопленочный испаритель 160 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 120°С, а давление приблизительно 13 кПа. Неиспользованный диоксид углерода отделяли в газообразной форме и рециркулировали в устройство для производства комплекса с диоксидом углерода 140 через холодильник 162, транспортный трубопровод 17, компрессор 163 и транспортный трубопровод 9 и осуществляли его реакцию с составом на основе алкоксида алкилолова, подаваемым по транспортному трубопроводу 7, с получением смеси, содержащей комплекс с диоксидом углерода. В то же время, количество диоксида углерода, подаваемое по подводящему трубопроводу 13, постепенно уменьшали и в стационарном состоянии подача диоксида углерода по подводящему трубопроводу 13 была прекращена, диоксид углерода подавали только по подводящему трубопроводу 14, неиспользованный диоксид углерода отводили по транспортному трубопроводу 17 с расходом приблизительно 764 г/ч. Полученная смесь, содержащая комплекс с диоксидом углерода, была жидкой и пригодной для транспорта по транспортному трубопроводу 10 без каких-либо затруднений, как, например, закупорка трубопровода. Кроме того, потока газа по линии продувки 12 заметно не было, то есть, поданный неиспользованный диоксид углерода извлекался в форме комплекса с диоксидом углерода. Была отобрана проба этого комплекса с диоксидом углерода для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=0,55 и у=0,98. Содержащую бис(3-метилбутил)карбонат реакционную жидкость, отделенную в тонкопленочном испарителе 160, по транспортному трубопроводу 16 подавали с расходом приблизительно 5990 г/ч в тонкопленочный испаритель 170 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 142°С, а давление приблизительно 0,5 кПа, и получали дистиллят, содержащий бис(3-метилбутил)карбонат. Этот дистиллят подавали с расходом приблизительно 90 г/ч через конденсатор 172 по транспортному трубопроводу 19 в дистилляционную колонну 180, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 181 и конденсатором 182, где осуществляли очистку дистилляцией с получением 99% вес. бис(3-метилбутил)карбоната, отводимого по отводящему трубопроводу 20 с расходом 80 г/ч. Пример 29 Стадия А: Производство тетраалкилдиалкоксидистанноксана 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан получили, следуя той же методике, что и на стадии А примера 21, затем на следующей стадии осуществили производство карбоната. Стадия В: Производство карбоната с помощью устройства непрерывного действия Производство карбоната осуществляли с использованием устройства непрерывного действия, показанного на фиг.6. 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан подавали с расходом приблизительно 5887 г/ч по транспортному трубопроводу 4 в реактор колонного типа 120 с внутренним диаметром 151 мм и эффективной длиной 5040 мм, заполненный металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария), а 3-метил-1-бутанол (производства Kuraray Co., Ltd., Япония), очищенный в дистилляционной колонне 110, подавали в реактор колонного типа 120 с расходом приблизительно 14953 г/ч по транспортному трубопроводу 2. Температуру жидкости в реакторе поддерживали равной 160°С при помощи нагревателя и ребойлера 121, давление поддерживали равным приблизительно 120 кПа (изб.) при помощи клапана регулирования давления. Время пребывания в реакторе составляло приблизительно 17 мин. Около 14000 г/ч содержащего воду 3-метил-1-бутанола из верхней части реактора по транспортному трубопроводу 6 и приблизительно 825 г/ч 3-метил-1-бутанола (производства Kuraray Co., Ltd., Япония) по подводящему трубопроводу 1 подавали в дистилляционную колонну 110, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 111 и конденсатором 112, в которой осуществляли очистку путем дистилляции. Дистиллят из верхней части дистилляционной колонны 110 с высокой концентрацией воды конденсировали в конденсаторе 112 и отводили по отводящему трубопроводу 3. Очищенный 3-метил-1-бутанол отводили по транспортному трубопроводу 2 из нижней части дистилляционной колонны 110. Состав на основе алкоксида алкилолова, содержащий диоктил-бис(3-метилбутилокси)олово и 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан, выводили из нижней части реактора колонного типа 120 и подавали в тонкопленочный испаритель 130 (производства Kobelco Eco-Solutions Co., Ltd., Япония) по транспортному трубопроводу 5. 3-метил-1-бутанол выпаривали в тонкопленочном испарителе 130 и возвращали в реактор колонного типа 120 через конденсатор 132 по транспортному трубопроводу 8 и транспортному трубопроводу 4. Состав на основе алкоксида алкилолова получали из нижней части тонкопленочного испарителя 130, который содержал приблизительно 72% вес. диоктил-бис(3-метилбутилокси)олова и приблизительно 27% вес. 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана. Этот состав охлаждали до приблизительно 40°С в холодильнике 131 и подавали по транспортному трубопроводу 7 в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода с расходом приблизительно 6627 г/ч. Реактор колонного типа 240 с внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой, как показано на фиг.7, использовали в качестве устройства 140 для производства комплекса с диоксидом углерода. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали с расходом приблизительно 764 г/ч по подводящему трубопроводу 13 и транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 240. Давление в колонне регулировали на уровне 0,25 МПа (изб.) Температуру реакции в реакторе колонного типа 240 поддерживали равной приблизительно 50°С, и получали смесь, содержащую комплекс с диоксидом углерода. Полученная смесь, содержащая комплекс с диоксидом углерода, была жидкой и была пригодна для транспорта по транспортному трубопроводу 10 без каких-либо затруднений, таких как закупорка трубопровода. Кроме того, потока газа по линии продувки 12 заметно не было, так как поданные диоксид углерода и алкоксиды алкилолова превращались в смесь, содержащую комплекс с диоксидом углерода. Эту смесь подавали по транспортному трубопроводу 10 с расходом приблизительно 7391 г/ч в автоклав 150, оборудованный мешалкой. В этот автоклав по подводящему трубопроводу 14 подавали диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) с расходом приблизительно 210 г/ч, давление в автоклаве поддерживали на уровне 4 МПа (изб.) Температуру в автоклаве установили равной 120°С, время пребывания – приблизительно 7 часов, при этих условиях получали содержащую бис(3-метилбутил)карбонат реакционную жидкость, включающую неиспользованный диоксид углерода. Эту реакционную жидкость по транспортному трубопроводу 15 через регулировочный клапан подавали в тонкопленочный испаритель 160 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 120°С, а давление приблизительно 13 кПа. Неиспользованный диоксид углерода отделяли в газообразной форме и рециркулировали в устройство для производства комплекса с диоксидом углерода 140 через холодильник 162, транспортный трубопровод 17, компрессор 163 и транспортный трубопровод 9. В то же время, количество диоксида углерода, подаваемое по подводящему трубопроводу 13, постепенно уменьшали, и в стационарном состоянии подача диоксида углерода по подводящему трубопроводу 13 была прекращена, и неиспользованный диоксид углерода отводили по транспортному трубопроводу 17 с расходом приблизительно 764 г/ч. Полученная смесь, содержащая комплекс с диоксидом углерода, была, как и в примере 18, жидкой и пригодной для транспорта по транспортному трубопроводу 10 при температуре 50°С и давлении 0,25 МПа (изб.) без каких-либо затруднений, как, например, закупорка трубопровода. Кроме того, потока газа по линии продувки 12 заметно не было, то есть, рециркулированный неиспользованный диоксид углерода извлекался в форме смеси, содержащей комплекс с диоксидом углерода. Была отобрана проба этой смеси для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=1,33 и у=1,72. Содержащую бис(3-метилбутил)карбонат реакционную жидкость, отделенную в тонкопленочном испарителе 160, по транспортному трубопроводу 16 подавали в тонкопленочный испаритель 170 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 142°С, а давление приблизительно 0,5 кПа, и получали дистиллят, содержащий бис(3-метилбутил)карбонат. Этот дистиллят подавали с расходом приблизительно 950 г/ч через конденсатор 172 по транспортному трубопроводу 19 в дистилляционную колонну 180, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 181 и конденсатором 182, где осуществляли очистку дистилляцией с получением 99% вес. бис(3-метилбутил)карбоната, отводимого по отводящему трубопроводу 20 с расходом 944 г/ч. Между тем, в тонкопленочном испарителе 170 была получена содержащая состав на основе алкоксида алкилолова остаточная жидкость, которую рециркулировали в реактор колонного типа 120 по транспортному трубопроводу 18 и транспортному трубопроводу 4. Эту остаточную жидкость проанализировали и подали 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан, полученный на стадии А, по подводящему трубопроводу 22 так, что расход 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана составил приблизительно 5887 г/ч. Его подавали по транспортному трубопроводу 18 и транспортному трубопроводу 4 в реактор колонного типа 120 и осуществляли реакцию с 3-метил-1-бутанолом, прошедшим очистку в дистилляционной колонне 110. Из нижней части реактора колонного типа 120 отводили состав на основе алкоксида алкилолова, содержащий диоктил-бис(3-метилбутилокси)олово и 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан, который по транспортному трубопроводу 5 подавали в тонкопленочный испаритель 130 (производства Kobelco Eco-Solutions Co., Ltd., Япония). В тонкопленочном испарителе 130 отгоняли 3-метил-1-бутанол и возвращали его через конденсатор 132, по транспортному трубопроводу 8 и транспортному трубопроводу 4 в реактор колонного типа 120. Состав на основе алкоксида алкилолова получали из нижней части тонкопленочного испарителя 130, который содержал приблизительно 72% вес. диоктил-бис(3-метилбутилокси)олова и приблизительно 27% вес. 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана. Этот состав охлаждали до приблизительно 50°С в холодильнике 131 и подавали с расходом приблизительно 6627 г/ч по транспортному трубопроводу 7 в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода. Состав вступал в реакцию с неиспользованным диоксидом углерода (приблизительно 764 г/ч), отделенным в тонкопленочном испарителе 160. Полученная смесь, содержащая комплекс с диоксидом углерода, как и в примере 18, была жидкой и пригодной для транспорта по транспортному трубопроводу 10 при температуре 50°С и давлении 0,25 МПа (изб.) без каких-либо затруднений, как, например, закупорка трубопровода. Кроме того, потока газа по линии продувки 12 заметно не было, то есть, рециркулированный состав на основе алкоксида алкилолова и рециркулированный неиспользованный диоксид углерода преобразовывались в смесь, содержащую комплекс с диоксидом углерода. Была отобрана проба этой смеси для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=1,31 и у=1,71. Непрерывное производство осуществляли при указанных условиях в течение приблизительно 600 часов. Было обнаружено, что состав на основе алкоксида алкилолова, отводимый по транспортному трубопроводу 18, содержал приблизительно 60% вес. 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана, а также приблизительно 20% вес. триоктил-бис(3-метилбутилокси)олова, кроме этого, в диапазоне от -220 до -605 м.д. спектра 119Sn-ЯМР наблюдалось смещение, свидетельствующее о наличии множества соединений олова. Была отобрана проба содержащей комплекс с диоксидом углерода смеси, отводимой по транспортному трубопроводу 10, по результатам анализа которой молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=1,31 и у=1,72. Кроме того, выход бис(3-метилбутил)карбоната непрерывно составлял приблизительно 944 г/ч. Пример 30 Стадия А: Производство тетраалкилдиалкоксидистанноксана 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан получили, следуя той же методике, что и на стадии А примера 21, затем на следующей стадии осуществили производство карбоната. Стадия В: Производство карбоната с помощью устройства непрерывного действия Производство карбоната осуществляли с использованием устройства непрерывного действия, показанного на фиг.6. 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан подавали с расходом приблизительно 5887 г/ч по транспортному трубопроводу 4 в реактор колонного типа 120 с внутренним диаметром 151 мм и эффективной длиной 5040 мм, заполненный металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария), а 3-метил-1-бутанол (производства Kuraray Co., Ltd., Япония), очищенный в дистилляционной колонне 110, подавали в реактор колонного типа 120 с расходом приблизительно 14953 г/ч по транспортному трубопроводу 2. Температуру жидкости в реакторе поддерживали равной 160°С при помощи нагревателя и ребойлера 121, давление поддерживали равным приблизительно 120 кПа (изб.) при помощи клапана регулирования давления. Время пребывания в реакторе составляло приблизительно 17 мин. Около 14000 г/ч содержащего воду 3-метил-1-бутанола из верхней части реактора по транспортному трубопроводу 6 и приблизительно 825 г/ч 3-метил-1-бутанола (производства Kuraray Co., Ltd., Япония) по подводящему трубопроводу 1 подавали в дистилляционную колонну 110, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 111 и конденсатором 112, в которой осуществляли очистку путем дистилляции. Дистиллят из верхней части дистилляционной колонны 110 с высокой концентрацией воды конденсировали в конденсаторе 112 и отводили по отводящему трубопроводу 3. Очищенный 3-метил-1-бутанол отводили по транспортному трубопроводу 2 из нижней части дистилляционной колонны 110. Состав на основе алкоксида алкилолова, содержащий диоктил-бис(3-метилбутилокси)олово и 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан, выводили из нижней части реактора колонного типа 120 и подавали в тонкопленочный испаритель 130 (производства Kobelco Eco-Solutions Co., Ltd., Япония) по транспортному трубопроводу 5. 3-метил-1-бутанол выпаривали в тонкопленочном испарителе 130 и возвращали в реактор колонного типа 120 через конденсатор 132 по транспортному трубопроводу 8 и транспортному трубопроводу 4. Состав на основе алкоксида алкилолова получали из нижней части тонкопленочного испарителя 130, который содержал приблизительно 72% вес. диоктил-бис(3-метилбутилокси)олова и приблизительно 27% вес. 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана. Этот состав охлаждали до приблизительно 40°С в холодильнике 131 и подавали по транспортному трубопроводу 7 в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода с расходом приблизительно 6627 г/ч. Реактор колонного типа 240 с внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой, как показано на фиг.7, использовали в качестве устройства 140 для производства комплекса с диоксидом углерода. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали с расходом приблизительно 764 г/ч по подводящему трубопроводу 13 и транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 240. Давление в колонне регулировали на уровне 0,25 МПа (изб.) Температуру реакции в реакторе колонного типа 240 поддерживали равной приблизительно 50°С, и получали смесь, содержащую комплекс с диоксидом углерода. Полученная смесь, содержащая комплекс с диоксидом углерода, была жидкой и была пригодна для транспорта по транспортному трубопроводу 10 без каких-либо затруднений, таких как закупорка трубопровода. Кроме того, потока газа по линии продувки 12 заметно не было, так как поданные диоксид углерода и алкоксиды алкилолова превращались в смесь, содержащую комплекс с диоксидом углерода. Эту смесь подавали по транспортному трубопроводу 10 с расходом приблизительно 7391 г/ч в автоклав 150, оборудованный мешалкой. В этот автоклав по подводящему трубопроводу 14 подавали диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) с расходом приблизительно 210 г/ч, давление в автоклаве поддерживали на уровне 4 МПа (изб.) Температуру в автоклаве установили равной 120°С, время пребывания – приблизительно 7 часов, при этих условиях получали содержащую бис(3-метилбутил)карбонат реакционную жидкость, включающую неиспользованный диоксид углерода. Эту реакционную жидкость по транспортному трубопроводу 15 через регулировочный клапан подавали в тонкопленочный испаритель 160 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 120°С, а давление приблизительно 13 кПа. Неиспользованный диоксид углерода отделяли в газообразной форме и рециркулировали в устройство для производства комплекса с диоксидом углерода 140 через холодильник 162, транспортный трубопровод 17, компрессор 163 и транспортный трубопровод 9. В то же время, количество диоксида углерода, подаваемое по подводящему трубопроводу 13, постепенно уменьшали и в стационарном состоянии подача диоксида углерода по подводящему трубопроводу 13 была прекращена, и неиспользованный диоксид углерода отводили по транспортному трубопроводу 17 с расходом приблизительно 764 г/ч. Полученная смесь, содержащая комплекс с диоксидом углерода, была, как и в примере 18, жидкой и пригодной для транспорта по транспортному трубопроводу 10 при температуре 50°С и давлении 0,25 МПа (изб.) без каких-либо затруднений, как, например, закупорка трубопровода. Кроме того, потока газа по линии продувки 12 заметно не было, то есть, рециркулированный неиспользованный диоксид углерода извлекался в форме смеси, содержащей комплекс с диоксидом углерода. Была отобрана проба этой смеси, для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=1,30 и у=1,71. Содержащую бис(3-метилбутил)карбонат реакционную жидкость, отделенную в тонкопленочном испарителе 160, по транспортному трубопроводу 16 подавали в тонкопленочный испаритель 170 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 142°С, а давление приблизительно 0,5 кПа, и получали дистиллят, содержащий бис(3-метилбутил)карбонат. Этот дистиллят подавали с расходом приблизительно 950 г/ч через конденсатор 172 по транспортному трубопроводу 19 в дистилляционную колонну 180, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 181 и конденсатором 182, где осуществляли очистку дистилляцией с получением 99% вес. бис(3-метилбутил)карбоната, отводимого по отводящему трубопроводу 20 с расходом 944 г/ч. Между тем, в тонкопленочном испарителе 170 была получена содержащая состав на основе алкоксида алкилолова остаточная жидкость, которую рециркулировали в реактор колонного типа 120 по транспортному трубопроводу 18 и транспортному трубопроводу 4, где она реагировала с 3-метил-1-бутанолом, прошедшим очистку в дистилляционной колонне 110. Из нижней части реактора колонного типа 120 отводили состав на основе алкоксида алкилолова, содержащий диоктил-бис(3-метилбутилокси)олово и 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан, который по транспортному трубопроводу 5 подавали в тонкопленочный испаритель 130 (производства Kobelco Eco-Solutions Co., Ltd., Япония). В тонкопленочном испарителе 130 отгоняли 3-метил-1-бутанол и возвращали его через конденсатор 132, по транспортному трубопроводу 8 и транспортному трубопроводу 4 в реактор колонного типа 120. Состав на основе алкоксида алкилолова получали из нижней части тонкопленочного испарителя 130, который содержал приблизительно 72% вес. диоктил-бис(3-метилбутилокси)олова и приблизительно 27% вес. 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана. Этот состав охлаждали до приблизительно 50°С в холодильнике 131 и подавали с расходом приблизительно 6627 г/ч по транспортному трубопроводу 7 в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода. Состав вступал в реакцию с неиспользованным диоксидом углерода (приблизительно 764 г/ч), отделенным в тонкопленочном испарителе 160. Полученная смесь, содержащая комплекс с диоксидом углерода, как и в примере 18, была жидкой и пригодной для транспорта по транспортному трубопроводу 10 при температуре 50°С и давлении 0,25 МПа (изб.) без каких-либо затруднений, как, например, закупорка трубопровода. Кроме того, потока газа по линии продувки 12 заметно не было, то есть, рециркулированный состав на основе алкоксида алкилолова и рециркулированный неиспользованный диоксид углерода преобразовывались в смесь, содержащую комплекс с диоксидом углерода. Была отобрана проба этой смеси для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=1,3 и у=1,7. Непрерывное производство осуществляли при указанных условиях в течение приблизительно 1800 часов. Было обнаружено, что состав на основе алкоксида алкилолова, отводимый по транспортному трубопроводу 18, содержал приблизительно 10% вес. 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана, а также приблизительно 45% вес. триоктил-бис(3-метилбутилокси)олова, кроме этого, в диапазоне от -220 до -605 м.д. спектра 119Sn-ЯМР наблюдалось смещение, свидетельствующее о наличии множества соединений олова. Была отобрана проба содержащей комплекс с диоксидом углерода смеси, отводимой по транспортному трубопроводу 10, по результатам анализа которой молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=1,02 и у=0,96. Кроме того, выход бис(3-метилбутил)карбоната непрерывно уменьшался и через примерно 1200 часов работы составлял приблизительно 56 г/ч. Пример 31 Стадия А: Производство тетраалкилдиалкоксидистанноксана Для получения 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана, используемого на следующей стадии В, была применена та же методика, что и в примере 21. Стадия В: Производство сухого газообразного диоксида углерода Производство смеси, содержащей комплекс с диоксидом углерода, осуществляли с использованием устройства, показанного на фиг.4. Полученный на стадии А 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан подавали с расходом 1200 г/ч по транспортному трубопроводу 4 в реактор колонного типа 120 с внутренним диаметром 151 мм и эффективной длиной 5040 мм, заполненный металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария), а 3-метил-1-бутанол (производства Kuraray Co., Ltd., Япония), очищенный в дистилляционной колонне 110, подавали в реактор колонного типа 120 с расходом 20000 г/ч по транспортному трубопроводу 2. Температуру жидкости в реакторе поддерживали равной 160°С при помощи нагревателя и ребойлера 121, давление поддерживали равным приблизительно 120 кПа (изб.) при помощи клапана регулирования давления. Время пребывания в реакторе составляло приблизительно 17 мин. Около 18000 г/ч содержащего воду 3-метил-1-бутанола из верхней части реактора по транспортному трубопроводу 6 и приблизительно 100 г/ч 3-метил-1-бутанола (производства Kuraray Co., Ltd., Япония) по подводящему трубопроводу 1 подавали в дистилляционную колонну 110, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 111 и конденсатором 112, в которой осуществляли очистку путем дистилляции. Дистиллят из верхней части дистилляционной колонны 110 с высокой концентрацией воды конденсировали в конденсаторе 112 и отводили по отводящему трубопроводу 3. Очищенный 3-метил-1-бутанол отводили по транспортному трубопроводу 2 из нижней части дистилляционной колонны 110. Состав на основе алкоксида алкилолова, содержащий диоктил-бис(3-метилбутилокси)олово, выводили из нижней части реактора колонного типа 120 и подавали в тонкопленочный испаритель 130 (производства Kobelco Eco-Solutions Co., Ltd., Япония) по транспортному трубопроводу 5. 3-метил-1-бутанол выпаривали в тонкопленочном испарителе 130 и отводили по транспортному трубопроводу 8 через конденсатор 132. Состав на основе алкоксида алкилолова получали из нижней части тонкопленочного испарителя 130, который содержал приблизительно 90% мол. диоктил-бис(3-метилбутилокси)олова и приблизительно 10% мол. 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана. Этот состав охлаждали до приблизительно 30°С в холодильнике 131 и подавали по транспортному трубопроводу 7 в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода с расходом приблизительно 1375 г/ч. Реактор колонного типа 240 с внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой, как показано на фиг.7, использовали в качестве устройства 140 для производства комплекса с диоксидом углерода. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,9% и содержанием воды приблизительно 120 частей на миллион) подавали при давлении 0,1 МПа (изб.) с расходом приблизительно 200 г/ч по транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 240. Температуру реакции в реакторе колонного типа 240 поддерживали равной приблизительно 40°С, и получали смесь, содержащую комплекс с диоксидом углерода. Эту смесь в виде жидкости транспортировали при температуре 40°С и давлении 0,1 МПа (изб.) по транспортному трубопроводу 10, при этом было возможным осуществлять транспорт по транспортному трубопроводу 10 без каких-либо проблем, таких как закупорка трубопровода. Была отобрана проба смеси для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=1,34 и у=1,80. Смесь нагрели до приблизительно 120°С с целью выделения диоксида углерода. Диоксид углерода проанализировали и обнаружили, что содержание воды в нем составляло приблизительно 10 частей на миллион. Диоксид углерода непрерывно отводили в газообразной форме через линию продувки 12 и анализировали, содержание воды в нем составляло приблизительно 10 частей на миллион. Сравнительный пример 6 Осуществили поглощение диоксида углерода водным раствором гидроксида натрия. В качестве устройства для этого использовали реактор колонного типа 240 с внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой, как показано на фиг.7. Водный раствор гидроксида натрия (производства Wako Pure Chemical Industries, Ltd., Япония, концентрация 5 моль/л) подавали в верхнюю часть реактора колонного типа 240 по транспортному трубопроводу 7 с расходом приблизительно 1,5 л/ч, а газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды приблизительно 120 частей на миллион) подавали под давлением 0,1 МПа (изб.) с расходом приблизительно 200 г/ч по транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 240. Температуру реакции в реакторе колонного типа 240 поддерживали равной приблизительно 40°С, при этих условиях осуществляли поглощение диоксида углерода. Газообразный диоксид углерода непрерывно отводили по линии продувки 12 и анализировали; было обнаружено, что содержание воды в нем составляет приблизительно 5000 частей на миллион. Приблизительно 1 л водного раствора гидроксида натрия, прореагировавшего с диоксидом углерода, отвели по транспортному трубопроводу 10 и добавили к этому раствору приблизительно 1,2 л водного раствора серной кислоты (производства Wako Pure Chemical Industries, Ltd., Япония, 47%) с целью выделения диоксида углерода. Этот диоксид углерода проанализировали и обнаружили, что содержание воды в нем составляет приблизительно 6000 частей на миллион. Пример 32 Стадия А: Производство тетраалкилдиалкоксидистанноксана 1,1,3,3-тетраоктил-1,3-бис(2-этилбутилокси)дистанноксан получили, следуя той же методике, что и на стадии А примера 24, затем на следующей стадии осуществили производство карбоната. Стадия В: Производство карбоната с помощью устройства непрерывного действия Производство карбоната осуществляли с использованием устройства непрерывного действия, показанного на фиг.6. 1,1,3,3-тетраоктил-1,3-бис(2-этилбутилокси)дистанноксан подавали с расходом 6074 г/ч по транспортному трубопроводу 4 в реактор колонного типа 120 с внутренним диаметром 151 мм и эффективной длиной 5040 мм, заполненный металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария), а 2-этил-1-бутанол (производства Chisso Corporation, Ltd., Япония), очищенный в дистилляционной колонне 110, подавали в реактор колонного типа 120 с расходом приблизительно 13500 г/ч по транспортному трубопроводу 2. Температуру жидкости в реакторе поддерживали равной 160°С при помощи нагревателя и ребойлера 121, давление поддерживали равным приблизительно 31 кПа (изб.) при помощи клапана регулирования давления. Время пребывания в реакторе составляло приблизительно 17 мин. Около 12350 г/ч содержащего воду 2-этил-1-бутанола из верхней части реактора по транспортному трубопроводу 6 и приблизительно 958 г/ч 2-этил-1-бутанола (производства Chisso Corporation, Ltd., Япония) по подводящему трубопроводу 1 подавали в дистилляционную колонну 110, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 111 и конденсатором 112, в которой осуществляли очистку путем дистилляции. Дистиллят из верхней части дистилляционной колонны 110 с высокой концентрацией воды конденсировали в конденсаторе 112 и отводили по отводящему трубопроводу 3. Очищенный 2-этил-1-бутанол отводили по транспортному трубопроводу 2 из нижней части дистилляционной колонны 110. Состав на основе алкоксида алкилолова, содержащий диоктил-бис(2-этилбутилокси)олово и 1,1,3,3-тетраоктил-1,3-бис(2-этилбутилокси)дистанноксан, выводили из нижней части реактора колонного типа 120 и подавали в тонкопленочный испаритель 130 (производства Kobelco Eco-Solutions Co., Ltd., Япония) по транспортному трубопроводу 5. 2-этил-1-бутанол выпаривали в тонкопленочном испарителе 130 и возвращали в реактор колонного типа 120 через конденсатор 132, по транспортному трубопроводу 8 и транспортному трубопроводу 4. Состав на основе алкоксида алкилолова получали из нижней части тонкопленочного испарителя 130, который содержал приблизительно 74% вес. диоктил-бис(2-этилбутилокси)олова и приблизительно 25% вес. 1,1,3,3-тетраоктил-1,3-бис(2-этилбутилокси)дистанноксана. Этот состав охлаждали до приблизительно 40°С в холодильнике 131 и подавали с расходом приблизительно 6945 г/ч по транспортному трубопроводу 7 в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой. Реактор колонного типа 240 с внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой, как показано на фиг.7, использовали в качестве устройства 140 для производства комплекса с диоксидом углерода. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали с расходом приблизительно 973 г/ч по подводящему трубопроводу 13 и транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 240. Давление в колонне составляло приблизительно 1 МПа (изб.) Температуру реакции в реакторе колонного типа 240 поддерживали равной приблизительно 45°С, и получали смесь, содержащую комплекс с диоксидом углерода. Полученная смесь, содержащая комплекс с диоксидом углерода, была жидкой и была пригодна для транспорта по транспортному трубопроводу 10 без каких-либо затруднений, таких как закупорка трубопровода. Кроме того, потока газа по линии продувки 12 заметно не было, так как поданные диоксид углерода и алкоксиды алкилолова превращались в смесь, содержащую комплекс с диоксидом углерода. Комплекс с диоксидом углерода транспортировали по транспортному трубопроводу 10 при температуре приблизительно 45°С и давлении 1 МПа (изб.) и дополнительно подавали вспомогательным насосом 141 по транспортному трубопроводу 11 с расходом приблизительно 7710 г/ч в автоклав 150, оборудованный мешалкой. В автоклав 150 диоксид углерода не подавали, температуру в автоклаве установили равной 120°С, время пребывания – приблизительно 4 часа, при этих условиях получали содержащую бис(2-этилбутил)карбонат реакционную жидкость, включающую неиспользованный диоксид углерода. Эту реакционную жидкость по транспортному трубопроводу 15 через регулировочный клапан подавали в тонкопленочный испаритель 160 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 120°С, а давление приблизительно 13 кПа. Неиспользованный диоксид углерода отделяли в газообразной форме и рециркулировали в устройство для производства комплекса с диоксидом углерода 140 через холодильник 162, транспортный трубопровод 17, компрессор 163 и транспортный трубопровод 9 и осуществляли его реакцию с составом на основе алкоксида алкилолова, подаваемым по транспортному трубопроводу 7, с получением смеси, содержащей комплекс с диоксидом углерода. В то же время, количество диоксида углерода, подаваемое по подводящему трубопроводу 13, постепенно уменьшали и в стационарном состоянии подача диоксида углерода по подводящему трубопроводу 13 была прекращена, диоксид углерода подавали только по подводящему трубопроводу 14, неиспользованный диоксид углерода отводили по транспортному трубопроводу 17 с расходом приблизительно 764 г/ч. Полученная смесь, содержащая комплекс с диоксидом углерода, была жидкой и пригодной для транспорта по транспортному трубопроводу 10 без каких-либо затруднений, как, например, закупорка трубопровода. Кроме того, потока газа по линии продувки 12 заметно не было, то есть, поданный неиспользованный диоксид углерода извлекался в форме комплекса с диоксидом углерода. Была отобрана проба этого комплекса с диоксидом углерода для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=1,65 и у=1,70. Содержащую бис(2-этилбутил)карбонат реакционную жидкость, отделенную в тонкопленочном испарителе 160, по транспортному трубопроводу 16 подавали с расходом приблизительно 6074 г/ч в тонкопленочный испаритель 170 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 150°С, а давление приблизительно 0,3 кПа, и получали дистиллят, содержащий бис(2-этилбутил)карбонат. Этот дистиллят подавали с расходом приблизительно 964 г/ч через конденсатор 172 по транспортному трубопроводу 19 в дистилляционную колонну 180, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 181 и конденсатором 182, где осуществляли очистку дистилляцией с получением 99% вес. бис(2-этилбутил)карбоната, отводимого по отводящему трубопроводу 20 с расходом 956 г/ч. Пример 33 Стадия А: Производство тетраалкилдиалкоксидистанноксана 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан, получили, следуя той же методике, что и на стадии А примера 21, затем на следующей стадии осуществили производство карбоната. Стадия В: Производство карбоната с помощью устройства непрерывного действия Производство карбоната осуществляли с использованием устройства непрерывного действия, показанного на фиг.6. 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан подавали с расходом 5887 г/ч по транспортному трубопроводу 4 в реактор колонного типа 120 с внутренним диаметром 151 мм и эффективной длиной 5040 мм, заполненный металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария), а 3-метил-1-бутанол (производства Kuraray Co., Ltd., Япония), очищенный в дистилляционной колонне 110, подавали в реактор колонного типа 120 с расходом приблизительно 14953 г/ч по транспортному трубопроводу 2. Температуру жидкости в реакторе поддерживали равной 160°С при помощи нагревателя и ребойлера 121, давление поддерживали равным приблизительно 120 кПа (изб.) при помощи клапана регулирования давления. Время пребывания в реакторе составляло приблизительно 17 мин. Около 14953 г/ч содержащего воду 3-метил-1-бутанола из верхней части реактора по транспортному трубопроводу 6 и приблизительно 825 г/ч 3-метил-1-бутанола (производства Kuraray Co., Ltd., Япония) по подводящему трубопроводу 1 подавали в дистилляционную колонну 110, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 111 и конденсатором 112, в которой осуществляли очистку путем дистилляции. Дистиллят из верхней части дистилляционной колонны 110 с высокой концентрацией воды конденсировали в конденсаторе 112 и отводили по отводящему трубопроводу 3. Очищенный 3-метил-1-бутанол отводили по транспортному трубопроводу 2 из нижней части дистилляционной колонны 110. Состав на основе алкоксида алкилолова, содержащий диоктил-бис(3-метилбутилокси)олово и 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан, выводили из нижней части реактора колонного типа 120 и подавали в тонкопленочный испаритель 130 (производства Kobelco Eco-Solutions Co., Ltd., Япония) по транспортному трубопроводу 5. 3-метил-1-бутанол выпаривали в тонкопленочном испарителе 130 и возвращали в реактор колонного типа 120 через конденсатор 132 по транспортному трубопроводу 8 и транспортному трубопроводу 4. Состав на основе алкоксида алкилолова получали из нижней части тонкопленочного испарителя 130, который содержал приблизительно 73% вес. диоктил-бис(3-метилбутилокси)олова и приблизительно 26% вес. 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана. Этот состав охлаждали до приблизительно 40°С в холодильнике 131 и подавали по транспортному трубопроводу 7 в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода с расходом приблизительно 6630 г/ч. В качестве устройства 140 для производства комплекса с диоксидом углерода было использовано сочетание реактора колонного типа 340 и реактора колонного типа 440, каждый внутренним диаметром 53,5 мм, эффективной длиной 1380 мм (насадкой заполнено приблизительно 1000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм), как показано на фиг.8 (эти два реактора колонного типа были одинаковыми и были соединены друг с другом транспортным трубопроводом 23 и транспортным трубопроводом 24). Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали с расходом приблизительно 764 г/ч по подводящему трубопроводу 13 и транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 440. Давление в колонне составляло 0,02 МПа (изб.) Непрореагировавший диоксид углерода из реактора колонного типа 440 подавали по транспортному трубопроводу 24, через холодильник 442 в нижнюю часть реактора колонного типа 340, где осуществляли дополнительную реакцию с составом на основе алкоксида алкилолова. Из нижней части реактора колонного типа 340 отводили смесь, содержащую комплекс с диоксидом углерода, эту смесь, имевшую температуру приблизительно 68°С, охлаждали в холодильнике 341 до приблизительно 20°С и по транспортному трубопроводу 23 подавали в верхнюю часть реактора колонного типа 440 для дополнительной реакции с диоксидом углерода. Смесь, содержащая комплекс с диоксидом углерода, отводимая из нижней части реактора колонного типа 440, была жидкой и пригодной для транспорта по транспортному трубопроводу 10 без каких-либо затруднений, таких как закупорка трубопровода. Кроме того, потока газа по линии продувки 12 заметно не было, так как поданные диоксид углерода и алкоксиды алкилолова превращались в смесь, содержащую комплекс с диоксидом углерода. Этот комплекс с диоксидом углерода транспортировали по транспортному трубопроводу 10 при температуре приблизительно 24°С и давлении 0,02 МПа (изб.) и дополнительно подавали вспомогательным насосом 141 по транспортному трубопроводу 11 с расходом приблизительно 7394 г/ч в автоклав 150, оборудованный мешалкой. В этот автоклав по подводящему трубопроводу 14 подавали диоксид углерода с расходом приблизительно 210 г/ч, давление в автоклаве поддерживали равным 4 МПа (изб.) Температуру в автоклаве установили равной 120°С, время пребывания – приблизительно 6 часов, при этих условиях получали содержащую бис(3-метилбутил)карбонат реакционную жидкость, включающую неиспользованный диоксид углерода. Эту реакционную жидкость по транспортному трубопроводу 15 через регулировочный клапан подавали в тонкопленочный испаритель 160 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 120°С, а давление приблизительно 13 кПа. Неиспользованный диоксид углерода отделяли в газообразной форме и рециркулировали в устройство для производства комплекса с диоксидом углерода 140 через холодильник 162, транспортный трубопровод 17, компрессор 163 и транспортный трубопровод 9 и осуществляли его реакцию с составом на основе алкоксида алкилолова, подаваемым по транспортному трубопроводу 7, с получением смеси, содержащей комплекс с диоксидом углерода. В то же время, количество диоксида углерода, подаваемое по подводящему трубопроводу 13, постепенно уменьшали и в стационарном состоянии подача диоксида углерода по подводящему трубопроводу 13 была прекращена, диоксид углерода подавали только по подводящему трубопроводу 14, неиспользованный диоксид углерода отводили по транспортному трубопроводу 17 с расходом приблизительно 764 г/ч. Полученная смесь, содержащая комплекс с диоксидом углерода, была жидкой и пригодной для транспорта по транспортному трубопроводу 10 без каких-либо затруднений, как, например, закупорка трубопровода. Кроме того, потока газа по линии продувки 12 заметно не было, то есть, поданный неиспользованный диоксид углерода извлекался в форме комплекса с диоксидом углерода. Была отобрана проба этого комплекса с диоксидом углерода и подвергнута элементному анализу, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=1,34 и у=1,72. Содержащую бис(3-метилбутил)карбонат реакционную жидкость, отделенную в тонкопленочном испарителе 160, по транспортному трубопроводу 16 подавали с расходом приблизительно 5332 г/ч в тонкопленочный испаритель 170 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 142°С, а давление приблизительно 0,5 кПа, и получали дистиллят, содержащий бис(3-метилбутил)карбонат. Этот дистиллят подавали с расходом приблизительно 950 г/ч через конденсатор 172 и по транспортному трубопроводу 19 в дистилляционную колонну 180, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 181 и конденсатором 182, где осуществляли очистку дистилляцией с получением 99% вес. бис(3-метилбутил)карбоната, отводимого по отводящему трубопроводу 20 с расходом 944 г/ч. Пример 34 Стадия А: Производство тетраалкилдиалкоксидистанноксана 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан, получили, следуя той же методике, что и на стадии А примера 21, затем на следующей стадии осуществили производство карбоната. Стадия В: Производство карбоната с помощью устройства непрерывного действия Производство карбоната осуществляли с использованием устройства непрерывного действия, показанного на фиг.6. 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан подавали с расходом 5887 г/ч по транспортному трубопроводу 4 в реактор колонного типа 120 с внутренним диаметром 151 мм и эффективной длиной 5040 мм, заполненный металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария), а 3-метил-1-бутанол (производства Kuraray Co., Ltd., Япония), очищенный в дистилляционной колонне 110, подавали в реактор колонного типа 120 с расходом приблизительно 14953 г/ч по транспортному трубопроводу 2. Температуру жидкости в реакторе поддерживали равной 160°С при помощи нагревателя и ребойлера 121, давление поддерживали равным приблизительно 120 кПа (изб.) при помощи клапана регулирования давления. Время пребывания в реакторе составляло приблизительно 17 мин. Около 14953 г/ч содержащего воду 3-метил-1-бутанола из верхней части реактора по транспортному трубопроводу 6 и приблизительно 825 г/ч 3-метил-1-бутанола (производства Kuraray Co., Ltd., Япония) по подводящему трубопроводу 1 подавали в дистилляционную колонну 110, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 111 и конденсатором 112, в которой осуществляли очистку путем дистилляции. Дистиллят из верхней части дистилляционной колонны 110 с высокой концентрацией воды конденсировали в конденсаторе 112 и отводили по отводящему трубопроводу 3. Очищенный 3-метил-1-бутанол отводили по транспортному трубопроводу 2 из нижней части дистилляционной колонны 110. Состав на основе алкоксида алкилолова, содержащий диоктил-бис(3-метилбутилокси)олово и 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан, выводили из нижней части реактора колонного типа 120 и подавали в тонкопленочный испаритель 130 (производства Kobelco Eco-Solutions Co., Ltd., Япония) по транспортному трубопроводу 5. 3-метил-1-бутанол выпаривали в тонкопленочном испарителе 130 и возвращали в реактор колонного типа 120 через конденсатор 132 по транспортному трубопроводу 8 и транспортному трубопроводу 4. Состав на основе алкоксида алкилолова получали из нижней части тонкопленочного испарителя 130, который содержал приблизительно 73% вес. диоктил-бис(3-метилбутилокси)олова и приблизительно 26% вес. 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана. Этот состав охлаждали до приблизительно 40°С в холодильнике 131 и подавали по транспортному трубопроводу 7 в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода с расходом приблизительно 6630 г/ч. В качестве устройства 140 для производства комплекса с диоксидом углерода был использован автоклав 540, показанный на фиг.9, снабженный рубашкой теплообменника и мешалкой. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали с расходом приблизительно 764 г/ч по транспортному трубопроводу 9 в нижнюю часть автоклава 540, давление в нем регулировали на уровне 0,25 МПа (изб.) Температура реакции в автоклаве 540 составляла 50°С, при этих условиях получали смесь, содержащую комплекс с диоксидом углерода. Полученная смесь, содержащая комплекс с диоксидом углерода, была жидкой и пригодной для транспорта по транспортному трубопроводу 10 без каких-либо затруднений, таких как закупорка трубопровода. Кроме того, потока газа по линии продувки 12 заметно не было, так как поданные диоксид углерода и алкоксиды алкилолова превращались в смесь, содержащую комплекс с диоксидом углерода. Этот комплекс с диоксидом углерода транспортировали по транспортному трубопроводу 10 при температуре 50°С и давлении 0,25 МПа (изб.) и дополнительно подавали вспомогательным насосом 141 по транспортному трубопроводу 11 с расходом приблизительно 7394 г/ч в автоклав 150, оборудованный мешалкой. В этот автоклав по подводящему трубопроводу 14 подавали диоксид углерода с расходом приблизительно 210 г/ч, давление в автоклаве поддерживали равным 4 МПа (изб.) Температуру в автоклаве установили равной 120°С, время пребывания – приблизительно 6 часов, при этих условиях получали содержащую бис(3-метилбутил)карбонат реакционную жидкость, включающую неиспользованный диоксид углерода. Эту реакционную жидкость по транспортному трубопроводу 15 через регулировочный клапан подавали в тонкопленочный испаритель 160 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 120°С, а давление приблизительно 13 кПа. Неиспользованный диоксид углерода отделяли в газообразной форме и рециркулировали в устройство для производства комплекса с диоксидом углерода 140 через холодильник 162, транспортный трубопровод 17, компрессор 163 и транспортный трубопровод 9 и осуществляли его реакцию с составом на основе алкоксида алкилолова, подаваемым по транспортному трубопроводу 7, с получением смеси, содержащей комплекс с диоксидом углерода. В то же время, количество диоксида углерода, подаваемое по подводящему трубопроводу 13, постепенно уменьшали и в стационарном состоянии подача диоксида углерода по подводящему трубопроводу 13 была прекращена, диоксид углерода подавали только по подводящему трубопроводу 14, неиспользованный диоксид углерода отводили по транспортному трубопроводу 17 с расходом приблизительно 764 г/ч. Полученная смесь, содержащая комплекс с диоксидом углерода, была жидкой и пригодной для транспорта по транспортному трубопроводу 10 без каких-либо затруднений, как, например, закупорка трубопровода. Кроме того, потока газа по линии продувки 12 заметно не было, то есть, поданный неиспользованный диоксид углерода извлекался в форме комплекса с диоксидом углерода. Была отобрана проба этого комплекса с диоксидом углерода для элементного анализа, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=1,35 и у=1,72. Содержащую бис(3-метилбутил)карбонат реакционную жидкость, отделенную в тонкопленочном испарителе 160, по транспортному трубопроводу 16 подавали с расходом приблизительно 5332 г/ч в тонкопленочный испаритель 170 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 142°С, а давление приблизительно 0,5 кПа, и получали дистиллят, содержащий бис(3-метилбутил)карбонат. Этот дистиллят подавали с расходом приблизительно 950 г/ч через конденсатор 172 по транспортному трубопроводу 19 в дистилляционную колонну 180, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 181 и конденсатором 182, где осуществляли очистку дистилляцией с получением 99% вес. бис(3-метилбутил)карбоната, отводимого по отводящему трубопроводу 20 с расходом 944 г/ч. Пример 35 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксан получили, следуя той же методике, что и на стадии А примера 18, затем на следующей стадии осуществили производство карбоната. Производство карбоната осуществляли с использованием устройства непрерывного действия, показанного на фиг.10. 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксан подавали с расходом 4388 г/ч по транспортному трубопроводу 4 в реактор колонного типа 120 с внутренним диаметром 151 мм и эффективной длиной 5040 мм, заполненный металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария), а 3-метил-1-бутанол (производства Kuraray Co., Ltd., Япония), очищенный в дистилляционной колонне 110, подавали в реактор колонного типа 120 с расходом приблизительно 14952 г/ч по транспортному трубопроводу 2. Температуру жидкости в реакторе поддерживали равной 160°С при помощи нагревателя и ребойлера 121, давление поддерживали равным приблизительно 120 кПа (изб.) при помощи клапана регулирования давления. Время пребывания в реакторе составляло приблизительно 17 мин. Около 14000 г/ч содержащего воду 3-метил-1-бутанола из верхней части реактора по транспортному трубопроводу 6 и приблизительно 825 г/ч 3-метил-1-бутанола (производства Kuraray Co., Ltd., Япония) по подводящему трубопроводу 1 подавали в дистилляционную колонну 110, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 111 и конденсатором 112, в которой осуществляли очистку путем дистилляции. Дистиллят из верхней части дистилляционной колонны 110 с высокой концентрацией воды конденсировали в конденсаторе 112 и отводили по отводящему трубопроводу 3. Очищенный 3-метил-1-бутанол отводили по транспортному трубопроводу 2 из нижней части дистилляционной колонны 110. Состав на основе алкоксида алкилолова, содержащий дибутил-бис(3-метилбутилокси)олово и 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксан, выводили из нижней части реактора колонного типа 120 и подавали в тонкопленочный испаритель 130 (производства Kobelco Eco-Solutions Co., Ltd., Япония) по транспортному трубопроводу 5. 3-метил-1-бутанол выпаривали в тонкопленочном испарителе 130 и возвращали в реактор колонного типа 120 через конденсатор 132, по транспортному трубопроводу 8 и транспортному трубопроводу 4. Состав на основе алкоксида алкилолова получали из нижней части тонкопленочного испарителя 130, который содержал приблизительно 74% вес. дибутил-бис(3-метилбутилокси)олова и приблизительно 25% вес. 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксана. Этот состав охлаждали до приблизительно 30°С в холодильнике 131 и подавали по транспортному трубопроводу 7 в верхнюю часть устройства 140 для производства комплекса с диоксидом углерода с расходом приблизительно 5130 г/ч. Реактор колонного типа 240 с внутренним диаметром 53,5 мм и эффективной длиной 2680 мм (насадкой заполнено приблизительно 2000 мм), заполненный насадкой Диксона (производства Tokyo Tokushu Kanaami, Япония, размером 6 мм) и снабженный охлаждающей рубашкой, как показано на фиг.7, использовали в качестве устройства 140 для производства комплекса с диоксидом углерода. Газообразный диоксид углерода (производства Showa Tansan Co., Ltd., Япония, с чистотой 99,99% и содержанием воды не более 40 частей на миллион) подавали с расходом приблизительно 764 г/ч по подводящему трубопроводу 13 и транспортному трубопроводу 9 в нижнюю часть реактора колонного типа 240. Давление в колонне регулировали на уровне 0,05 МПа (изб.) Температуру реакции в реакторе колонного типа 240 поддерживали равной приблизительно 40°С, и получали смесь, содержащую комплекс с диоксидом углерода. Полученный комплекс с диоксидом углерода был жидким и был пригоден для транспорта по транспортному трубопроводу 10 без каких-либо затруднений, таких как закупорка трубопровода. Кроме того, потока газа по линии продувки 12 заметно не было, так как поданные диоксид углерода и алкоксиды алкилолова превращались в смесь, содержащую комплекс с диоксидом углерода. Эту смесь подавали по транспортному трубопроводу 10 с расходом приблизительно 5894 г/ч в автоклав 150, оборудованный мешалкой. В этот автоклав по подводящему трубопроводу 14 подавали диоксид углерода с расходом приблизительно 210 г/ч, давление в автоклаве поддерживали равным 4 МПа (изб.) Температуру в автоклаве установили равной 120°С, время пребывания – приблизительно 5 часов, при этих условиях получали содержащую бис(3-метилбутил)карбонат реакционную жидкость, включающую неиспользованный диоксид углерода. Эту реакционную жидкость по транспортному трубопроводу 15 через регулировочный клапан подавали в тонкопленочный испаритель 160 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 120°С, а давление приблизительно 13 кПа. Неиспользованный диоксид углерода отделяли в газообразной форме и подавали в корпусный реактор 164 через холодильник 162, транспортный трубопровод 17, компрессор 166 и транспортный трубопровод 25. В этот корпусный реактор 164 по подводящему трубопроводу 26 подавали водный раствор гидроксида натрия (производства Wako Pure Chemical Industries, Ltd., Япония, концентрация 8 моль/л) с расходом приблизительно 3 л/ч и барботировали через этот водный раствор диоксид углерода при нормальном давлении, в результате чего происходило поглощение диоксида углерода. Водный раствор с поглощенным диоксидом углерода подавали по транспортному трубопроводу 27 в корпусный реактор 165 и осуществляли его реакцию с водным раствором серной кислоты (производства Wako Pure Chemical Industries, Ltd., Япония, концентрация 47%), подаваемой по подводящему трубопроводу 28 с расходом приблизительно 3,5 л/ч, прореагировавший водный раствор отводили по отводящему трубопроводу 29, тогда как выделившийся диоксид углерода рециркулировали по транспортному трубопроводу 30, через компрессор 163, по транспортному трубопроводу 9 в устройство для производства комплекса с диоксидом углерода 140. В то же время, количество диоксида углерода, подаваемое по подводящему трубопроводу 13, постепенно уменьшали и в стационарном состоянии подача диоксида углерода по подводящему трубопроводу 13 была прекращена, неиспользованный диоксид углерода отводили по транспортному трубопроводу 17 с расходом приблизительно 764 г/ч. Полученная смесь, содержащая комплекс с диоксидом углерода, была, как и в примере 18, жидкой и пригодной для транспорта по транспортному трубопроводу 10 при температуре 40°С и давлении 0,05 МПа (изб.) без каких-либо затруднений, как, например, закупорка трубопровода. Кроме того, потока газа по линии продувки 12 заметно не было, то есть, поданный неиспользованный диоксид углерода извлекался в форме смеси, содержащей комплекс с диоксидом углерода. Была отобрана проба этой смеси и подвергнута элементному анализу, по результатам которого молярное отношение атомов олова, диоксида углерода и групп OR в смеси (Z:(CO2)x:(OR)y) оказалось таким, что х=1,32 и у=1,71. Содержащую бис(3-метилбутил)карбонат реакционную жидкость, отделенную в тонкопленочном испарителе 160, по транспортному трубопроводу 16 подавали с расходом приблизительно 5330 г/ч в тонкопленочный испаритель 170 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 142°С, а давление приблизительно 0,5 кПа, и получали дистиллят, содержащий бис(3-метилбутил)карбонат. Этот дистиллят подавали с расходом приблизительно 950 г/ч через конденсатор 172 по транспортному трубопроводу 19 в дистилляционную колонну 180, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 181 и конденсатором 182, где осуществляли очистку дистилляцией с получением 99% вес. бис(3-метилбутил)карбоната, отводимого по отводящему трубопроводу 20 с расходом 944 г/ч. После начала рециркуляции диоксида углерода выход бис(3-метилбутил)карбоната постепенно уменьшался, достигнув в стабильном состоянии приблизительно 850 г/ч. Сравнительный пример 7 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксан получили, следуя той же методике, что и на стадии А примера 18, затем на следующей стадии осуществили производство карбоната. Производство карбоната осуществляли с использованием устройства непрерывного действия, показанного на фиг.11. В нем отсутствовало устройство для производства комплекса с диоксидом углерода, неиспользованный диоксид углерода извлекали путем осуществления реакции с водным раствором щелочи. 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксан подавали с расходом 4388 г/ч по транспортному трубопроводу 4 в реактор колонного типа 120 с внутренним диаметром 151 мм и эффективной длиной 5040 мм, заполненный металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария), а 3-метил-1-бутанол (производства Kuraray Co., Ltd., Япония), очищенный в дистилляционной колонне 110, подавали в реактор колонного типа 120 с расходом приблизительно 14952 г/ч по транспортному трубопроводу 2. Температуру жидкости в реакторе поддерживали равной 160°С при помощи нагревателя и ребойлера 121, давление поддерживали равным приблизительно 120 кПа (изб.) при помощи клапана регулирования давления. Время пребывания в реакторе составляло приблизительно 17 мин. 14000 г/ч содержащего воду 3-метил-1-бутанола из верхней части реактора по транспортному трубопроводу 6 и 825 г/ч 3-метил-1-бутанола (производства Kuraray Co., Ltd., Япония) по подводящему трубопроводу 1 подавали в дистилляционную колонну 110, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 111 и конденсатором 112, в которой осуществляли очистку путем дистилляции. Дистиллят из верхней части дистилляционной колонны 110 с высокой концентрацией воды конденсировали в конденсаторе 112 и отводили по отводящему трубопроводу 3. Очищенный 3-метил-1-бутанол отводили по транспортному трубопроводу 2 из нижней части дистилляционной колонны 110. Состав на основе алкоксида алкилолова, содержащий дибутил-бис(3-метилбутилокси)олово и 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксан, выводили из нижней части реактора колонного типа 120 и подавали в тонкопленочный испаритель 130 (производства Kobelco Eco-Solutions Co., Ltd., Япония) по транспортному трубопроводу 5. 3-метил-1-бутанол выпаривали в тонкопленочном испарителе 130 и возвращали в реактор колонного типа 120 через конденсатор 132, по транспортному трубопроводу 8 и транспортному трубопроводу 4. Состав на основе алкоксида алкилолова получали из нижней части тонкопленочного испарителя 130, который содержал приблизительно 74% вес. дибутил-бис(3-метилбутилокси)олова и приблизительно 25% вес. 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксана. Этот состав охлаждали до приблизительно 80°С в холодильнике 131 и подавали по транспортному трубопроводу 7 вспомогательным насосом 141 с расходом приблизительно 5130 г/ч в автоклав 150, оборудованный мешалкой. В этот автоклав по подводящему трубопроводу 13, транспортному трубопроводу 9 и подводящему трубопроводу 14 подавали диоксид углерода с расходом приблизительно 974 г/ч, давление в автоклаве поддерживали равным 4 МПа (изб.) Температуру в автоклаве установили равной 120°С, время пребывания – приблизительно 5 часов, при этих условиях получали содержащую бис(3-метилбутил)карбонат реакционную жидкость, включающую неиспользованный диоксид углерода. Эту реакционную жидкость по транспортному трубопроводу 15 через регулировочный клапан подавали в тонкопленочный испаритель 160 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 120°С, а давление приблизительно 13 кПа. Неиспользованный диоксид углерода отделяли в газообразной форме и подавали в корпусный реактор 164 через холодильник 162, транспортный трубопровод 17, компрессор 166 и транспортный трубопровод 25. В этот корпусный реактор 164 по подводящему трубопроводу 26 подавали водный раствор гидроксида натрия (производства Wako Pure Chemical Industries, Ltd., Япония, концентрация 8 моль/л) с расходом приблизительно 3 л/ч и барботировали через этот водный раствор диоксид углерода при нормальном давлении, в результате чего происходило поглощение диоксида углерода. Водный раствор с поглощенным диоксидом углерода подавали по транспортному трубопроводу 27 в корпусный реактор 165 и осуществляли его реакцию с водным раствором серной кислоты (производства Wako Pure Chemical Industries, Ltd., Япония, концентрация 47%), подаваемой по подводящему трубопроводу 28 с расходом приблизительно 3,5 л/ч, прореагировавший водный раствор отводили по отводящему трубопроводу 29, тогда как выделившийся диоксид углерода рециркулировали по транспортному трубопроводу 30, через компрессор 163, по транспортному трубопроводу 9 и подводящему трубопроводу 14 в автоклав 150. В то же время, количество диоксида углерода, подаваемое по подводящему трубопроводу 13, постепенно уменьшали и в стационарном состоянии количество неиспользованного диоксида углерода, проходящего по транспортному трубопроводу 17, составляло приблизительно 763 г/ч, а количество диоксида углерода, подводимого по подводящему трубопроводу 13, составляло приблизительно 210 г/ч. Содержащую бис(3-метилбутил)карбонат реакционную жидкость, отделенную в тонкопленочном испарителе 160, по транспортному трубопроводу 16 подавали с расходом приблизительно 5330 г/ч в тонкопленочный испаритель 170 (производства Kobelco Eco-Solutions Co., Ltd., Япония), в котором температура составляла приблизительно 142°С, а давление приблизительно 0,5 кПа, и получали дистиллят, содержащий бис(3-метилбутил)карбонат. Этот дистиллят подавали с расходом приблизительно 950 г/ч через конденсатор 172 по транспортному трубопроводу 19 в дистилляционную колонну 180, заполненную металлической сетчатой насадкой CY (производства Sulzer Chemtech Ltd., Швейцария) и снабженную ребойлером 181 и конденсатором 182, где осуществляли очистку дистилляцией с получением 99% вес. бис(3-метилбутил)карбоната, отводимого по отводящему трубопроводу 20 с расходом 944 г/ч. После начала рециркуляции диоксида углерода выход бис(3-метилбутил)карбоната постепенно уменьшался достигнув в стабильном состоянии приблизительно 560 г/ч. Наблюдалось снижение количества карбоната по сравнению с примером 35. Сравнительный пример 8 Приблизительно 60 г гексаметилендиамина (производства Tokyo Chemical Industry Co., Ltd, Япония, чистота 99%) подали на воздухе в прозрачный сосуд и оставили при комнатной температуре (приблизительно 23°С). Непосредственно после этого гексаметилендиамин был бесцветным и прозрачным, однако приблизительно через год стал желтым. Пример 36 Комплекс с диоксидом углерода, полученный, как в примере 2, нагрели до приблизительно 120°С с целью выделения диоксида углерода (содержание воды приблизительно 10 частей на миллион). Осуществили реакцию при комнатной температуре приблизительно 800 г диоксида углерода с приблизительно 60 г гексаметилендиамина (производства Tokyo Chemical Industry Co., Ltd, Япония, чистота 99%). Полученный таким образом карбамат гексаметилендиамина, твердое вещество белого цвета, поместили на воздухе при комнатной температуре, как в сравнительном примере 9, в прозрачный сосуд и оставили при комнатной температуре (приблизительно 23°С) приблизительно на 1 год. После этого цвет твердого вещества не изменился. Вещество поместили в колбу объемом 300 мл, колбу продули азотом и нагрели до 150°С при нормальном давлении с целью выделения диоксида углерода. Нагревание проводили до тех пор, пока не перестал выделяться газ, в результате чего образовалась прозрачная жидкость. Эту жидкость охладили до комнатной температуры и проанализировали, было обнаружено, что жидкость представляет собой гексаметилендиамин чистотой 99%. Сравнительный пример 9 Осуществили реакцию при комнатной температуре между диоксидом углерода, полученным в сравнительном примере 6 (содержание воды приблизительно 6000 частей на миллион) с приблизительно 60 г гексаметилендиамина (производства Tokyo Chemical Industry Co., Ltd, Япония, чистота 99%). Полученный таким образом карбамат гексаметилендиамина, белое твердое вещество, поместили на воздухе при комнатной температуре, как и в сравнительном примере 9, в прозрачный сосуд и оставили при комнатной температуре (приблизительно 23°С) приблизительно на 1 год. После этого цвет твердого вещества не изменился. Вещество поместили в колбу объемом 300 мл, колбу продули азотом и нагрели до 150°С при нормальном давлении с целью выделения диоксида углерода. Нагревание проводили до тех пор, пока не перестал выделяться газ, в результате чего образовалась коричневая жидкость. Эту жидкость охладили до комнатной температуры и проанализировали, было обнаружено, что жидкость представляет собой гексаметилендиамин чистотой приблизительно 97%. Применение в промышленности Путем использования смеси по настоящему изобретению диоксид углерода может быть преобразован в жидкую смесь, кроме того, диоксид углерода, выделенный из этой смеси, по существу, не содержит воды. К тому же, смесь по настоящему изобретению может быть легко получена путем осуществления реакции между газообразным диоксидом углерода и составом на основе алкоксида алкилолова, следовательно, может быть с большой эффективностью использована для извлечения диоксида углерода. Таким образом, настоящее изобретение применимо в промышленности.
Формула изобретения
1. Смесь для транспорта диоксида углерода, содержащая 2. Смесь по п.1, полученная путем поглощения газообразного диоксида углерода составом на основе алкоксида алкилолова и осуществления химической реакции. 3. Смесь по п.1 или 2, в которой каждая из групп R является алифатической группой. 4. Смесь по п.1 или 2, в которой каждая из групп R является алкильной группой, включающей от 1 до 6 атомов углерода. 5. Смесь по п.1 или 2, в которой каждая из групп R является алкильной группой, включающей от 4 до 6 атомов углерода. 6. Смесь по п.2, в которой химическую реакцию осуществляют при давлении от нормального давления до 1 МПа. 7. Смесь по п.2, в которой химическую реакцию осуществляют при температуре от -40 до 80°С. 8. Смесь по п.2, в которой состав на основе алкоксида алкилолова с поглощенным им газообразным диоксидом углерода находится в жидком состоянии. 9. Смесь по любому из пп.1, 2, 6, 7 или 8, которую транспортируют при температуре от -40 до 80°С. 10. Смесь по любому из пп.1, 2, 6, 7 или 8, в которой состав на основе алкоксида алкилолова содержит тетраалкилдиалкоксидистанноксан и/или диалкоксид диалкилолова. 11. Смесь по п.10, в которой молярное соотношение тетраалкилдиалкоксидистанноксана и диалкоксида диалкилолова в составе на основе алкоксида алкилолова лежит в диапазоне от 0:100 до 80:20. 12. Смесь по п.10, которая дополнительно содержит карбонат, при этом содержание карбоната менее 20 моль.% относительно числа молей тетраалкилдиалкоксидистанноксана в составе на основе алкоксида алкилолова. 13. Смесь по п.10, в которой тетраалкилдиалкоксидистанноксан представляет собой тетраалкилдиалкоксидистанноксана следующей общей формулы (1): 14. Смесь по п.10, в которой диалкоксид диалкилолова представляет собой диалкоксид диалкилолова следующей общей формулы (2): 15. Смесь по любому из пп.1, 2, 6, 7, 8, 11, 12 или 13, в которой состав на основе алкоксида алкилолова представляет собой состав на основе алкоксида алкилолова, содержащий мономер, агрегат или полимерный компонент по меньшей мере одного алкоксида диалкилолова. 16. Способ производства карбоната, включающий осуществление реакции смеси по п.1 с диоксидом углерода. 17. Способ производства карбоната по п.16, включающий стадии: 18. Способ производства карбоната по п.17, дополнительно включающий после стадии 4 19. Способ производства карбоната по п.18, дополнительно включающий после стадии 5 20. Способ производства карбоната по п.19, в котором спирт представляет собой спирт следующей формулы (3): 21. Способ извлечения с целью использования диоксида углерода, включающий 22. Способ производства сухого газообразного диоксида углерода, включающий получение смеси по п.1 в виде жидкофазного компонента, которую получают путем непрерывной подачи в реактор газообразного диоксида углерода и осуществления химической реакции при одновременном непрерывном отводе из реактора газовой фазы с получением сухого газообразного диоксида углерода с более низким содержанием воды, чем непрерывно подаваемый газообразный диоксид углерода. 23. Способ транспорта диоксида углерода, включающий транспорт смеси по п.1 в жидком состоянии. 24. Способ транспорта по п.23, в котором смесь транспортируют при температуре от -40 до 80°С.
РИСУНКИ
|
||||||||||||||||||||||||||
 2809368), с использованием третичного амина (см., например, патентный документ 2: выложенная заявка на патент Японии
2809368), с использованием третичного амина (см., например, патентный документ 2: выложенная заявка на патент Японии 
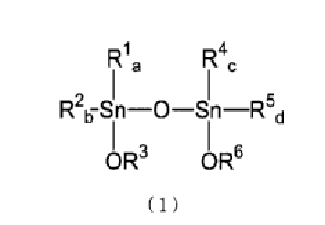
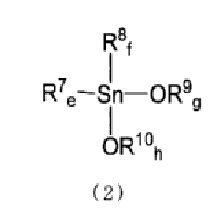
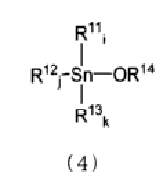
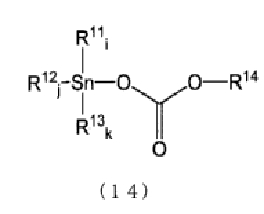
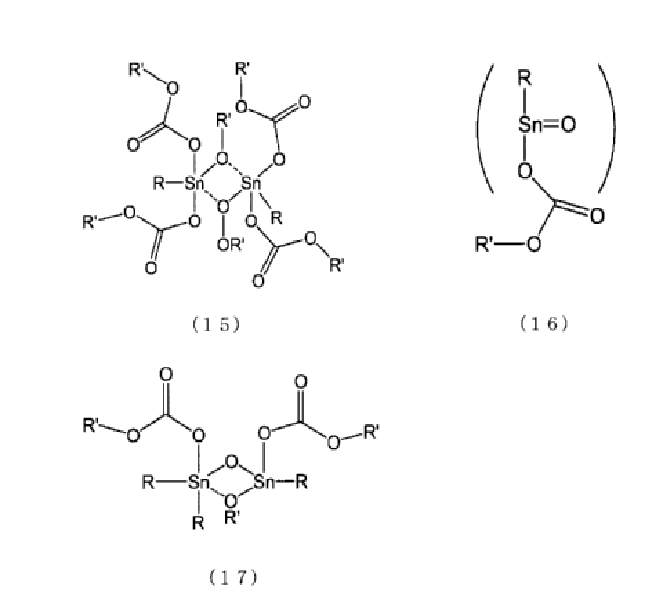
 , частей на миллион
, частей на миллион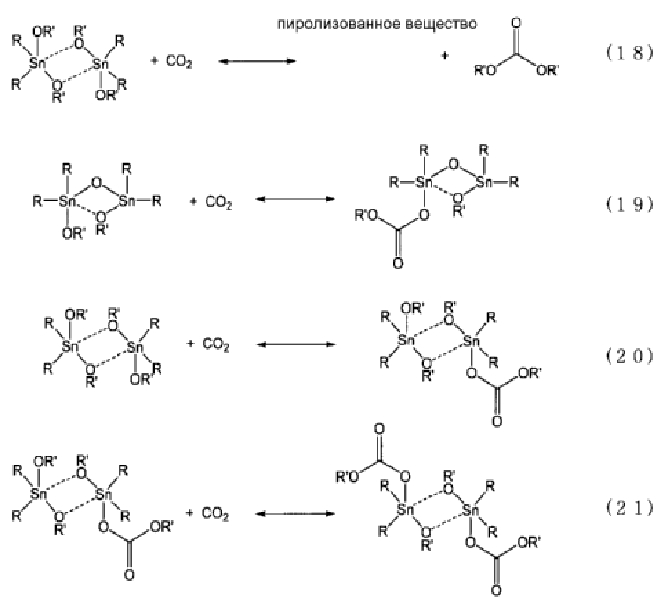
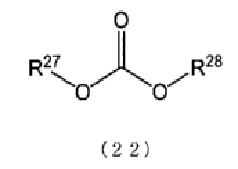

 С. Давление при экстрагировании зависит от величин Z, х и у для данной смеси и температуры, однако экстрагирование можно осуществить в диапазоне от пониженного давления до повышенного давления. Это, например, диапазон от 10 Па до 1 МПа, однако предпочтительно низкое давление, с тем чтобы экстрагирование было эффективным, следовательно, предпочтительным является диапазон от 10 Па до 0,1 МПа, более предпочтительным – от 10 Па до нормального давления. Экстрагирование также может быть осуществлено путем введения в смесь добавки. К предпочтительным добавкам относятся кислоты Бренстеда с более высокой кислотностью, чем у угольной кислоты, соединения диолов и соединения аминов. Например, могут быть использованы органические кислоты или неорганические кислоты, такие как уксусная кислота, серная кислота, соляная кислота, фенол или ортодиоксибензол, 1,2-гликоль или 1,3-гликоль или подобный им, например, этиленгликоль или пропиленгликоль, или амины, такие как бутиламин или этилендиамин. Такая добавка может быть использована при температуре и давлении, соответствующих указанным выше диапазонам. Вводимое количество добавки может составлять от 0,1 до 100 моль-эквивалентов относительно Z. Необходимо отметить, однако, что в случае регенерации и использования смеси после экстрагирования из нее диоксида углерода, экстракцию, предпочтительно, осуществляют способом, при котором добавку не вводят. Время, за которое осуществляется экстракция, выбирают свободно при необходимости, однако при использовании описанных выше температуры, давления или добавки, предпочтительно, чтобы оно соответствовало диапазону от нескольких секунд до 100 часов в соответствии с используемым количеством.
С. Давление при экстрагировании зависит от величин Z, х и у для данной смеси и температуры, однако экстрагирование можно осуществить в диапазоне от пониженного давления до повышенного давления. Это, например, диапазон от 10 Па до 1 МПа, однако предпочтительно низкое давление, с тем чтобы экстрагирование было эффективным, следовательно, предпочтительным является диапазон от 10 Па до 0,1 МПа, более предпочтительным – от 10 Па до нормального давления. Экстрагирование также может быть осуществлено путем введения в смесь добавки. К предпочтительным добавкам относятся кислоты Бренстеда с более высокой кислотностью, чем у угольной кислоты, соединения диолов и соединения аминов. Например, могут быть использованы органические кислоты или неорганические кислоты, такие как уксусная кислота, серная кислота, соляная кислота, фенол или ортодиоксибензол, 1,2-гликоль или 1,3-гликоль или подобный им, например, этиленгликоль или пропиленгликоль, или амины, такие как бутиламин или этилендиамин. Такая добавка может быть использована при температуре и давлении, соответствующих указанным выше диапазонам. Вводимое количество добавки может составлять от 0,1 до 100 моль-эквивалентов относительно Z. Необходимо отметить, однако, что в случае регенерации и использования смеси после экстрагирования из нее диоксида углерода, экстракцию, предпочтительно, осуществляют способом, при котором добавку не вводят. Время, за которое осуществляется экстракция, выбирают свободно при необходимости, однако при использовании описанных выше температуры, давления или добавки, предпочтительно, чтобы оно соответствовало диапазону от нескольких секунд до 100 часов в соответствии с используемым количеством.