Патент на изобретение №2392646
|
||||||||||||||||||||||||||
(54) СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЬНОЙ ДЛИННОПЕРИОДНОЙ ВОЛОКОННОЙ РЕШЕТКИ (ВАРИАНТЫ)
(57) Реферат:
Способ включает скручивание вокруг оси заготовки со скоростью 0,5
Изобретение относится к волноводной и волоконной оптике и может быть использовано для изготовления длиннопериодных волоконных решеток.
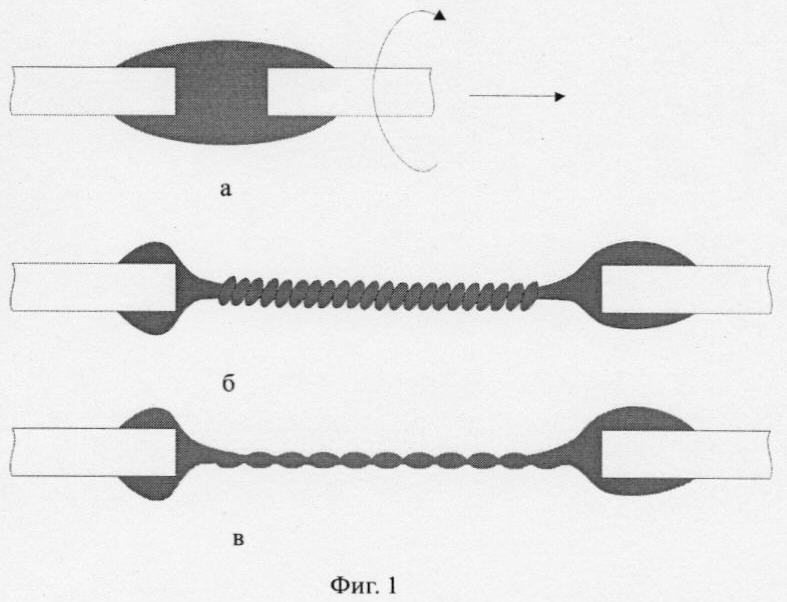
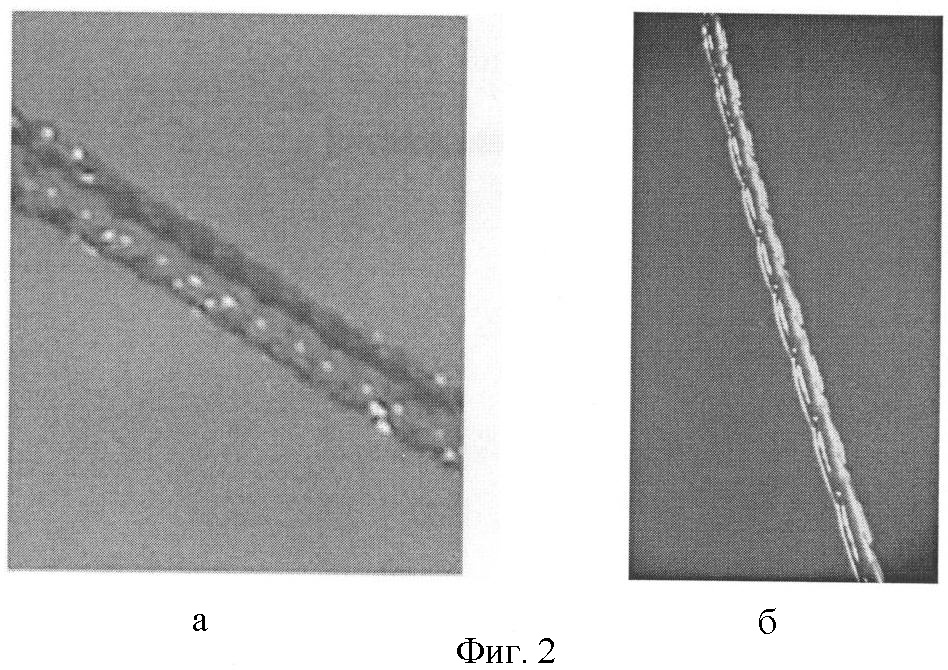
Изобретение решает задачу упрощения технологии изготовления и расширение номенклатуры материалов и геометрических характеристик спиральных длиннопериодных волоконных решеток. Сущность заявляемого способа заключается в следующем. Заготовку одновременно со скручиванием растягивают продольно со скоростью 0.1 При одновременном растягивании и скручивании капли раствора либо расплава полимера формируется волокно в виде спирали с плотно упакованными витками. Период витков спирали зависит от соотношения скоростей растягивания и вращения. Значения скоростей растягивания и скручивания получены экспериментально. В результате кратковременного смачивания волокна растворителем полимера либо кратковременного нагрева его до температуры, превышающей температуру размягчения, происходит склеивание либо сплавление поверхностей соседних витков спирали и формируется сплошное волокно со спиральной гофрированной поверхностью. Толщина спирального гофра определяется продолжительностью смачивания растворителем либо продолжительностью нагрева. Примеры конкретной реализации изобретения. Сущность изобретения поясняется фиг.1 и фиг.2. На фиг.1, а схематично показана капля раствора или расплава полимера, расположенная на совмещенных торцах двух стержней или стеклянных волокон. На фиг.1, б показано сформированное спиральное волокно после растяжения и скручивания капли полимера. На фиг.1, в показано сформированное спиральное волокно после его обработки путем смачивания растворителем либо нагрева. На фиг.2, а показано сформированное спиральное волокно из поливинилацетата. На фиг.2, б показано сформированное спиральное волокно из полиуретана. Пример 1. В качестве стержней используют два отрезка волокна из кварцевого стекла диаметром 130 мкм. Каплю раствора поливинилацетата в этилацетате с концентрацией 70% и объемом 3 мм3 помещают между торцами совмещенных волокон (фиг.1, а). Одно из волокон удаляют от другого волокна со скоростью 0.5 мм/с с одновременным вращением волокна вокруг оси со скоростью 1 об/с. В результате формируется полимерное волокно в виде спирали с плотно упакованными витками (фиг.1, б). Затем сформированное полимерное волокно смачивают этилацетатом в течение 5 с и высушивают. При этом происходит склеивание поверхностей соседних витков спирали и формируется сплошное полимерное волокно со спиральной гофрированной поверхностью (фиг.1, в). Фотография волокна показана на Фиг.2, а. Диаметр волокна равен 50 мкм, период спирального гофра равен 55 мкм, высота гофра – 15 мкм. При увеличении продолжительности смачивания растворителем до 15 с высота гофра уменьшается до 1 мкм. Пример 2. В качестве стержней используют два отрезка волокна из кварцевого стекла диаметром 130 мкм. Каплю расплава полиуретана (Тразм=193°С) объемом 3 мм3 помещают между торцами совмещенных волокон (фиг.1, а). Одно из волокон удаляют от другого волокна со скоростью 1 мм/с с одновременным вращением волокна вдоль оси со скоростью 0.8 об/с. В результате формируется полимерное волокно в виде спирали с плотно упакованными витками (фиг.1, б). Затем полимерное волокно нагревают до температуры 200°C в течение 5 с и охлаждают до комнатной температуры. При этом происходит сплавление поверхностей соседних витков спирали и формируется сплошное полимерное волокно со спиральной гофрированной поверхностью (фиг.1, в). Фотография волокна показана на фиг.2, б. Диаметр волокна равен 100 мкм, период спирального гофра равен 300 мкм, высота гофра – 20 мкм. При увеличении продолжительности нагрева до 10 с высота гофра уменьшается до 10 мкм. Из приведенных примеров следует, что предлагаемое техническое решение позволяет изготавливать спиральные длиннопериодные волоконные решетки из полимеров без использования сложного и дорогостоящего технологического оборудования, что упрощает технологию. Предлагаемый способ позволяет формировать спиральные гофры на полимерных волокнах различного состава. Дополнительным достоинством является возможность варьирования высоты спирального гофра. Высокая чувствительность полимеров к внешним воздействиям (температура, давление и др.) по сравнению со стеклами дает возможность повысить чувствительность волоконных датчиков. Предлагаемое техническое решение может быть использовано для изготовления длиннопериодных волоконных решеток, применяемых в волоконно-оптических датчиках и сенсорах.
Формула изобретения
1. Способ изготовления спиральной длиннопериодной волоконной решетки, заключающийся в формировании волокна с продольной спиральной структурой путем скручивания вокруг оси заготовки, отличающийся тем, что заготовку одновременно со скручиванием растягивают продольно со скоростью 0,1 2. Способ изготовления спиральной длиннопериодной волоконной решетки, заключающийся в формировании волокна с продольной спиральной структурой путем скручивания вокруг оси заготовки, отличающийся тем, что заготовку одновременно со скручиванием растягивают продольно со скоростью 0,1
РИСУНКИ
|
||||||||||||||||||||||||||
 1 об/с и одновременно растягивание продольно со скоростью 0,1
1 об/с и одновременно растягивание продольно со скоростью 0,1