Патент на изобретение №2383403
|
||||||||||||||||||||||||||
(54) УСТРОЙСТВО МЕХАНИЧЕСКОЙ ОЧИСТКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ
(57) Реферат:
Изобретение предназначено для повышения качества очистки поверхности цилиндрических изделий при выполнении различных требований к степени обработки при очистке от окалины, ржавчины, загрязнения цилиндрических изделий на трубных, метизных и машиностроительных заводах. Устройство содержит последовательно расположенные клети обдирающих валков с установленным на них инструментом, снабженные приводом вращения. Высокое качество очистки без переналадки в широком диапазоне диаметров изделий обеспечивается за счет того, что валки выполнены упругими, их рабочие поверхности имеют глобоидный контур и охватывают изделие по периметру, клеть состоит из трех установленных в одной плоскости валков, расположенных равноудаленно друг от друга и от оси изделия, проходящего между ними. Инструмент валков – обдирающих конструктивно выполнен в виде щеток, шаберов, иглофрез или комбинированным, а сами тройки валков в последовательно установленных клетях можно ориентировать под разным углом по отношению к тройкам валков соседних клетей. Привод передает вращение валкам – обдирающим через конические шестерни с равным числом зубьев, а клеть заключена в камеру с желобами для сбора и удаления окалины после механической очистки поверхности цилиндрических изделий. 3 з.п. ф-лы, 4 ил.
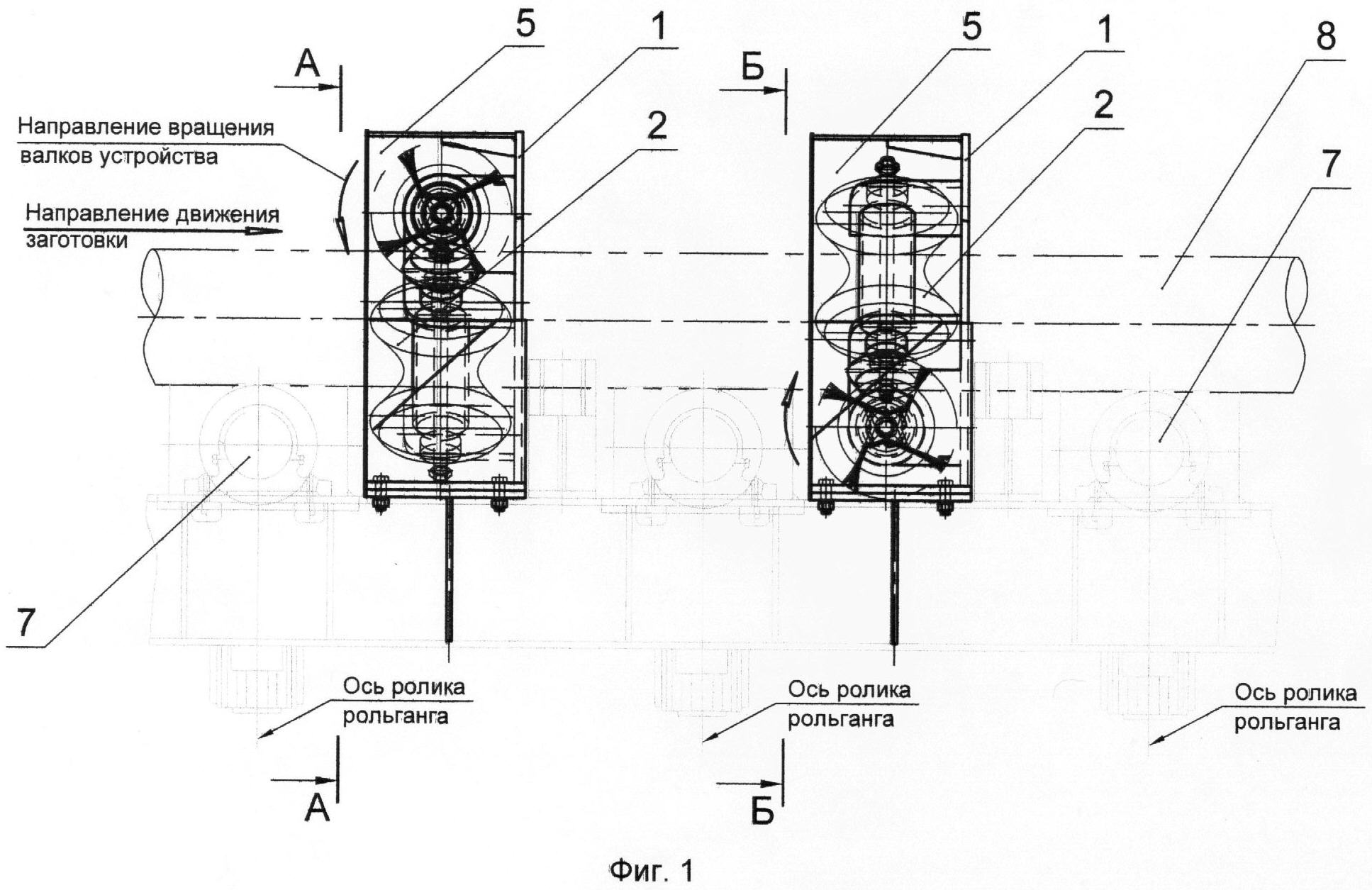
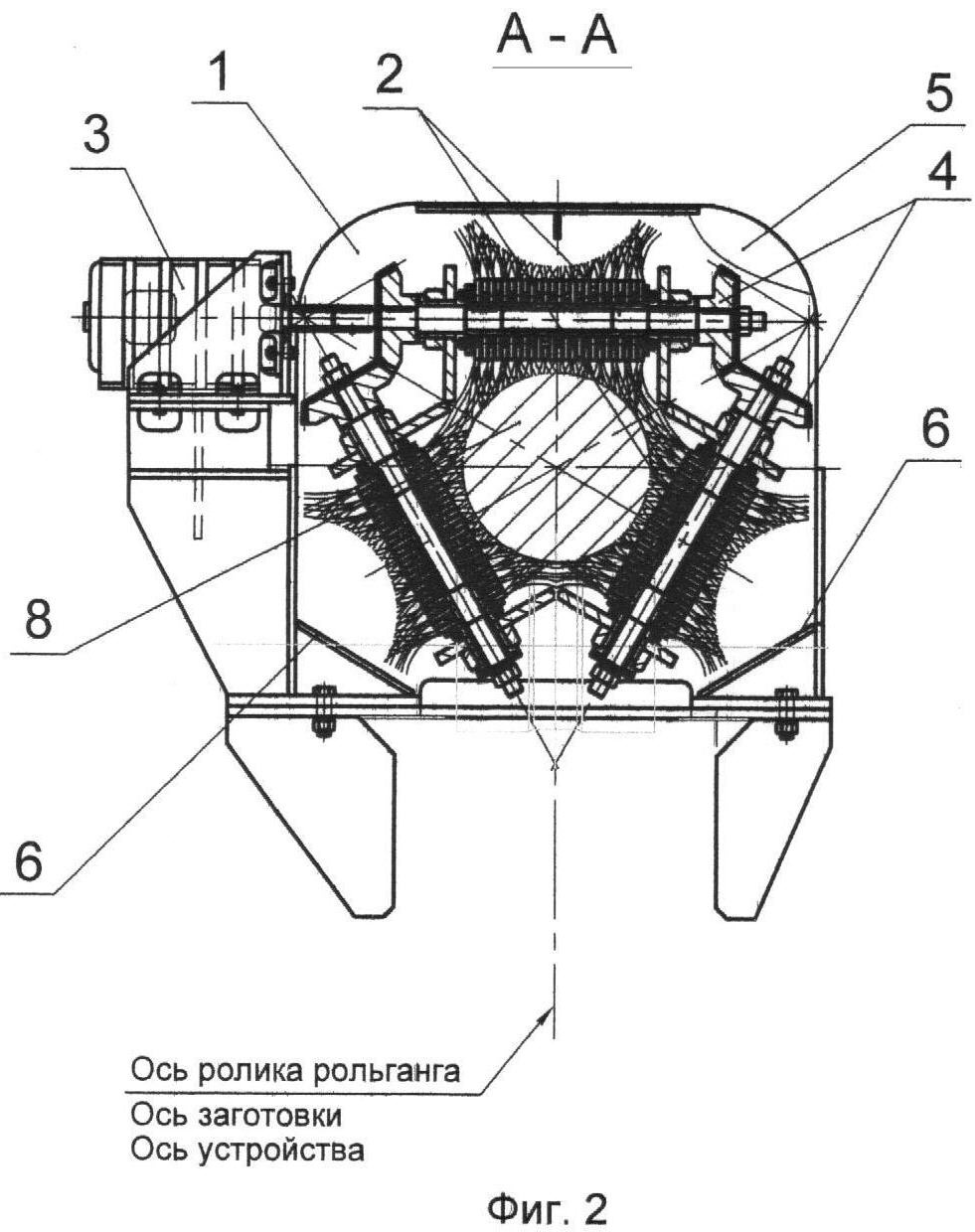
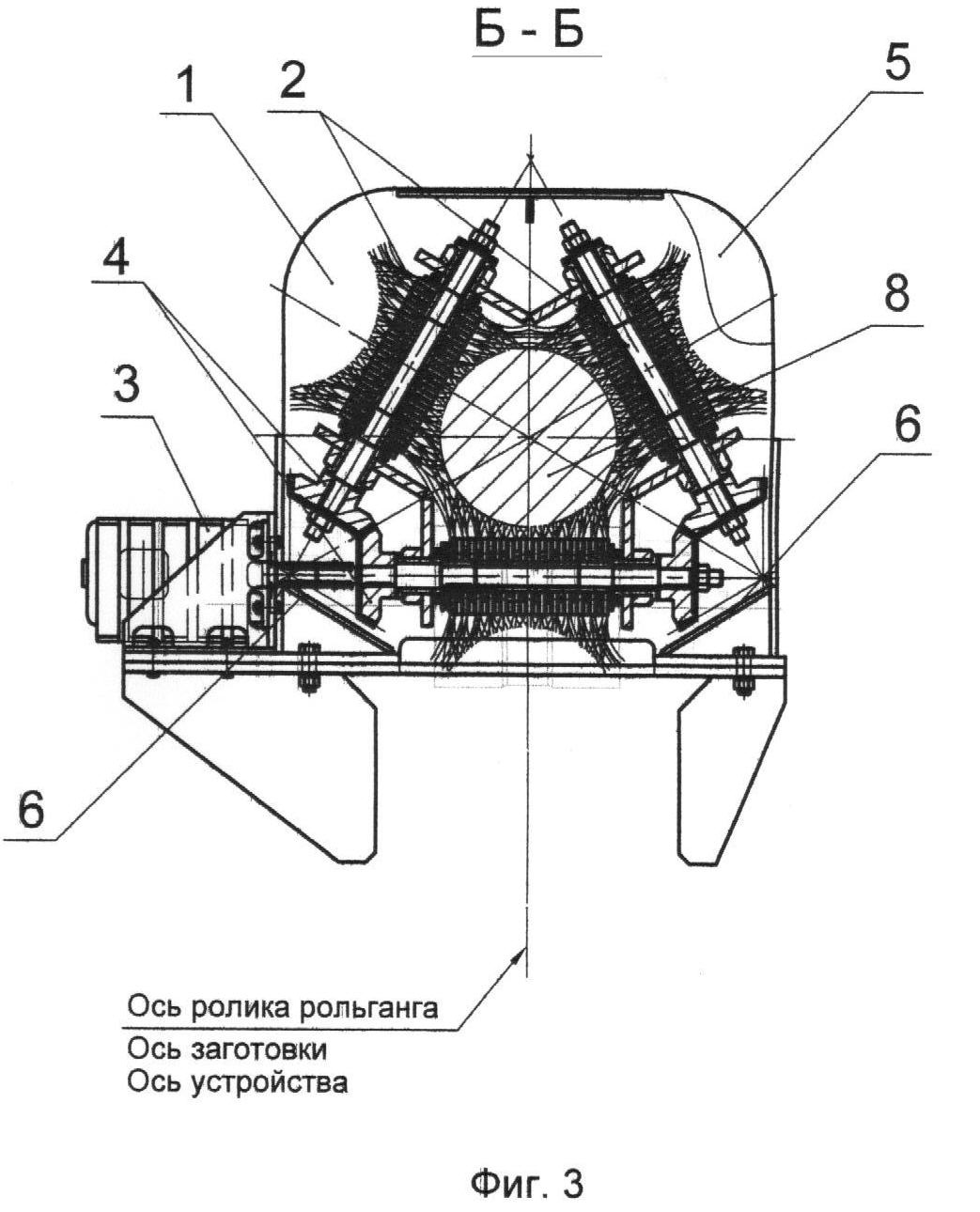
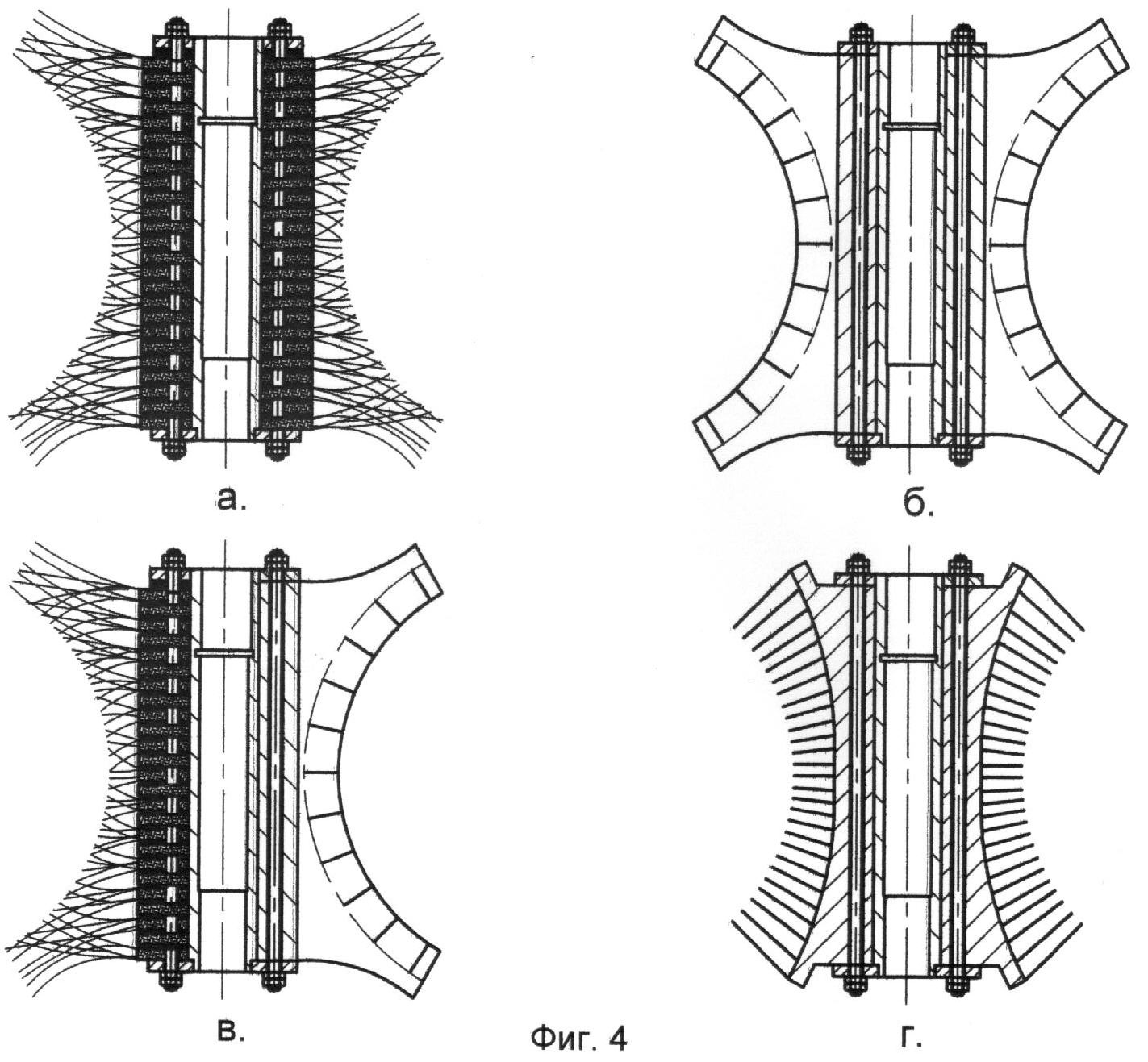
Изобретение относится к металлургическому производству, а именно к очистке от окалины поверхности круглых непрерывнолитых заготовок непосредственно на машине непрерывной разливки стали после порезки, может быть использовано в других технологических процессах для очистки от окалины, ржавчины, загрязнения длинномерных и мерных цилиндрических изделий (круглый прокат, катанка, трубы) и может найти применение на трубных, метизных и машиностроительных заводах. Известно устройство для механического удаления окалины (авторское свидетельство СССР Известно устройство для очистки круглого проката от окалины (авторское свидетельство СССР Недостатком работы этих устройств является недостаточное качество обработки поверхности в результате неполного охвата периметра поперечного сечения изделий и сложность перестраивания оборудования при замене сортамента и при изменении требований к обрабатываемой поверхности. Наиболее близким по технической сущности к предлагаемому устройству является устройство для зачистки длинномерного круглого проката (авторское свидетельство СССР Такое устройство не позволяет качественно очищать всю поверхность изделия. Приемлемое качество достигается только при наличии нескольких подобных устройств, расположенных вдоль оси проката. Цель изобретения – повышение качества очистки поверхности цилиндрических изделий при реализации различных требований к степени обработки. Этот результат достигается за счет того, что устройство механической очистки цилиндрических изделий включает последовательно расположенные клети валков – обдирающих с установленным на них инструментом, снабженные приводом вращения. Рабочие поверхности валков – обдирающих имеют глобоидный контур поверхности и охватывают изделие по периметру, а клеть состоит из трех, установленных в одной плоскости валков – обдирающих, расположенных равноудаленно друг от друга и от оси вертикального сечения изделия, проходящего между ними. Инструмент валков – обдирающих конструктивно выполнен в виде щеток, шаберов, иглофрез или комбинированным. Тройки валков – обдирающих в последовательно установленных клетях можно ориентировать под разным углом по отношению к тройкам валков – обдирающих соседних клетей. Привод передает вращение валкам – обдирающим через конические шестерни с равным числом зубьев. Клеть заключена в камеру с желобами для сбора и удаления окалины после механической очистки поверхности цилиндрических изделий. На фиг.1, 2 и 3 изображено устройство механической очистки цилиндрических изделий. На фиг.4 – варианты инструмента валков – обдирающих (а – щетки, б – шаберы, в – комбинированный, г – иглофрезы). Устройство состоит из клети 1 с валками – обдирающими 2, снабженными приводом вращения 3, передающим вращение валкам – обдирающим 2 через конические шестерни 4. Клеть 1, размещенная внутри камеры 5 с желобами 6 для сбора и удаления окалины, устанавливается между приводными роликами 7 рольганга и выставляется соосно с изделием 8. В устройстве может использоваться несколько клетей 1 в зависимости от предъявляемых требований к качеству поверхности. При этом каждая тройка валков – обдирающих 2 в одной клети 1 может быть ориентирована под разными углами по отношению к тройкам валков – обдирающих 2 соседних клетей, как это показано на фиг.2 и 3, что увеличивает эффективность очистки. А инструмент валков – обдирающих 2 конструктивно может быть выполнен в виде щеток, шаберов, комбинированным или в виде иглофрез. Предъявляемые требования могут включать в себя: снятие окалины, шабровку поверхности изделия, снятие поверхностного слоя металла заданной толщины, а также двух-, трех- и т.д. кратное снятие окалины, шабровку и снятие поверхностного слоя за один проход изделия. Устройство работает следующим образом. Изделие 8 подается по приводным роликам 7 рольганга к первой клети 1 устройства. Привод вращения 3 через конические шестерни 4 с равным числом зубьев передает вращение валкам – обдирающим 2, так, что образованный равносторонний треугольник вокруг цилиндрического изделия 8 обеспечивает равномерную круговую обработку валками – обдирающими 2 поверхности изделия. Учитывая упругость валков – обдирающих 2 и образованный ими глобоидный контур поверхности, охватывающий изделие 8 по периметру, можно охватывать определенный диапазон диаметров без переналадки устройства. А для переналадки на другой диапазон диаметров необходимо установить инструмент валков – обдирающих 2 нужного диаметра и конструктивного исполнения (см. фиг.4), отрегулировав положение клети 1 по оси изделия 8. Так при снятии окалины с нагретой заготовки используют инструмент валков – обдирающих 2 в виде щеток, в виде иглофрез – при холодной заготовке. При очистке изделия 8 от ржавчины используют инструмент валков – обдирающих 2 в виде шаберов. Для снятия загрязнений и ржавчины используют комбинированный инструмент. Управляя приводом вращения 3 при помощи пуско-наладочной аппаратуры, изменяют направление вращения относительно движения заготовки и скорость вращения валков – обдирающих 2. Это позволяет включить устройство в полуавтоматическую или автоматическую технологическую линию. В результате работы устройства окалина и стружка осыпаются по желобам 6 в нижнюю часть камеры 5 и утилизируются. Использование предлагаемого устройства в мартеновском цехе ОАО «Таганрогский металлургический завод» в технологической линии производства непрерывной литой цилиндрической заготовки при использовании двух клетей с углом смещения между тройками валков – обдирающих 60 градусов и использовании инструмента валков в виде щеток с направлением вращения, совпадающим с направлением движения заготовки, позволило обеспечить качественную очистку поверхности от окалины. В перспективе в ОАО «Таганрогский металлургический завод» намечено использование устройств механической очистки цилиндрических изделий в технологических линиях для подготовки поверхности труб перед ультразвуковым контролем, а также для подготовки поверхности труб перед покраской.
Формула изобретения
1. Устройство механической очистки цилиндрических изделий, содержащее последовательно расположенные клети с размещенными в них обдирающими валками с установленным на валках инструментом, снабженные приводом вращения валков, отличающееся тем, что валки выполнены упругими с рабочими поверхностями, имеющими глобоидный контур и охватывающими изделие по периметру, клети содержат по три установленных в одной плоскости валка, равноудаленных друг от друга и от оси изделия, проходящего между ними, при этом комплекты валков смежных клетей ориентированны под разными углами друг относительно друга. 2. Устройство по п.1, отличающееся тем, что инструмент валков выполнен в виде щеток, шаберов, иглофрез или их комбинации. 3. Устройство по п.1, отличающееся тем, что привод выполнен с возможностью передачи вращения валкам через конические шестерни с равным числом зубьев. 4. Устройство по п.1, отличающееся тем, что клеть размещена в камере с желобами для сбора и удаления окалины после механической очистки поверхности цилиндрических изделий.
РИСУНКИ
|
||||||||||||||||||||||||||
 192152, В21В, 1964). Устройство состоит из двух роторных шаберов, представляющих собой вращающиеся барабаны, расположенные над и под рольгангом.
192152, В21В, 1964). Устройство состоит из двух роторных шаберов, представляющих собой вращающиеся барабаны, расположенные над и под рольгангом.