Патент на изобретение №2381839
|
||||||||||||||||||||||||||
(54) СПОСОБ СПРЕЙ-АКУСТИЧЕСКОГО КРАШЕНИЯ МЕТАЛЛА
(57) Реферат:
Изобретение относится к области физики. Способ включает последовательное нанесение на очищенную поверхность металла с помощью спрей-аппарата в секторе спрей-струи
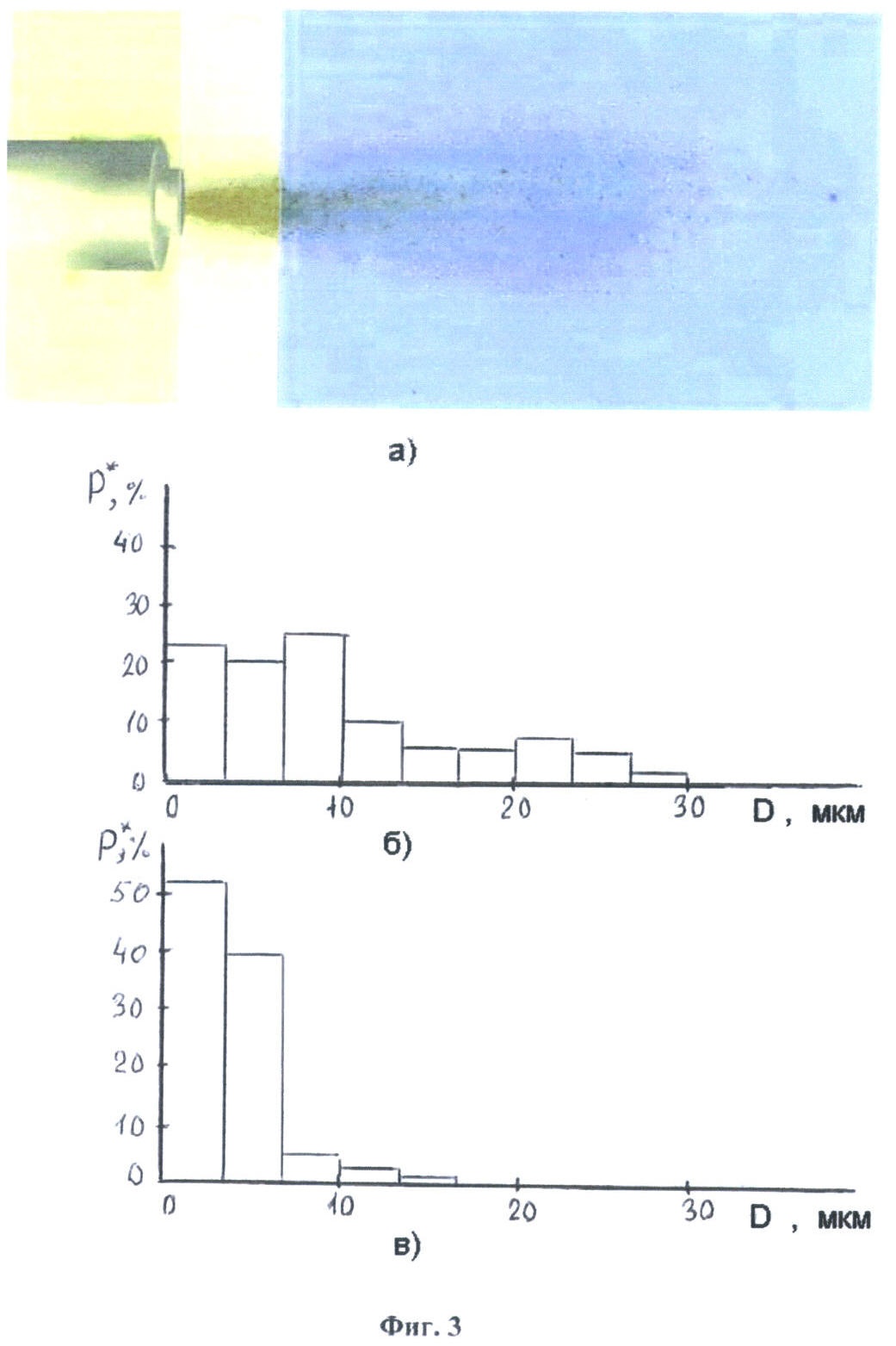
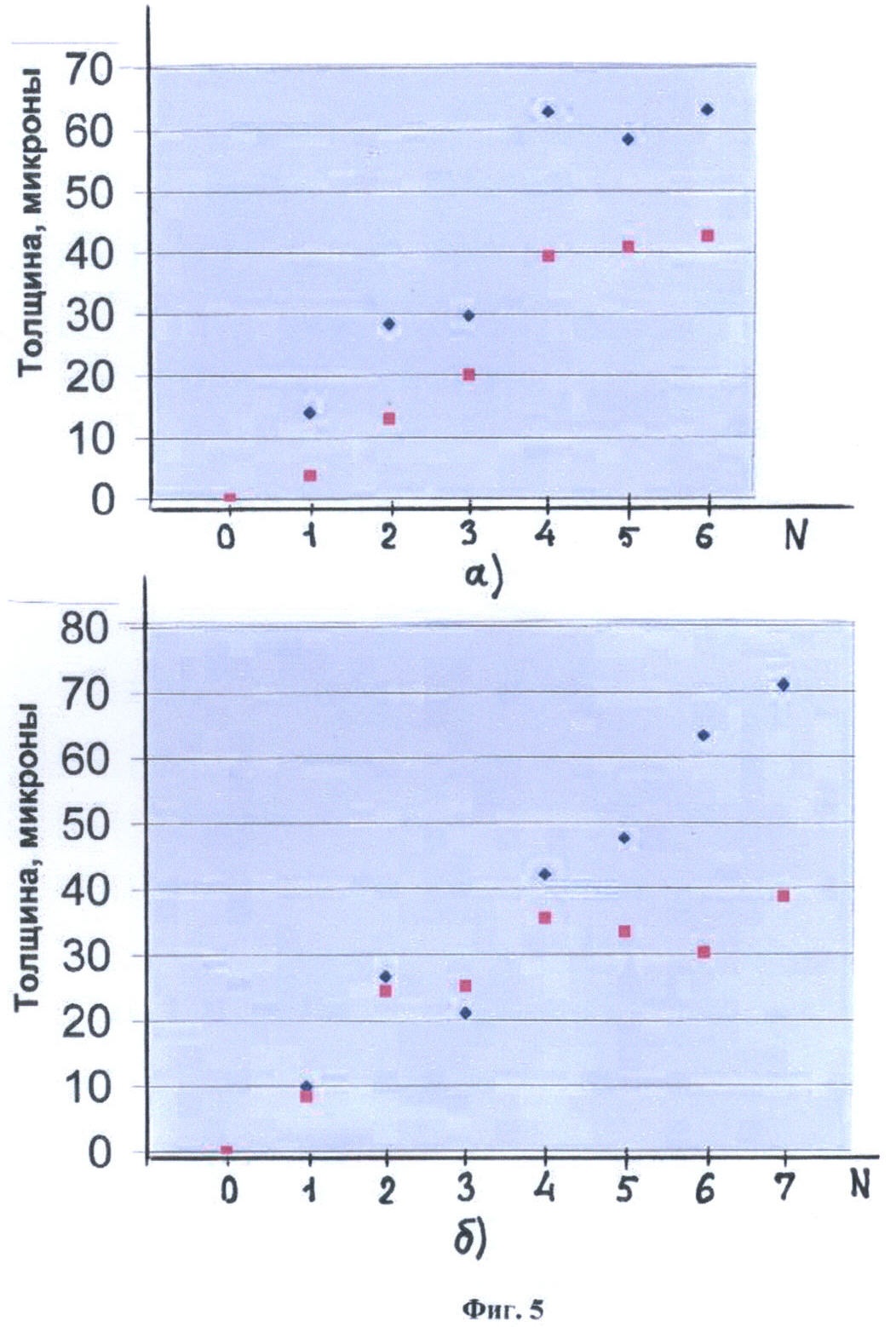
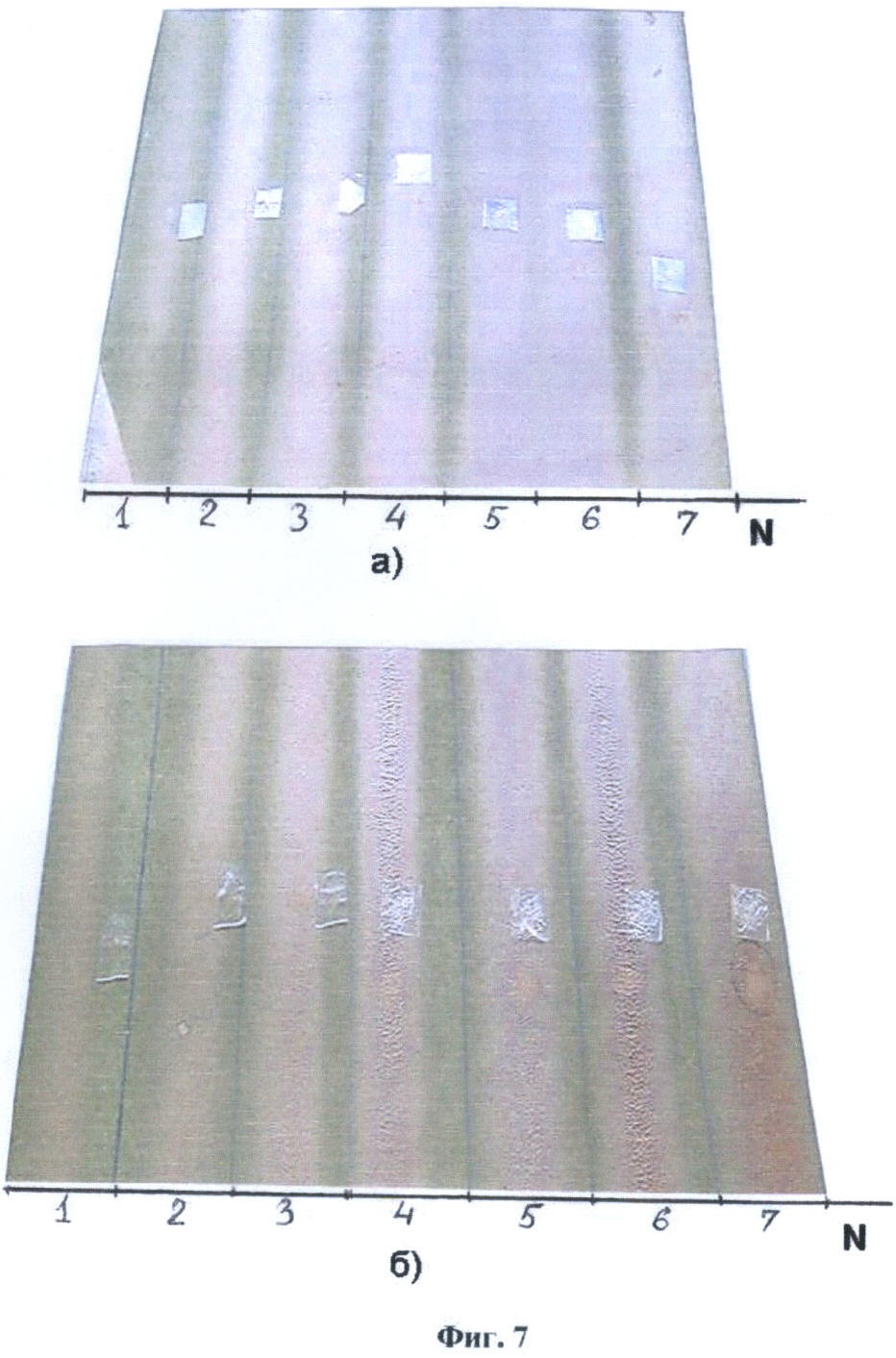
Изобретение относится к области физики и может быть использовано для повышения эффективности крашения металла, полимеров и других субстратов. Технический результат предложенного способа заключается в повышении качества крашения: в увеличении глубины проникновения специального покрытия (СП) и красильного состава (КС) в металл, в обеспечении равномерности распределения СП и КС по поверхности металла, в повышении яркости КС и др.; в сокращении продолжительности технологического процесса крашения (уменьшение времени сушения СП и КС); в сокращении финансовых затрат на крашение (уменьшение расхода СП и КС и т.д.) и в расширении области применения (крашение ранее не окрашиваемого металла, крашение металла в неблагоприятных погодно-климатических условиях: ветер и др.). Известен способ крашения полимеров (ПМ) с использованием ультразвука (УЗК), заключающийся в подаче КС в емкость для крашения, снабженную первым УЗК излучателем и ПМ, предварительно подвергнутым в этой емкости УЗК воздействию, обеспечивающему сохранение структуры материала, нахождении ПМ в указанном активированном КС в течение заданного интервала времени, промывке окрашенного ПМ водой и дальнейшем его направлении на стадию сушки, а сточных вод – в емкость для очистки воды, снабженной вторым УЗК излучателем с последующим возвращением очищенной воды в цикл процесса крашения /Бахарев С.А. Непрерывный способ крашения полимерных материалов с использованием ультразвука. – Патент РФ Основными недостатками данного способа являются: 1. Ограниченная область применения. 2. Недостаточное качество крашения (из-за неглубокого проникновения КС в субстрат и др.). 3. Недостаточная эффективность крашения, обусловленная, например, относительно продолжительным процессом сушки субстрата и др. Наиболее близким к заявляемому является способ, выбранный в качестве способа-прототипа, крашения металла, заключающийся в очищении поверхности металла от физических и химических примесей, в нанесении на очищенную поверхность металла в секторе спрей-струи Основными недостатками способа-прототипа являются: 1. Недостаточное качество крашения (небольшая прочность фиксации, неравномерность крашения и др.). 2. Высокая (сутки и более) продолжительность технологического процесса крашения (длительность сушения ЗП, АП и КС и т.д.). 3. Значительные финансовые затраты на крашение (большой расход ЗП, АКП, первого КС и второго КС и т.д.). 4. Ограниченная область применения (невозможность крашения в неблагоприятных погодно-климатических условиях: ветер, после осадков в виде дождя и др.). Задача, которая решается изобретением, заключается в разработке способа крашения металла, свободного от указанных выше недостатков. Технический результат предложенного способа заключается в повышении качества крашения, в сокращении продолжительности технологического процесса крашения, в сокращении финансовых затрат на крашение единицы площади металла и в расширении области применения способа. Поставленная цель достигается тем, что в способе спрей-акустического крашения металла, включающем очистку поверхности металла от физических и химических примесей, нанесение с помощью спрей-аппарата на очищенную поверхность металла в секторе спрей-струи На фиг.1 и фиг.2 представлена структурная схема устройства, реализующего разработанный способ спрей-акустического крашения металла. Устройство содержит: лист металла (1), являющийся частью общей конструкции, например, судна, компрессор (2), резервуар (3) для защитного покрытия, антикоррозийного покрытия, первого красильного состава и второго красильного состава, а также спрей-акустический пистолет (4), который, в свою очередь, содержит: общий рупор (5) – единое направляющее устройство для спрей-струи и акустической волны, съемную крышку (6) для установки-изъятия высокоемкостного малогабаритного аккумулятора (7) или его внешней подзарядки, распылитель (8) спрей-струи, прерыватель (9) подачи воздухокрасильной смеси со спусковым механизмом (10) и шлангом (11), соединяющим спрей-акустический пистолет (САП) с резервуаром (3). Спрей-акустический пистолет (4) также содержит последовательно соединенные: первый генератор (12) специальных сигналов Устройство также содержит последовательно соединенные: второй генератор (16) специальных сигналов Устройство функционирует следующим образом (фиг.1 и фиг.2). На первом этапе осуществляется очищение поверхности металла от физических и химических примесей: ржавчины, остатков старой краски, наросших морских биологических объектов (например, ракушек) и др., в соответствии с принятым стандартом /например, Стандарт ASTM по покраске морских судов способом Air spray, раздел D609 – подготовка стальных листов, 1995/ и готовится ЗП (например, Epicon Zinc rich primer). Затем слева, справа, сверху и снизу относительно листа металла (1), являющегося общей конструкции, например, судна устанавливаются второй (19), третий (24), четвертый (29) и пятый (34) акустические рупора (АКР), которые ориентируются с помощью соответствующих специальных креплений: 20, 25, 30 и 35 в пространстве таким образом, чтобы излучаемыми акустическими волнами на частотах Затем с помощью второго генератора (16) и второго усилителя мощности (17) осуществляется формирование и усиление до необходимого уровня специальных сигналов на частоте Аналогичным образом осуществляется формирование, усиление и излучение акустических волн на частотах С помощью третьего генератора (21) и третьего усилителя мощности (22) осуществляется формирование и усиление до необходимого уровня специальных сигналов на частоте С помощью четвертого генератора (26) и четвертого усилителя мощности (27) осуществляется формирование и усиление до необходимого уровня специальных сигналов на частоте С помощью пятого генератора (31) и пятого усилителя мощности (32) осуществляется формирование и усиление до необходимого уровня специальных сигналов на частоте Затем на заранее очищенную поверхность металла в секторе спрей-струи Для этого с помощью первого генератора (12) и первого усилителя мощности (13) осуществляется формирование и усиление до необходимого уровня специальных сигналов на частоте Одновременно с этим компрессор (2) создает необходимое давление в резервуаре (3), и по шлангу (11) смесь воздуха и ЗП поступает на прерыватель (9) подачи воздухо-ЗП смеси САП (4). После нажатия спускового механизма (10) САП (4) воздухо-ЗП смесь через распылитель спрей-струи (8) в секторе После нанесения заданной толщины мокрой пленки ЗП на всю окрашиваемую поверхность спусковой механизм (10) САП (4) отжимается, а компрессор (2) выключается, и производится подготовка САП (4) – промывается или заменяется распылитель (8), вынимается или заряжается через съемную крышку (6) высокоемкостной малогабаритный аккумулятор (7) и т.д., а также производится подготовка резервуара (3) – сливаются остатки ЗП, осуществляется промывка резервуара и т.д. При этом продолжается излучение акустических волн на частотах После окончания времени t* прекращается излучение акустических волн на частотах После высыхания ЗП указанная последовательность действий повторяется аналогичным образом для нанесения АКП покрытия на ЗП, затем первого КС на нанесенные ранее ЗП и АКП, а в заключение на нанесенные ранее ЗП и АКП, а также первый КС наносится второй КС. При этом: 1. Повышение качества крашения достигается за счет того, что: – увеличивается прочность фиксации (глубина проникновения) ЗП, АКП, первого КС и второго КС на поверхности металла за счет силового акустического воздействия; – обеспечивается равномерное распределение ЗП, АКП, первого КС и второго КС по поверхности металла за счет одновременного акустического сушения; – повышается яркость первого КС и второго КС за счет их акустического диспергирования в процессе нанесения на поверхность металла и т.д. 2. Уменьшение продолжительности технологического процесса крашения достигается за счет того, что: – сокращается время сушения ЗП, АКП, первого КС и второго КС за счет акустического сушения; – уменьшается продолжительность нанесения ЗП, АКП, первого КС и второго КС за счет объемного акустического воздействия и т.д. 3. Уменьшение финансовых затрат достигается за счет того, что: – применяются менее дорогостоящие: ЗП, АКП, первый КС и второй КС; – уменьшается расход ЗП, АКП, первого КС и второго КС; – увеличивается интервал времени между обновлениями поверхности металла ЗП, АКП, первым КС и вторым КС и т.д. 4. Расширение области применения достигается за счет того, что: – появляется возможность наносить ЗП, АКП, первый КС и второй КС на различные виды металла; – появляется возможность наносить ЗП, АКП, первый КС и второй КС на металл в неблагоприятных погодно-климатических условиях: ветер, повышенная влажность воздуха и др. Отличительными признаками заявляемого способа являются: 1. Нанесение ЗП, АКП, первого КС и второго КС на поверхность металла производится одновременно с коллинеарным излучением акустических волн с помощью малогабаритного АКР, расположенного на САП, а также на фоне объемного излучения акустических волн на нескольких частотах с помощью нескольких крупногабаритных АКР, размещенных определенным образом относительно объекта крашения. 2. Излучение акустических волн с помощью малогабаритного АКР производится в секторе 3. Излучение акустических волн с помощью крупногабаритных АКР производится в секторах, значительно превышающих сектор малогабаритного АКР 4. Нанесение ЗП, АКП, первого КС и второго КС на поверхность металла производится под акустическим (избыточным) давлением Р2, создаваемым малогабаритным АКР, которое в 3-5 раза и более превышает давление спрей-струи P1. 5. В процессе нанесения на поверхность металла ЗП, АКП, первого КС и второго КС на поверхность металла производится их одновременное акустическое сушение как с помощью малогабаритного АКР, так и при помощи нескольких крупногабаритных АКР. 6. После нанесения на поверхность металла ЗП, АКП, первого КС и второго КС продолжается воздействие акустических волн на всей площади поверхности с помощью нескольких крупногабаритных АКР. При этом: – на первом этапе (несколько минут) продолжается проникновение частиц ЗП, АКП, первого КС и второго КС в приповерхностный слой металла; – на втором этапе (до некоторого критического времени t*) производится акустическое сушение всей окрашенной поверхности за счет превращения части акустической энергии в тепловую энергию. 7. Время сушения ЗП, АКП, первого КС и второго КС после акустического воздействия на поверхность металла: t1*, t2*, t3* и t4* соответственно как минимум на 10-20% короче соответствующих им периодов: t1, t2, t3 и t4 при естественном их сушении. Наличие отличительных от прототипа признаков позволяет сделать вывод о соответствии заявляемого способа критерию “новизна”. Анализ известных технических решений с целью обнаружения в них указанных отличительных признаков показал следующее. Признаки 1,4-7 являются новыми и не известно их использование для способа спрей-крашения металла ПМ. Признаки 2 и 3 являются известными в акустике и оптике, однако не известно их использование для спрей-акустического крашения металла. Таким образом, наличие новых существенных признаков в совокупности с известными обеспечивает появление у заявляемого решения нового свойства, не совпадающего со свойствами известных технических решений, – качественно: повышается прочность фиксации КС на поверхности металла, обеспечивается равномерность распределения КС по поверхности металла и др.; эффективно: уменьшается расход КС, сокращается время сушения КС и др., при расширении области применения: крашение металла в неблагоприятных погодно-климатических условиях (например, ветер), крашение ранее не окрашиваемых спрей-способом металлов и др. В данном случае мы имеем новую совокупность признаков и их новую взаимосвязь, причем не простое объединение новых признаков и уже известных, а именно выполнение операций в предложенной последовательности и приводит к качественно новому эффекту. Данное обстоятельство позволяет сделать вывод о соответствии разработанного способа критерию “существенные отличия”. Пример реализации способа. Промышленные испытания разработанного способа производились в 2007 г. в Республике Корея (г.Сеул), а в 2008 г. – в Республике Корея (г.Сеул) и в Социалистической Республике Вьетнам (г.Хошимин). При этом в качестве объекта крашения использовались сталь St.3, применяемая в судостроении, а также различные виды ЗП, АКП и КС. Известно, что качество покраски субстрата зависит от нескольких факторов, одним из которых является качество КС: дисперсность частиц, их однородность, а также их способность на молекулярном уровне равномерно проникать в субстрат /Степанов Б.И. Введение в химию и технологию органических красителей. – М.: Химия, 1977 г., 488 с./. На фиг.3 индексом «а» обозначена фотография процесса спрей-крашения металла, а также гистограммы среднеарифметических значений (Р*, %) диаметра (D, мкм) частиц КС при использовании способа-прототипа (фиг.3б) и в случае применения разработанного способа (фиг.3в). Как видно из фиг.3а и фиг.3б, в первом случае частицы КС по диаметру существенно, практически на порядок, отличаются друг от друга, а размерный ряд их значений занимает диапазон ~ до 30 мкм. При этом всего ~42% частиц имеют диаметр, не превышающий ~6,5 мкм (некоторый критический диаметр в спрей-крашении металла). Данное обстоятельство является причиной перерасхода КС – наиболее крупные частицы выпадают в осадок еще при хранении и в процессе приготовления КС; причиной низкого качества крашения – разная глубина проникновения частиц различного диаметра в приповерхностный слой металла, неравномерность распределения КС по поверхности металла и др. В то время как при реализации разработанного способа (фиг.3в) частицы КС по диаметру незначительно отличаются друг от друга, а размерный ряд занимает диапазон значений, который ~ в 2 раза меньше, чем у способа-прототипа (фиг.3б). При этом ~92% частиц КС имеют диаметр менее ~6,5 мкм. Такие значительные различия в диаметрах частиц одного и того же КС обусловлены тем, что в процессе совместного распространения, учитывая существенные различия в скоростях распространения спрей-струи и акустической волны в воздухе, а также значительную разность в их давлениях, крупные и средние частицы разбиваются акустической волной. То есть в воздухе осуществляется акустическое диспергирование частиц КС. На фиг.4, фиг.5 и фиг.7 представлены некоторые результаты сравнительной оценки эффективности крашения металла с помощью способа-прототипа и при помощи разработанного способа. В частности, на фиг.4 в виде гистограмм представлены временные интервалы процессов сушения ЗП Epicon Zinc rich primer B-2 GREY (индекс I), АКП Bannoh 500R BROWN (индекс II), первого КС Epicon MF CS-614 GREY (индекс III) и второго КС UNY Marine WHITE (индекс IV) после их нанесения на поверхность металла с помощью способа-прототипа (фиг.4а) и при помощи разработанного способа (фиг.4б). При этом в качестве объектов испытаний использовались два листа стали марки St.3 с индивидуальным размером: 600 мм×400 мм×4 мм, а общее время нанесения на их поверхности ЗП, АКП, первого КС и второго КС составило всего 2 мин. Ввиду незначительности такого временного интервала примем общее время сушения ЗП, АКП, первого КС и второго КС в качестве такого частного показателя эффективности, как продолжительность данного технологического процесса крашения металла. Анализируя результаты, представленные на фиг.4, а также принимая во внимание дополнительную информацию, можно сделать следующие выводы: 1. Продолжительность процесса сушения ЗП у способа-прототипа составила 8 ч при температуре поверхности металла 34°С, температуре окружающего воздуха 31°С и его влажности 68%, в то время как у разработанного способа – 2 ч 50 мин. То есть разница составила величину – 5 ч 10 мин. При этом толщины сухой пленки оказались равны соответственно 45 мкм и 59 мкм при норме 50 мкм. Другими словами, изначально толщина мокрой пленки была различной: у способа-прототипа ~150 мкм, а у разработанного способа ~200 мкм (больше на 25%), тем не менее более толстая пленка при реализации разработанного способа высохла быстрее. 2. Продолжительность процесса сушения АКП у способа-прототипа составила 8 ч при температуре поверхности металла 40°С, температуре окружающего воздуха 40°С и его влажности 46%, в то время как у разработанного способа – 1 ч 50 мин. То есть разница составила величину – 6 ч 10 мин. При этом толщины сухой пленки оказались равны соответственно 100 мкм и 101 мкм при норме 100 мкм. 3. Продолжительность процесса сушения первого КС у способа-прототипа составила 6 ч при температуре поверхности металла 35°С, температуре окружающего воздуха 32°С и его влажности 61%, в то время как у разработанного способа – 1 ч 50 мин. То есть разница составила величину – 4 ч 10 мин. При этом толщины сухой пленки оказались равны соответственно 44 мкм и 144 мкм при норме 50 мкм. Другими словами, изначально толщина мокрой пленки была различной: у способа-прототипа ~120 мкм, а у разработанного способа ~355 мкм (больше на 292%), тем не менее более толстая мокрая пленка при реализации разработанного способа высохла быстрее. 4. Продолжительность процесса сушения второго КС у способа-прототипа составила 2 ч при температуре поверхности металла 34°С, температуре окружающего воздуха 34°С и его влажности 62%, в то время как у разработанного способа – 30 мин. То есть разница составила величину – 1 ч 30 мин. При этом толщины сухой пленки оказались равны соответственно 52 мкм и 55 мкм при норме 50 мкм. 5. Общее время технологического процесса крашения у способа-прототипа заняло 24 ч, в то время как у разработанного способа 7 ч. Разница составила величину 17 ч, или – 70%. При этом обратим еще раз внимание на то обстоятельство, что при нанесении ЗП и особенно первого КС толщины мокрых пленок у разработанного способа были изначально более значительными: в первом случае – на 25%, а во втором случае – на 292%. На фиг.5 представлены результаты сравнительного эксперимента по нанесению ЗП Epicon Zinc rich primer B-2 GREY (фиг.5а) и АКП Bannoh 500R BROWN (фиг.5б) способом-прототипом (квадраты красного цвета) и при помощи разработанного способа (ромбы синего цвета) при наличии бокового ветра силой 3-5 м/с. При этом в качестве объектов испытаний использовались четыре листа стали марки St.3 с индивидуальным размером: 600 мм×400 мм×4 мм, разделенные на 6 (фиг.5а) и 7 (фиг.5б) условных участков (полос). Методика эксперимента предусматривала однократное прохождение спрей-струи по первому участку, двукратное прохождение – по второму участку и т.д. После нанесения ЗП и АКП способом-прототипом листы металла сушились в естественных условиях. После нанесения покрытий разработанным способом листы металла продолжали подвергаться воздействию акустической волны 6 течение времени t*, обеспечивающего сохранение физико-химических свойств ЗП и АКП, а затем досушивались в естественных условиях. При этом в качестве частного показателя эффективности использовался такой показатель, как толщина сухой пленки на каждом из участков (полосе) листа металла. Как видно из фиг.5а, с первого по шестой участки видно преимущество у разработанного способа по данному частному показателю эффективности по отношению к способу-прототипу, а максимальная разница была зарегистрирована на четвертом участке и составляла величину 24 мкм (63-39), или 38%. Как видно из фиг.5б преимущество у разработанного способа по данному частному показателю эффективности стало явно проявляться с четвертого по седьмой участки. При этом, например, на участках (63-30), или 52%, а также 32 мкм (71-39), или 45%. Следует также особое внимание уделить участкам Таким образом, и по данному частному показателю эффективности преимущество у разработанного способа по сравнению со способом-прототипом очевидно. Для примера на фиг.6 представлен внешний вид АКР, используемых, после их незначительной доработки, для реализации разработанного способа. При этом на фиг.6а иллюстрируются малогабаритные АКР, используемые в САП. На фиг.6б иллюстрируются крупногабаритные АКР, устанавливаемые в непосредственной близости от окрашиваемого объекта (слева, справа, сверху и снизу от него). На фиг.7 в качестве примера приведены фотографии двух листов металла после нанесения на них АКП Bannoh 500R BROWN с помощью разработанного способа (фиг.7а) и способа-прототипа (фиг.7б). Как видно из фиг.7б, уже на участке Таким образом: 1. Повышение качества крашения достигнуто за счет того, что: – была увеличена прочность фиксации ЗП, АКП, первого КС и второго КС на поверхности металла; – было обеспечено равномерное распределение ЗП, АКП, первого КС и второго КС по поверхности металла; – была повышена яркость первого КС и второго КС и т.д. 2. Уменьшение продолжительности технологического процесса крашения достигнуто за счет того, что: – было сокращено время сушения ЗП, АКП, первого КС и второго КС; – была уменьшена продолжительность нанесения ЗП, АКП, первого КС и второго КС и т.д. 3. Уменьшение финансовых затрат достигнуто за счет того, что: – были применены менее дорогостоящие ЗП, АКП, первый и второй КС; – был уменьшен расход ЗП, АКП, первого КС и второго КС; – был увеличен интервал времени между обновлениями поверхности металла ЗП, АКП, первым КС и вторым КС и т.д. 4. Расширение области применения достигнуто за счет того, что: – ЗП, АКП, первый КС и второй КС наносились на поверхности на различные виды металла; – ЗП, АКП, первый КС и второй КС наносились на поверхность металла в неблагоприятных погодно-климатических условиях: ветер, повышенная влажность воздуха и др.
Формула изобретения
Способ спрей-акустического крашения металла, включающий очистку поверхности металла от физических и химических примесей, нанесение с помощью спрей-аппарата на очищенную поверхность металла в секторе спрей-струи
РИСУНКИ
|
||||||||||||||||||||||||||
 1 под давлением P1 защитного покрытия, антикоррозийного покрытия, первого и второго красильного состава с последующей сушкой каждого из указанных слоев. Нанесение указанных слоев производят одновременно с коллинеарным излучением акустических волн в секторе
1 под давлением P1 защитного покрытия, антикоррозийного покрытия, первого и второго красильного состава с последующей сушкой каждого из указанных слоев. Нанесение указанных слоев производят одновременно с коллинеарным излучением акустических волн в секторе  2318939 от 30.11.2006 г./.
2318939 от 30.11.2006 г./. 1, первый усилитель мощности (13), первый акустический преобразователь (14) и первый акустический рупор (15). При этом электрическое питание первого генератора (12) и первого усилителя мощности (13) осуществляется от высокоемкостного малогабаритного аккумулятора (7).
1, первый усилитель мощности (13), первый акустический преобразователь (14) и первый акустический рупор (15). При этом электрическое питание первого генератора (12) и первого усилителя мощности (13) осуществляется от высокоемкостного малогабаритного аккумулятора (7). 2). При этом слева от листа металла (1), являющегося частью общей конструкции, формируется своеобразный акустический ветер – бегущая акустическая волна, распространяющаяся под углом
2). При этом слева от листа металла (1), являющегося частью общей конструкции, формируется своеобразный акустический ветер – бегущая акустическая волна, распространяющаяся под углом  2, не превышающим 45°, слева направо и к поверхности листа металла в секторе
2, не превышающим 45°, слева направо и к поверхности листа металла в секторе