Патент на изобретение №2381296
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(54) СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ИЗ ТИТАНОВОГО СПЛАВА Ti-6Al-4V
(57) Реферат:
Изобретение относится к области обработки металлов давлением, а именно к способу изготовления тонких листов из высокопрочного титанового сплава Ti-6Al-4V методом рулонной прокатки. Способ включает предварительную обработку слитка, резку листов и отделочные операции. Предварительную обработку слитка проводят последовательной ковкой или штамповкой слитка в
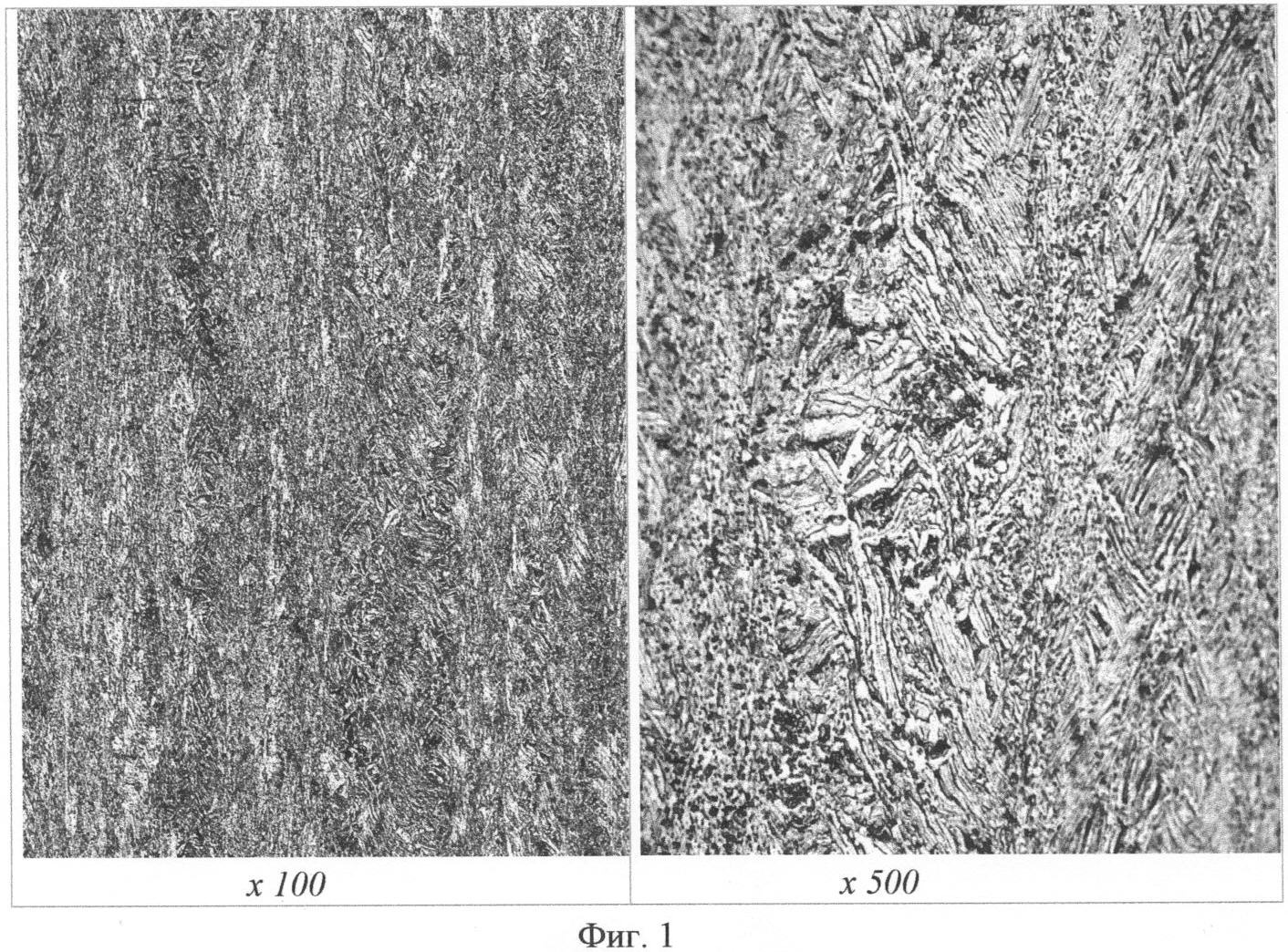
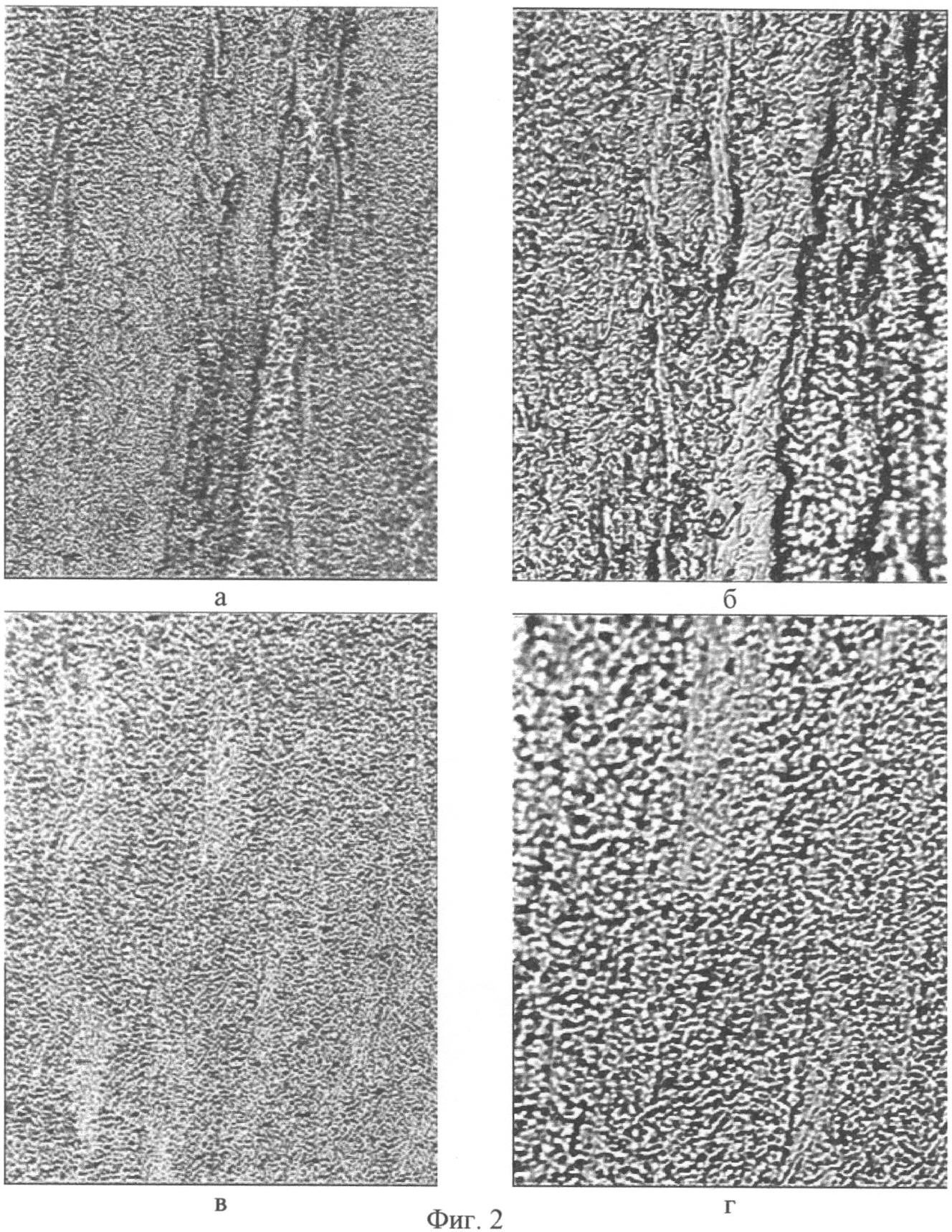
Изобретение относится к области обработки металлов давлением, а именно к способу изготовления тонких листов из высокопрочного титанового сплава Ti-6Al-4V методом рулонной прокатки, которые могут быть использованы в приборостроении, аэрокосмической технике, а также в медицине. Известен способ изготовления листовых полуфабрикатов из технического титана, включающий предварительную обработку заготовки, холодную прокатку и отжиг, при котором предварительную обработку ведут на структуру с субмикронным размером зерен, прокатку ведут за несколько проходов до получения полуфабриката заданной толщины или твердости, при этом отжиг осуществляют перед прокаткой и/или между проходами при температуре ниже температуры начала рекристаллизации tнр, с уменьшением твердости на величину, компенсируемую при последующей прокатке (патент РФ Особенностью данного способа является то, что он специализирован для изготовления листовых полуфабрикатов из технического титана (а-сплавы), а также требует трудоемкую предварительную обработку для получения в заготовке под прокатку структуры с субмикронным размером зерен. Известен способ изготовления тонких листов из высокопрочных титановых сплавов, в частности, из двухфазного титанового сплава Ti-6Al-4V, включающий операции подготовки заготовки и горячую деформацию пакета заготовок в оболочке, исходную заготовку с размером зерна Предлагаемый способ позволяет на существующем промышленном оборудовании без капитальных дополнительных затрат изготавливать тонкие крупногабаритные листы с заданной микрокристаллической структурой и комплексом механических свойств. Недостатком данного способа является значительное усложнение технологического процесса, обусловленное появлением трудоемких дополнительных технологических операций, связанных с подготовкой заготовки и горячей деформацией пакета заготовок в оболочке, и, как следствие этого, относительно низкий выход годного, высокие трудозатраты и затраты электроэнергии. Задачей, на решение которой направлено заявленное изобретение, является получение качественного листового полуфабриката из высокопрочного титанового сплава марки Ti-6Al-4V с повышенным выходом годного при минимальных трудовых и энергетических затратах. Технический результат, достигаемый при осуществлении изобретения, заключается в приобретении изделиями, изготовленным методом рулонной холодной прокатки из вышеуказанного сплава, микроструктуры, которая обеспечивает им высокий уровень и однородность прочностных и усталостных характеристик. Указанный технический результат достигается тем, что в способе получения листов из титанового сплава Ti-6Al-4V, включающем предварительную обработку слитка, резку листов и отделочные операции, при этом предварительную обработку слитка проводят последовательной ковкой или штамповкой слитка в Первая ковка слитка в сляб при температурах Прокатка в Холодная прокатка с последующим отжигом при температуре (Тпп 100 Изобретение иллюстрируется следующими материалами. Фиг.1 – показана микроструктура заготовки после горячей прокатки в чистовой клети из титанового сплава Ti-6Al-4V. Фиг.2 – микроструктура листов из титанового сплава Ti-6Al-4V, изготовленных методом рулонной прокатки. Возможность осуществления изобретения поясняется примером изготовления листов из титанового сплава Ti-6Al-4V габаритами 1,524×914×2438, изготовленных методом рулонной холодной прокатки. Сляб был изготовлен штамповкой слитка в В печи СРЗ 20.80 сляб нагрели на температуру 1080°С. На стане 2000 горячей прокатки (черновая клеть) сляб был выкатан на полосу толщиной 14 мм и длиной 30 м. После обрезки переднего и заднего конца полосу нагрели в проходной рольганговой газовой печи на температуру 1010°С и на чистовой клети стана 2000 (с моталками в печах) выкатали на толщину 4,0 мм и смотали в рулон, протравили и отожгли при температуре 850°С, далее рулон подвергли двойному травлению в агрегате непрерывного травления со съемом 0,1-0,15 мм. Полученная микроструктура после горячей прокатки и последующего отжига – анизотропная, исходное Далее были последовательно проведены две операции холодной рулонной прокатки, включающие: – холодную прокатку рулона на стане 2000 холодной прокатки со степенью деформации 20%; – отжиг рулона в агрегате непрерывного отжига при температуре 850°С после первой прокатки и 780°С – после второй; – двойное травление в агрегате непрерывного травления со съемом 0,1-0,15 мм. На этом этапе была сформирована микроструктура листов, а затем проводились адьюстажные отделочные операции по известным схемам, включающие: – холодную прогладку рулона на стане 2000 со степенью деформации 2% и травление; – раскрой рулона на листы и травление в агрегате листового травления; – обезводораживающий вакуумный отжиг листов; – прогладка, шлифование, осветление листов и окончательная приемка. Микроструктура полученных листов приведена на фиг.2, где: а – продольное сечение (×500); б – продольное сечение (×1000); в – поперечное сечение (×500); г – поперечное сечение (×1000). Результаты исследования микроструктуры приведены в таблице 1.
В таблице 2 приведены механические свойства листов из сплава Ti-6Al-4V, изготовленных по заявленному способу и в соответствии с прототипом (патент РФ
Угол изгиба был испытан согласно требованиям AMS-T9046 на оправке диаметром 9t 20,0 мм и составил 180° в продольном и поперечном направлениях. Материал рулона пригоден для суперпластичной деформации (SPF). Как видно из таблицы 2 и приведенных данных, тонкие листы, изготовленные из титанового сплава класса Ti-6Al-4V по заявленному способу, имеют близкие прочностные и технологические свойства с аналогичными листами, изготовленными по прототипу. В таблице 3 приведены выходы годного, трудо- и энергозатраты при производстве 1 тонны листового проката, изготовленного 2 способами: 1 – в соответствии с прототипом, 2 – по заявленному способу.
По сравнению с прототипом при реализации заявленного способа: – выход годного увеличился в 1,43 раза; – трудозатраты уменьшились в 3,3 раза; – затраты электроэнергии уменьшились в 3 раза.
Формула изобретения
Способ получения листов из титанового сплава Ti-6Al-4V, включающий предварительную обработку слитка, резку листов и отделочные операции, отличающийся тем, что предварительную обработку слитка проводят последовательной ковкой или штамповкой слитка в
РИСУНКИ
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 или в
или в  +
+ 2224046, МПК C22F 1/18, публ. 2004.02.20).
2224046, МПК C22F 1/18, публ. 2004.02.20). 170)±10°C, а на последнем цикле отжиг осуществляют при температуре (Тпп 170
170)±10°C, а на последнем цикле отжиг осуществляют при температуре (Тпп 170 0,2, МПа
0,2, МПа