Патент на изобретение №2380189
|
||||||||||||||||||||||||||
(54) СПОСОБ ОБРАБОТКИ ДАВЛЕНИЕМ ТИТАНОВЫХ СПЛАВОВ
(57) Реферат:
Изобретение относится к обработке давлением и может быть использовано в авиационной и энергетической промышленности при изготовлении изделий ответственного назначения для газотурбинных двигателей, газотурбинных установок и самолетных конструкций из титановых сплавов. Обработка давлением титановых сплавов включает обработку заготовки в
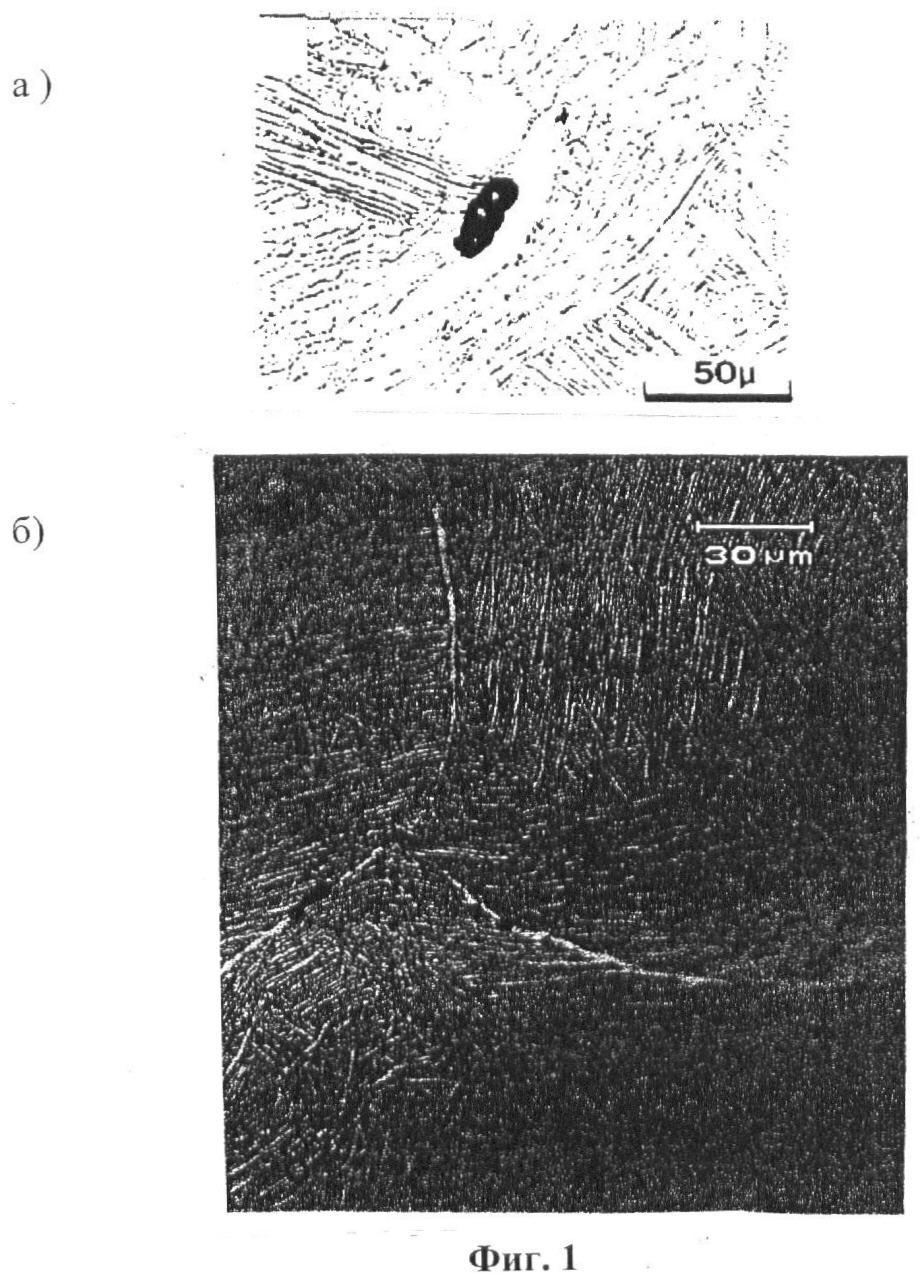
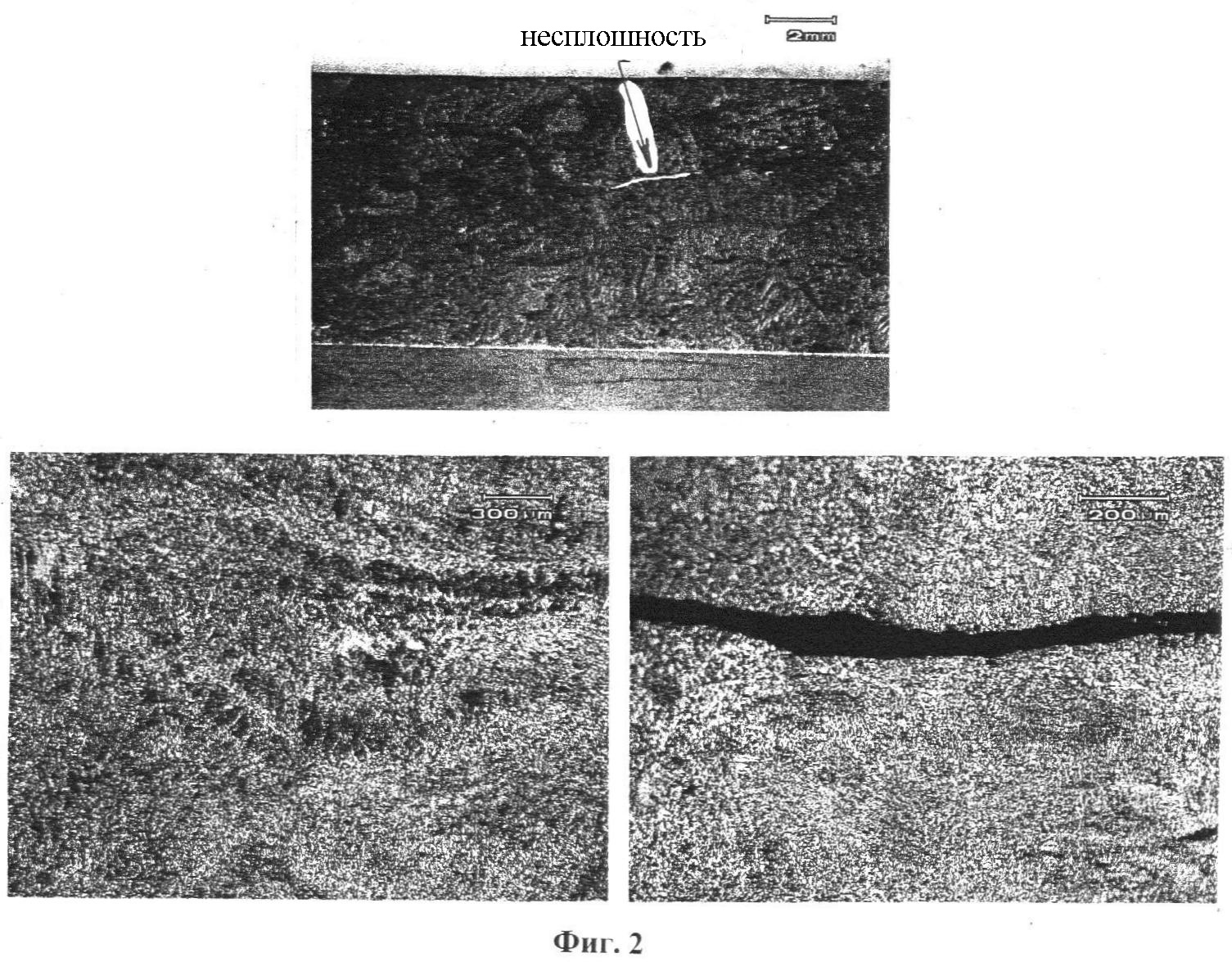
Изобретение относится к обработке давлением и может быть использовано в авиационной и энергетической промышленности при изготовлении изделий ответственного назначения для газотурбинных двигателей (ГТД), газотурбинных установок (ГТУ) и самолетных конструкций из титановых сплавов. Известен способ обработки давлением титановых сплавов, при котором предварительную обработку заготовки – слитка – производят в Недостатком указанного способа является то, что при таких термомеханических условиях обработки готовые изделия имеют низкую ударную вязкость (KCU, Дж/м2 20-40) и низкое сопротивление вязкости разрушения (K1C МПа1/2 40-110). Известен способ обработки давлением титановых сплавов, при котором нагрев под деформирование проводят до температур ниже Недостатком данного способа также является низкое значение коэффициента вязкости разрушения сплавов в готовых изделиях. Известен способ обработки давлением титановых сплавов, включающий обработку заготовки в Недостатком способа являются большие скорости (прессование) деформации при обработке на окончательные размеры в Этот недостаток указанных, а также многих других известных способов обработки давлением титановых сплавов обусловлен тем, что при обработке в двухфазной ( Поэтому применение таких режимов обработки особенно недопустимо для изделий авиакосмической техники длительного использования и наземных ГТУ. Техническим результатом, на достижение которого направлено заявляемое решение, является устранение указанных недостатков – образования микротрещин, повышение производительности процессов обработки давлением и физико-механических свойств изделий из титановых сплавов. Указанный технический результат достигается тем, что в способе обработки давлением титановых сплавов, включающем обработку заготовки в В способе обработку в В способе после обработки в В способе после обработки в В способе после окончательной обработки давлением производят термическую обработку поковки. Расширение интервала нагрева и обработки давлением заготовки в Обработка на окончательные размеры поковки «в холодную» в Формирование волокна поковки в направлении максимальных рабочих напряжений в детали позволяет достичь оптимального комплекса физико-механических свойств сплава в наиболее опасном при работе изделия направлении. Закалку или отжиг заготовки соответственно для термически упрочняемых и не упрочняемых сплавов перед окончательной обработкой «в холодную» производят для повышения технологической пластичности сплава при последующей окончательной обработке давлением. Проведение термической обработки поковки позволяет получить уровень физико-механических свойств, превышающий ТУ и оптимальную микроструктуру в поковке, при существующих режимах обработки недостижимую ввиду неизбежной температурной неоднородности по сечению заготовки (особенно крупной – диаметром более 500 мм). На фиг.1 и 2 представлены фотографии микроструктуры различных титановых сплавов с межзеренными трещинами, образововшимися при горячей обработке сплавов в двухфазной Способ осуществляют следующим образом. Заготовку – слиток из титанового сплава, нагревают до температуры 1250-1150°С (на 300-200°С выше А3) и проводят протяжкуслитка на F молоте или прессе с уковом (У) не менее 10-12 где F0, Fk – соответственно начальная и конечная площади сечения заготовки) для полного перевода литой дендритной структуры слитка в волокнистую, образованную осями 1-го порядка дендритов. После такой протяжки волокно в заготовке будет направлено вдоль оси последней. При этом, в случае получения передельной круглой заготовки протяжку проводят до диаметра D+ Проводят визуальный контроль поверхности прутка, зачистку поверхностных дефектов (по необходимости) и окончательную термическую обработку в соответствии с ТУ. Конкретная реализация способа рассмотрена на примере изготовления кольца – фланца для ГТД из сплава ВТ 20. Мерную кованную заготовку диаметром 140 мм и длиной 170 мм с расположением волокна вдоль оси заготовки нагревали в электропечи до температуры 1150°С с выдержкой при этой температуре в течение 3 часов, после чего передали на молот с массой падающих частей 3 т, провели плющение заготовки до толщины 80 мм, обкатали на круг и прошили центральное отверстие диаметром 100 мм, провели правку торцов. Ковку закончили при температуре 990°С. Затем полученную заготовку вновь нагрели до температуры 1150°С и провели окончательную раскатку кольца на оправке до окончательных размеров по диаметру (Dнар=300 мм и Dвн=230 мм), при этом высота кольца (Н) после раскатки, из-за уширения, составила 85 мм (при окончательном размере поковки 80 мм). То есть после горячей раскатки образовался припуск по высоте кольца в 5 мм, превышающий необходимые 0,002Н. После окончания раскатки при температуре 980°С поковку охладили водовоздушной струей до температуры цеха. После визуального осмотра поковку кольца установили на плоскую нижнюю плиту и на молоте 3т за один удар выровняли торцы кольца и провели его высотную деформацию до размера 80 мм. То есть с относительной деформацией 6% (0,06). После проведения отжига при температуре 950°С (А3=980°С) на кольце были получены следующие свойства:
Формула изобретения
1. Способ обработки давлением титановых сплавов, включающий обработку заготовки в 2. Способ по п.1, отличающийся тем, что обработку в 3. Способ по п.1, отличающийся тем, что после обработки в 4. Способ по п.1, отличающийся тем, что после обработки в 5. Способ по п.1, отличающийся тем, что после обработки на окончательные размеры производят термическую обработку полученной поковки.
РИСУНКИ
|
||||||||||||||||||||||||||
 -области и последующую ее обработку на окончательные размеры в
-области и последующую ее обработку на окончательные размеры в  +
+
 ,
, d, где
d, где  , где
, где  – относительная степень деформации), откуда для применимой для практики точностью
– относительная степень деформации), откуда для применимой для практики точностью  в=99,6 кгс/мм2,
в=99,6 кгс/мм2,  =13,4%,
=13,4%,  =34,8%, KCU=9,7 кгс м/см2. При требованиях СТП КМЗ (кольцо катанное), соответственно, 90 кгс/мм2, 7%, 20% и 2,5 кгс м/см2.
=34,8%, KCU=9,7 кгс м/см2. При требованиях СТП КМЗ (кольцо катанное), соответственно, 90 кгс/мм2, 7%, 20% и 2,5 кгс м/см2.