Патент на изобретение №2379096
|
||||||||||||||||||||||||||
(54) ГОРИЗОНТАЛЬНЫЙ ДИСКОВЫЙ ТЕПЛО- И МАССООБМЕННЫЙ АППАРАТ
(57) Реферат:
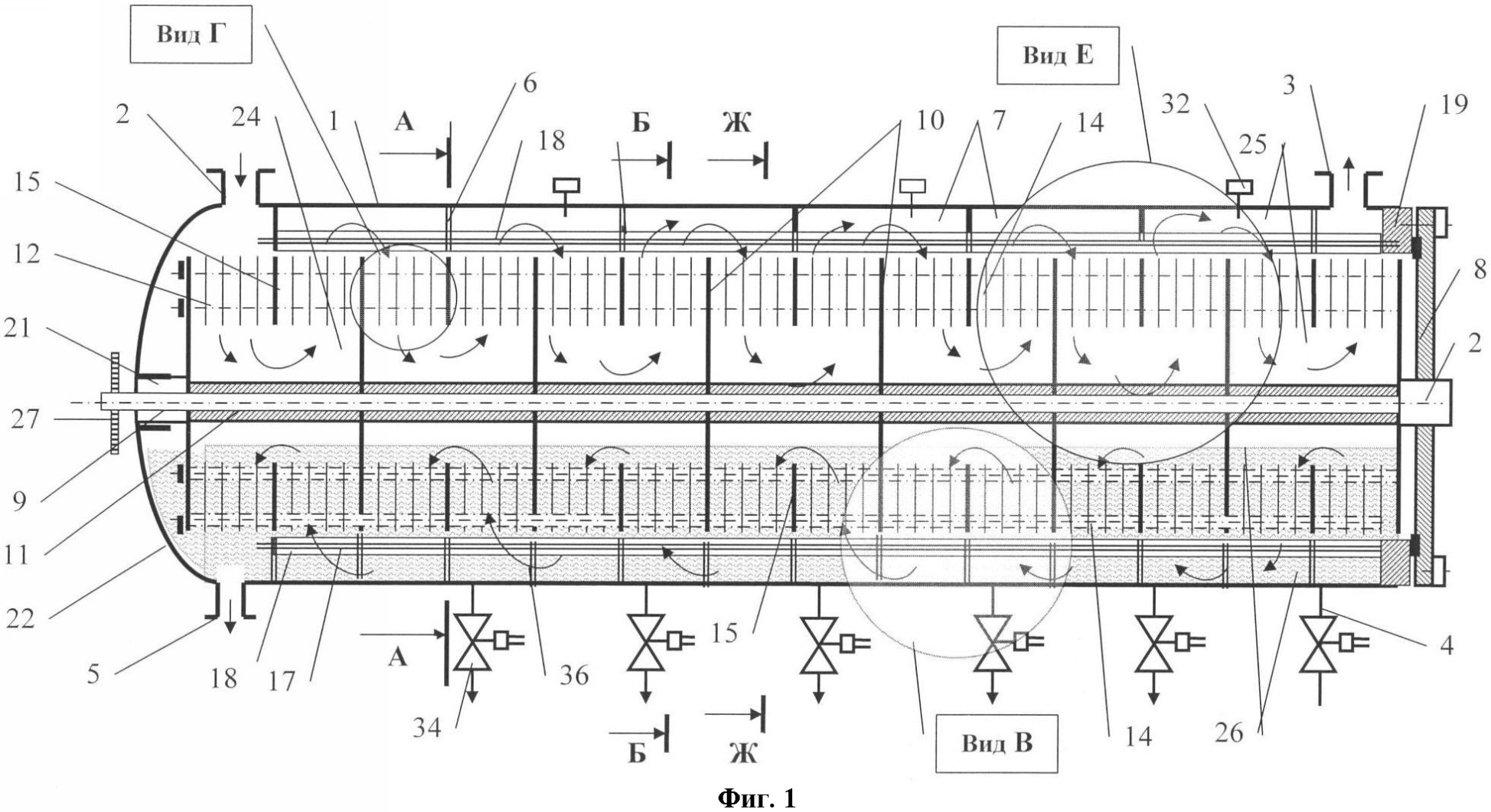
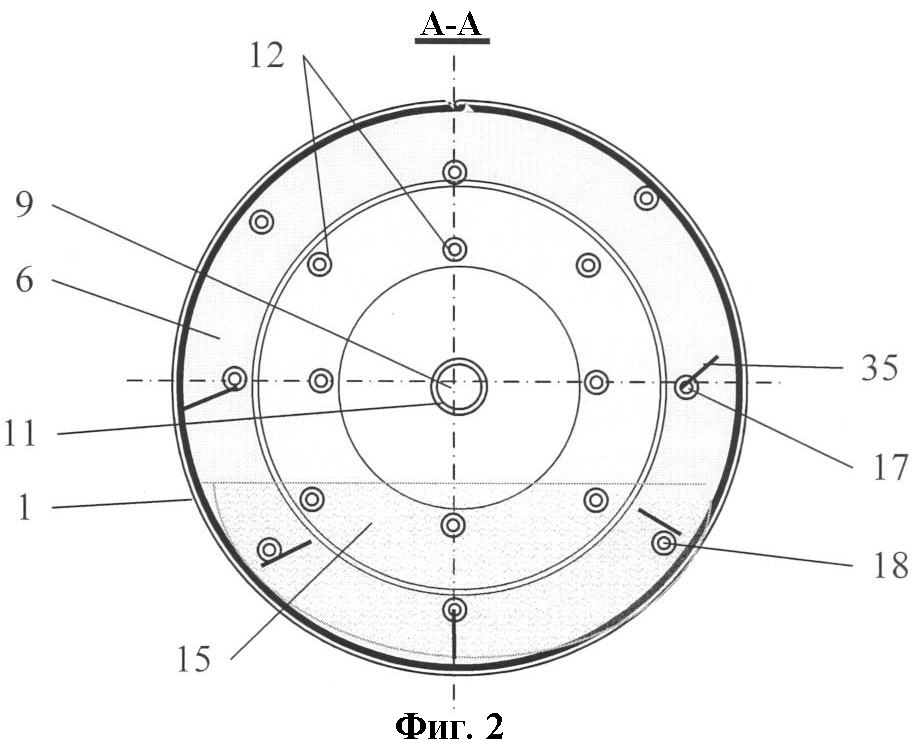
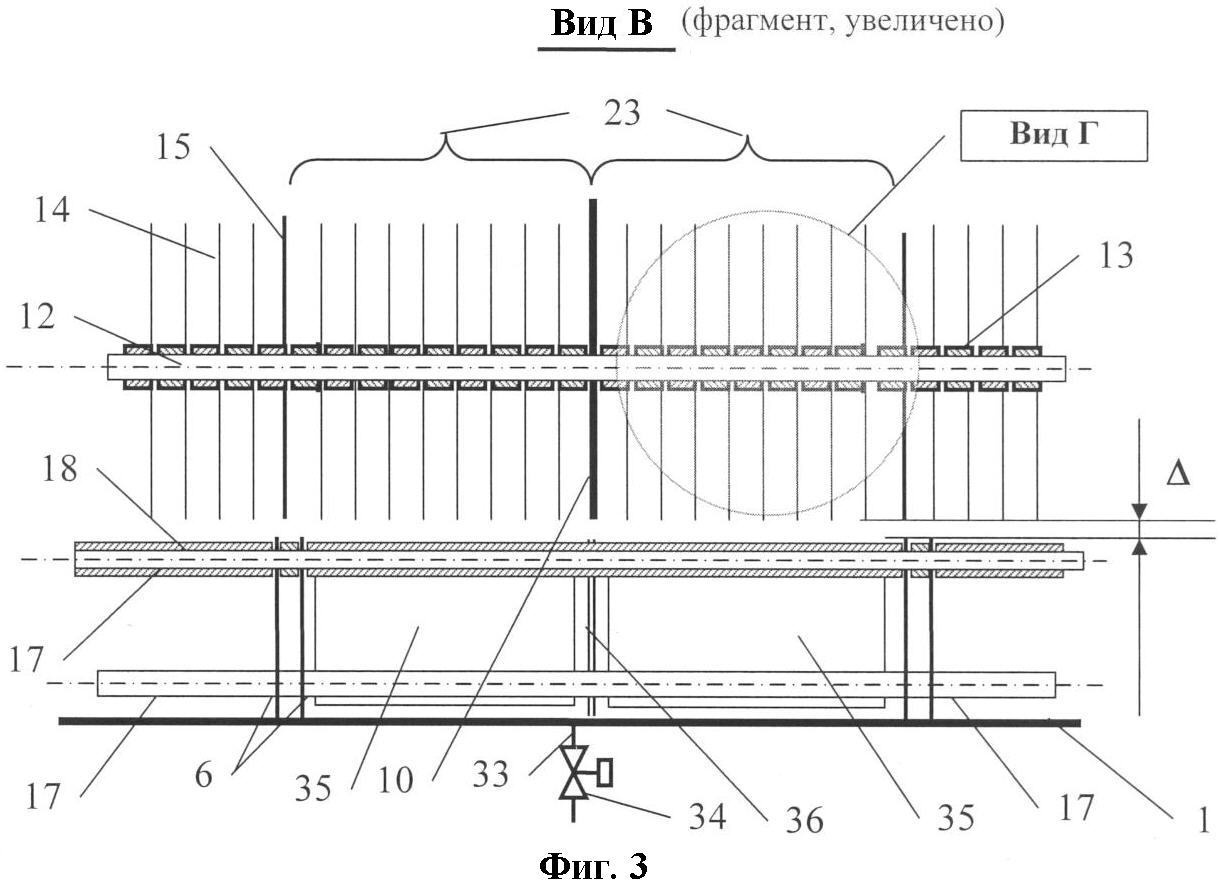
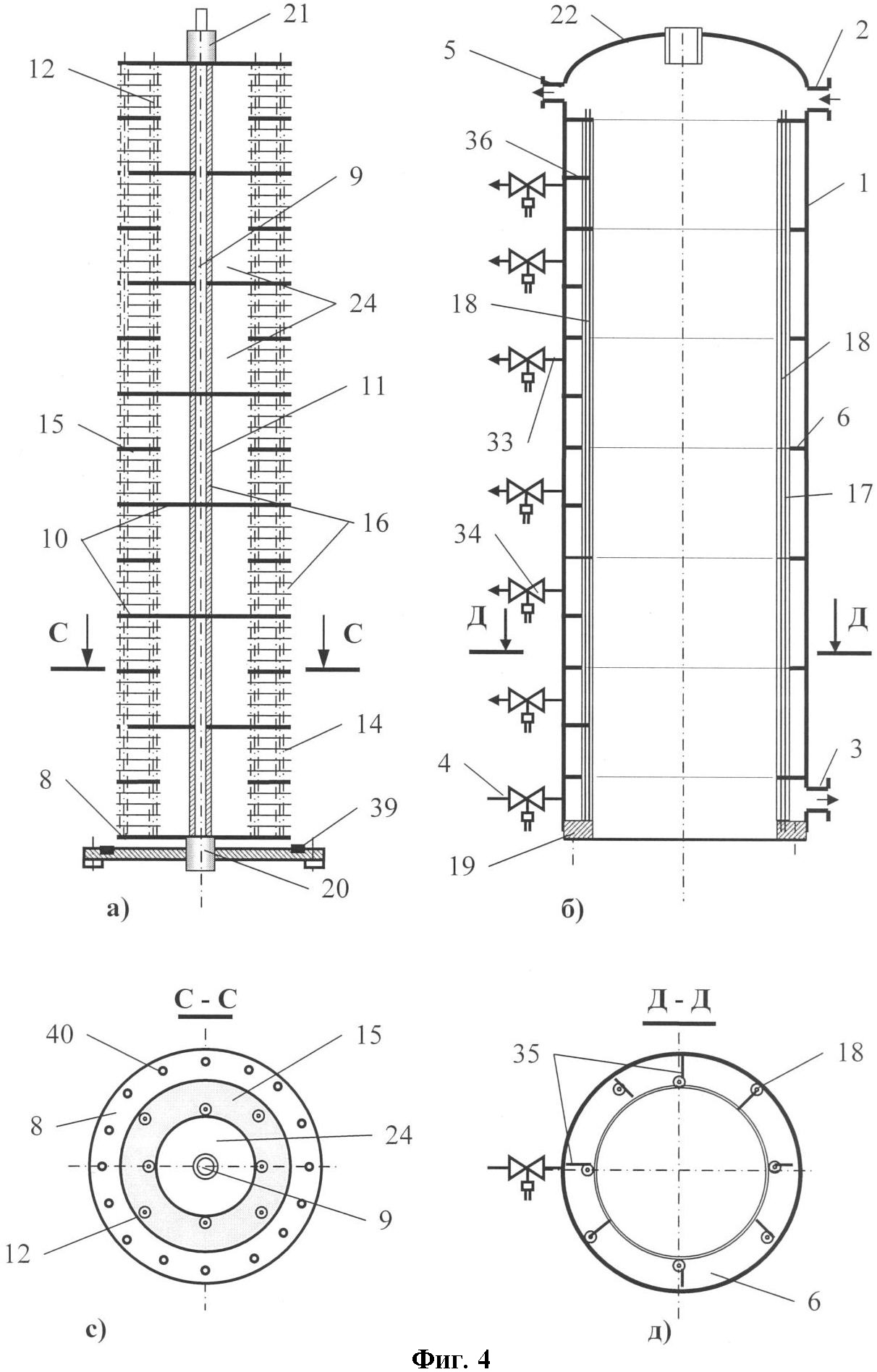
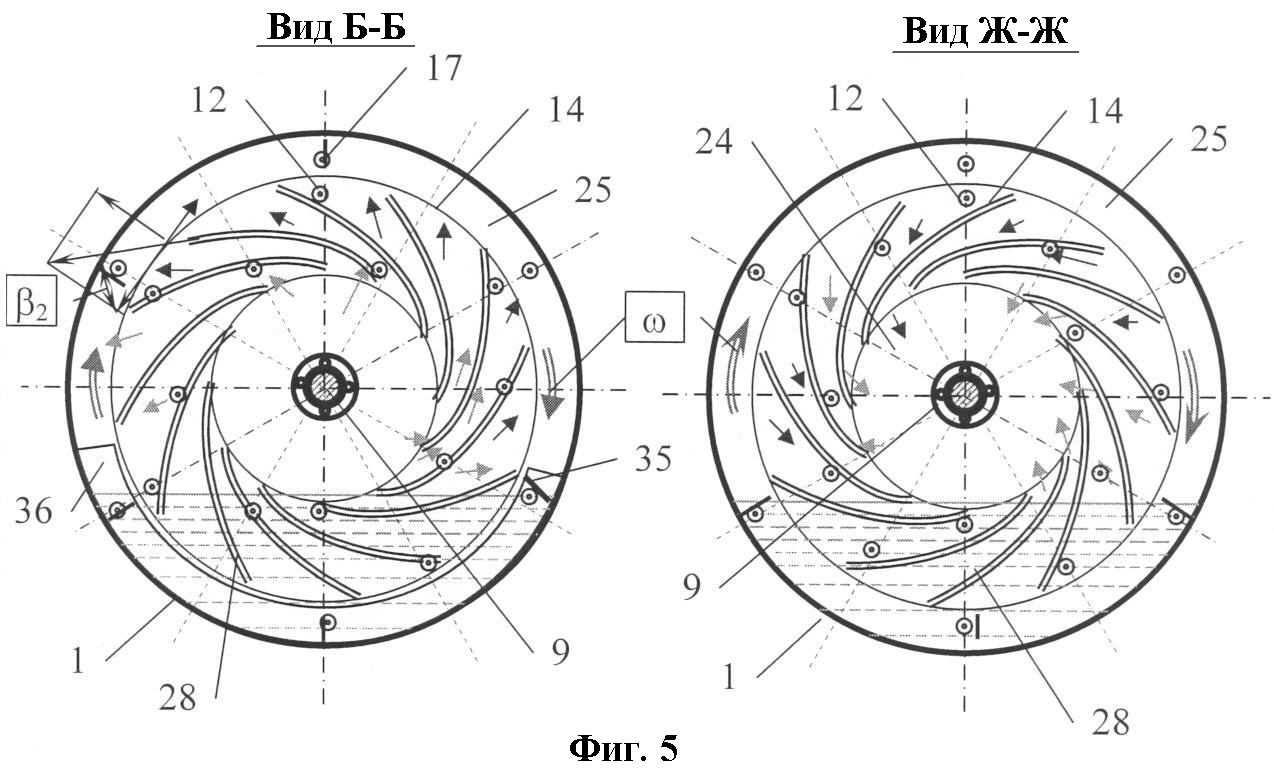
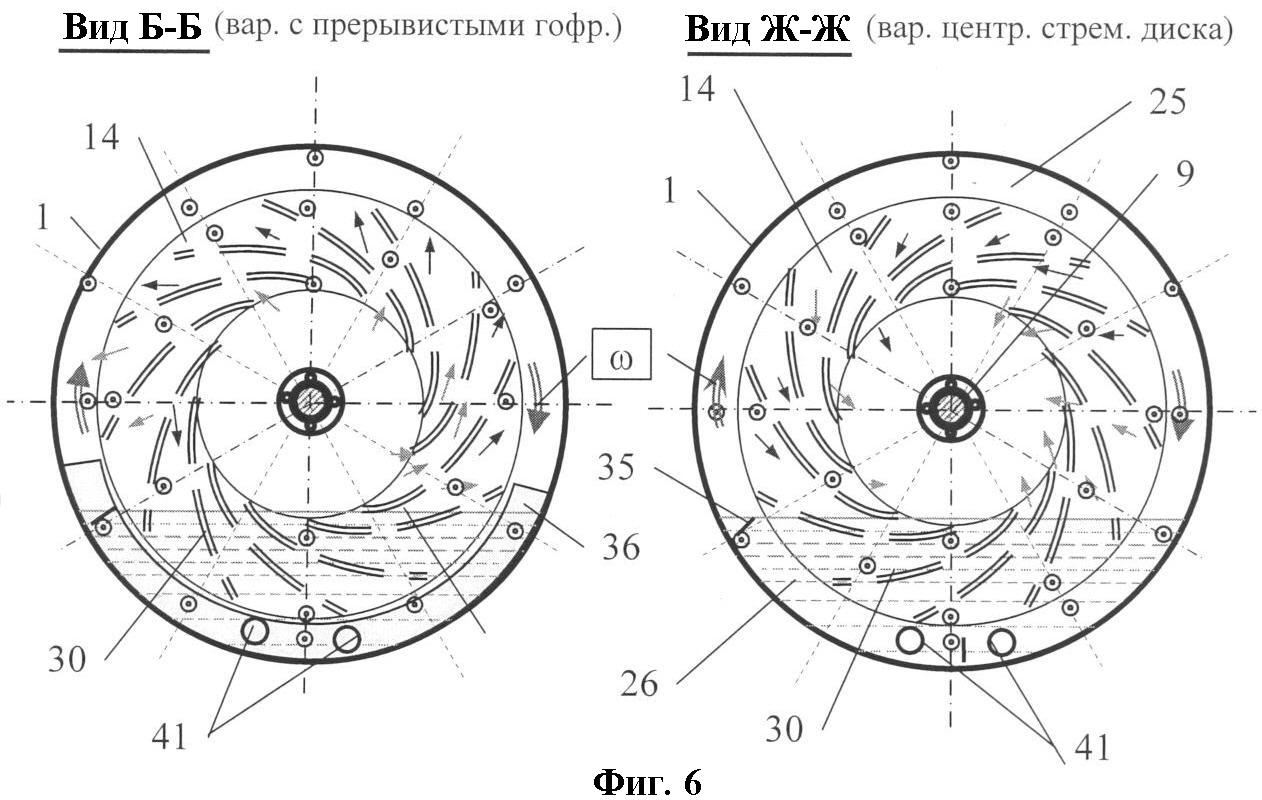
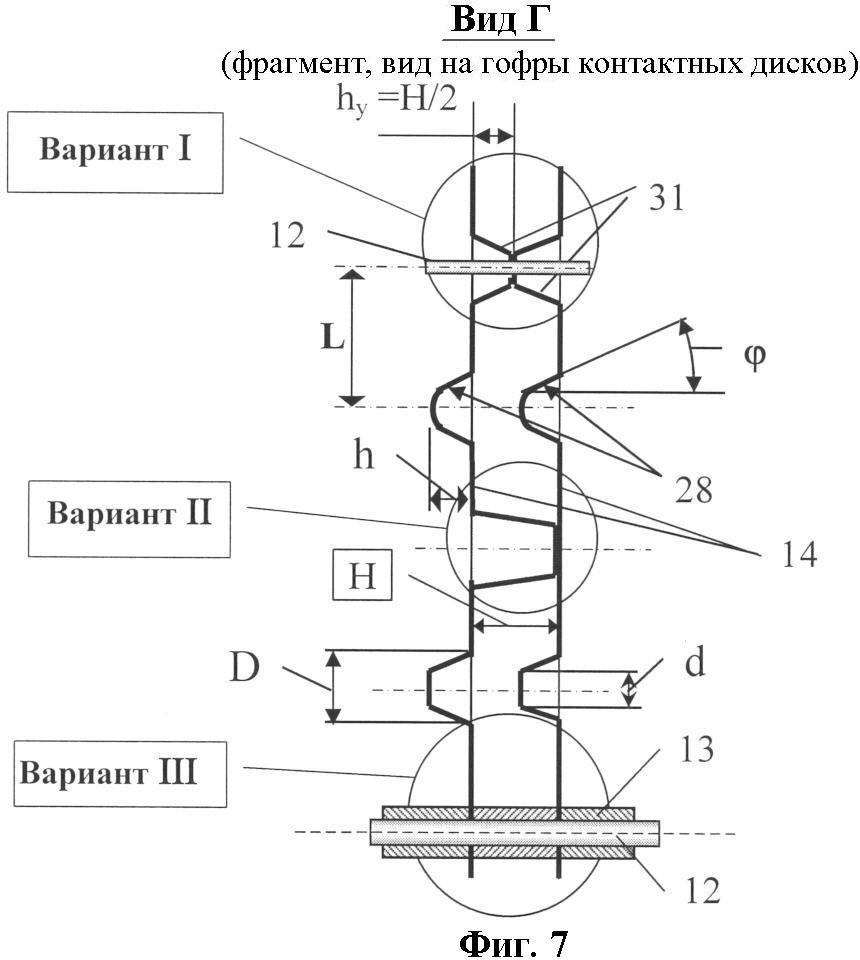
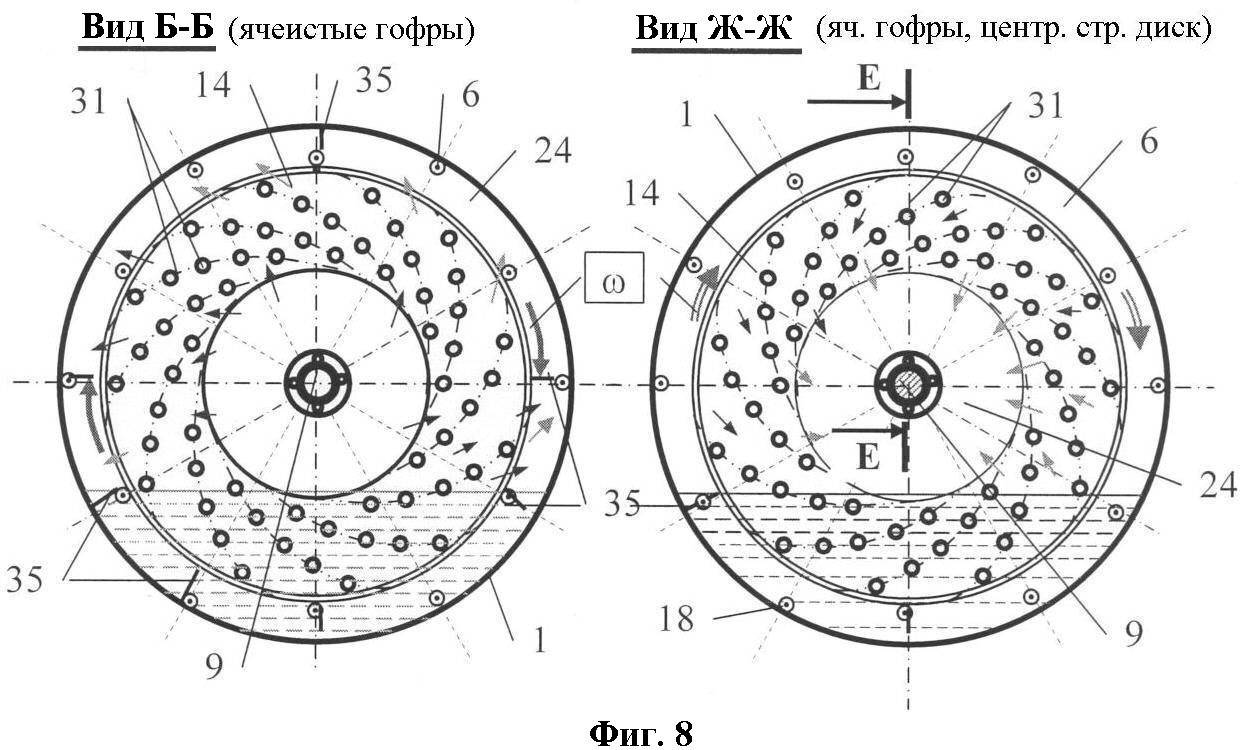
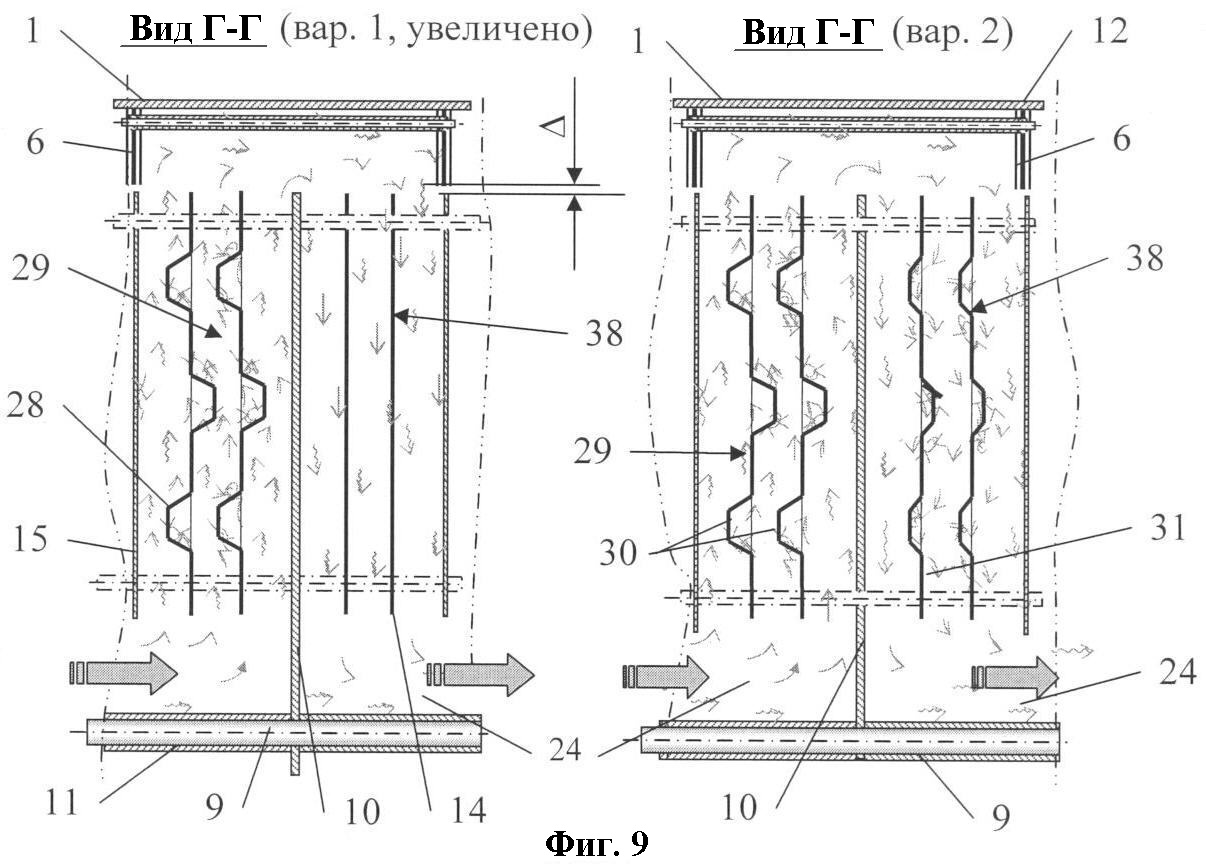
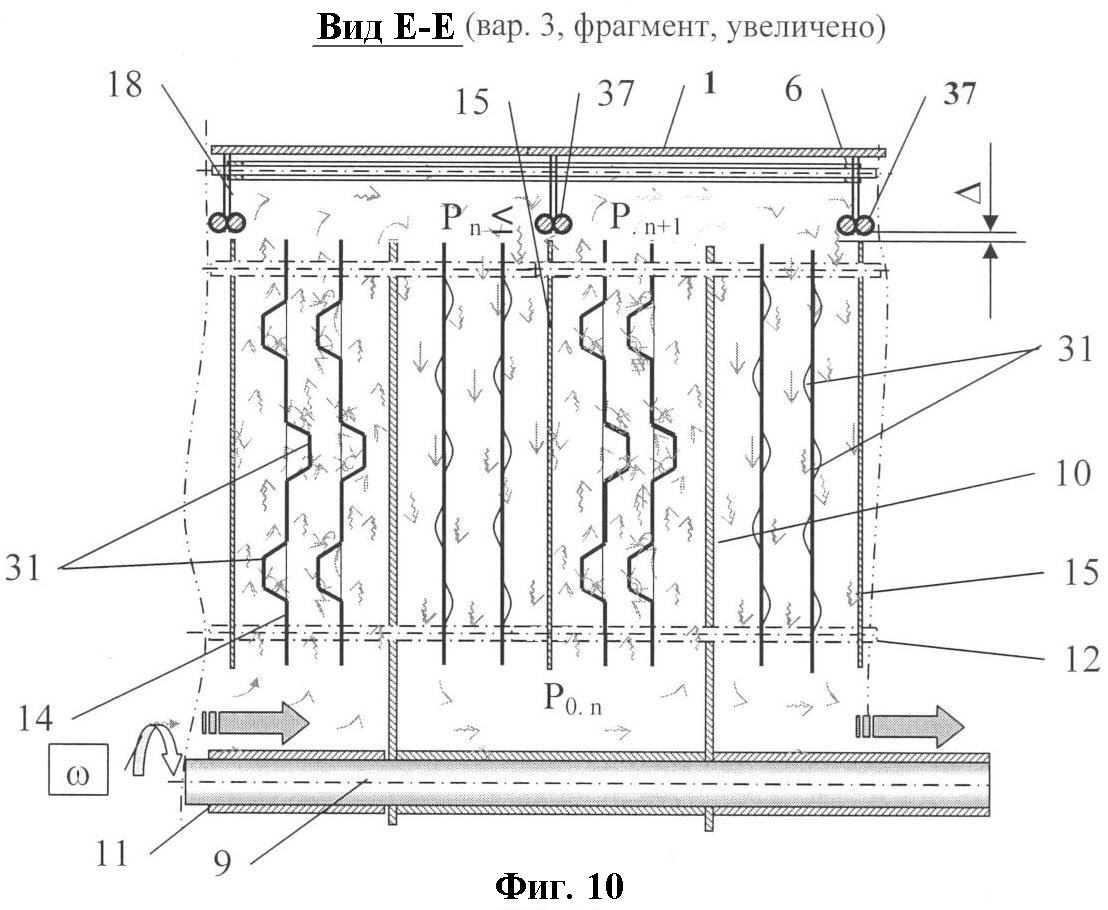
Изобретение относится к процессам и аппаратам химического машиностроения и может быть использовано в энергетической, нефтегазовой, химической, пищевой и других отраслях промышленности. Аппарат содержит цилиндрический корпус с днищами, в верхней части которого установлены патрубки для подвода и отвода газа, а в нижней – патрубки для подвода и отвода жидкости. Аппарат снабжен разделительными кольцевыми перегородками, образующими секции с внешними кольцевыми каналами, продольным валом, а также установленными на вале и соосно ему поперечными сплошными и кольцевыми контактными дисками (ККД), которые установлены с зазором относительно сплошных дисков, вала и друг друга и частично погружены в жидкость и которые образуют контактные пакеты с центральными осевыми каналами в них. Разделительные кольцевые перегородки жестко закреплены относительно друг друга и корпуса, при этом сплошные контактные диски закреплены на валу совместно с кольцевыми контактными дисками и установленными между ними напротив разделительных кольцевых перегородок разделительными контактными дисками, образующими совместно ротор ККД, который установлен в корпусе с минимальным зазором относительно поверхностей центральных отверстий разделительных кольцевых перегородок. На боковых поверхностях ККД, между которыми протекает парогазовая смесь (ПГС) от центральных осевых каналов к внешним кольцевым каналам, выполнены гофры, которые формируют профиль каналов центробежных контактных пакетов. Профиль гофр на ККД, по которым течение ПГС направлено от внешних кольцевых каналов к центральным осевым каналам, выполнен аналогично профилю, образующему систему гофр на контактных дисках центробежных контактных пакетов, а сами ККД установлены в роторе таким образом по отношению к ККД центробежных контактных пакетов, что они образуют центростремительные контактные пакеты. Такая конструкция тепло- и массообменного аппарата позволяет обеспечить высокую технологичность его изготовления, сборки и разборки, повысить эксплуатационные характеристики и увеличить эффективность процесса. 10 з.п. ф-лы, 11 ил.
Изобретение относится к процессам и аппаратам химического машиностроения и может быть использовано в энергетической, нефтегазовой, химической, пищевой и других отраслях промышленности для мокрой очистки газов, абсорбции, ректификации (перегонки) и т.п. процессов в системе газ – жидкость. Из уровня техники широко известно устройство для проведения тепло- и массообменного процесса путем контактного взаимодействия потока газа с потоком жидкости, протекающего на поверхности капель или пленки жидкости в полых (безнасадочных) тарельчатых (каскадных), насадочных пленочных колоннах (см. А.Н.Плановский, П.И.Николаев. Процессы и аппараты химической и нефтехимической технологии. М., Химия, 1972, с.322, 323, 329-331, 373). При этом интенсивность тепло- и массообмена определяется скоростями движения потоков газа и жидкости и в значительной мере зависит от величины и формы поверхности контактирования, однако увеличение (развитие) последней приводит к росту гидравлического сопротивления, уносу капель жидкости, усложнению конструкции и габаритов тепло- и массообменных аппаратов. Известны тепло-массообменные аппараты (ТМОА) содержащие корпус с газовым каналом и патрубками для подвода и отвода газа, нижняя часть которого заполнена жидкостью, и установленный в корпусе горизонтальный вал с дисками, частично погруженными в жидкость, который снабжен приводом для вращения (см. Авт. св. СССР 262096, кл. В01J 8/10, 1970 г.; Авт. св. СССР 971437, кл. В01D 45/18, 1981 г.) При этом выполнение дисков в виде сеток или лопастей обеспечивает осевое течение газового потока с достаточно большой скоростью, но не дает возможности существенно развивать поверхность контакта фаз. Близким к изобретению является механический пленочный тепломассообменный аппарат (см. В.М.Рамм. Абсорбция газов. М.: Химия 1976 г., стр.321-322), содержащий цилиндрический корпус, снабженный разделительными кольцевыми перегородками, образующими секции. В каждой секции на валу закреплен сплошной диск, к каждому из которых по бокам прикреплены пакеты кольцевых контактных дисков, установленных с зазором относительно корпуса, вала и друг друга. В верхней части корпуса установлены патрубки для подвода и отвода газа, а в нижней – патрубки для подвода и отвода жидкости. Вал снабжен приводом для вращения. Контактные диски частично погружены в жидкость. Такое устройство аппарата формирует в верхней части корпуса зигзагообразный радиально-осевой газовый проток, а в нижней части – жидкостный проток, что в принципе позволяет эффективно использовать его для тепломассообменных процессов, требующих протяженного контакта газа с пленкой жидкости. Однако в таких аппаратах возникает противоречие между эффективностью организации процесса тепломассообмена и его конструктивной реализацией. Так, с точки зрения повышения эффективности процесса тепло- и массообмена, в аппаратах данного типа необходимо обеспечение минимальных осевых зазоров между крайними (в пакетах) кольцевыми контактными дисками и неучаствующими в процессе тепло- и массообмена разделительными кольцевыми перегородками (так как последние закреплены (вварены) в корпусе и их поверхность не смачивается жидкостью), т.е. величина этих зазоров должна быть не более величины оптимальных зазоров между кольцевыми контактными дисками. Вместе с тем, с точки зрения обеспечения технологичности изготовления и сборки таких аппаратов и их эксплуатации, как показывает практика, при установке, как правило 10-16 разделительных кольцевых перегородок, часть этих зазоров оказывается в 1,5-2 раза больше величины оптимальных зазоров между кольцевыми контактными дисками, что в свою очередь приводит к перетеканию части газа по этим “технологическим” зазорам, минуя процесс массообмена на контактных дисках и, как следствие, к снижению эффективности данных аппаратов. Существенным недостатком таких аппаратов является и их конструктивная сложность, низкая технологичность изготовления и сборки, вызванные проблемами высокой точности изготовления продольно разрезных корпусов, установки и точной фиксации относительно друг друга разделительных перегородок и установки вала с пакетами кольцевых контактных дисков (с заданными осевыми зазорами относительно разделительных перегородок с учетом погрешностей изготовления и сборки), что ведет к увеличению их габаритов, массы конструкции и стоимости (на 60-200%) вплоть до потери их конкурентоспособности. Близким к предлагаемому изобретению следует отнести тепло- и массообменный аппарат (прототип – патент РФ Данный ТМОА обладает всеми выше приведенными достоинствами, присущими горизонтальным дисковым тепломассообменным аппаратам (ГДТМОА). Недостатками данного аппарата, как показала практика, являются: – низкая технологичность и трудоемкость изготовления высокоточных цилиндрических вставок (по ширине и чистоте обработки торцевых поверхностей) между разделительными кольцевыми перегородками; – сложность совмещения и уплотнения отверстий в цилиндрических вставках (бандажах) с отверстиями в корпусе для подвода и отбора разделяемых однородных жидких смесей из соответствующих секций. Это связано с необходимостью обеспечения двойного герметичного соединения штуцеров как с внешним корпусом, так и с отверстиями в цилиндрических вставках (бандажах), образующих внутренние стенки секций, как следствия сложности обеспечения соосности данных отверстий при их сборке (переборке). Кроме того, наличие застойных зон между основным корпусом и внутренним корпусом, образованных выступающими частями разделительных кольцевых перегородок относительно цилиндрических вставок и бандажами, создает проблемы при получении особо чистых компонентов или пищевых продуктов, а в комплексе – приводит к ограничению областей их применения, снижению эксплуатационных свойств аппаратов, технологичности их изготовления и увеличению стоимости ГДТМОА. К недостаткам этой схемы ГДТМОА следует отнести и отсутствие возможности объективного контроля зазоров между крайними дисками контактных пакетов и разделительными кольцевыми перегородками в ходе их сборки, так как бандажи перекрывают доступ для инструментального измерения зазоров после затягивания шпилек. Это обстоятельство потребовало введения технологических бандажей с “окнами” для предварительной сборки с проведением инструментального контроля, так как обеспечение гарантированного зазора необходимо при работе данных аппаратов во взрывоопасных средах, с целью исключения возможности искрообразования при контакте вращающихся дисков с неподвижными разделительными кольцевыми перегородками. Наиболее близким к изобретению является тепло- и массообменный аппарат (см. патент РФ Данное устройство аппарата позволяет увеличить поверхность эффективного контактного взаимодействия газа с пленкой жидкости (за счет вращения и разделительных кольцевых перегородок), обеспечивает возможность организации более интенсивных процессов тепло- и массообмена и, как следствие, существенно более высокую эффективность проведения различных процессов тепло- и массообмена в широком диапазоне сочетания режимных параметров и теплофизических свойств взаимодействующих сред (газа и жидкости), при безотрывном течении пленки жидкости (абсорбция, ректификация, газоочистка) в горизонтальных аппаратах с вращающимися дисками. Кроме того, данная конструкция аппарата обеспечивает наименьшие габаритные и массовые характеристики при высокой технологичности их изготовления и самой низкой стоимости по сравнению с другими известными аппаратами данного класса. Вместе с тем, как показал опыт создания и эксплуатации установок по данному патенту, данные установки имеют и ряд недостатков, к которым следует отнести: а) ограниченный удельный расход по абсорбенту, так как с увеличением частоты вращения КП проток абсорбента через аппарат снижается, что накладывает ограничения на частоту вращения КП (до -40-50 об/мин); б) увеличение гидравлического сопротивления по рабочему тракту (до 80-140 мм вод. ст.) с увеличением частоты вращения КП, что нежелательно применительно к системам улавливания паров легкокипящих фракций на эстакадах перевалки бензинов и т.п.; г) при изготовлении аппаратов большой производительности (при диаметрах более 400 мм) возникают трудности обеспечения требуемой точности изготовления цилиндрической части корпуса из-за сложности устранения эллипсности тонкостенных корпусов и обеспечения их соосности с блоком подшипников (для установки вала с контактными пакетами), что автоматически приводит либо к увеличению зазоров между корпусом и лабиринтными уплотнениями по внешнему диаметру разделительных кольцевых перегородок и, как следствие, снижению эффективности данных устройств, либо к увеличению массы корпуса за счет увеличения его толщины (припуска на обработку) и, соответственно, росту его массы, что крайне нежелательно при изготовлении установок большого диаметра из дорогих нержавеющих сталей. Кроме того, обработка внутренней поверхности корпусов большого диаметра и длины требует специального, дорогостоящего оборудования. Учитывая, что в настоящее время на предприятиях химического машиностроения, пищевой и др. отраслей промышленности до 60% тепломассообменного оборудования выработало свой ресурс и что только 0,5% АЭС и нефтебаз и т.п. оснащены системами улавливания паров углеводородов, а также то, что «ниша» на ТМОА средней и малой производительности практически не заполнена, актуальность создания высокопроизводительных компактных установок данного класса становится очевидной. Настоящее изобретение направлено на создание более эффективного, дешевого и компактного горизонтального дискового тепло- и массообменного аппарата для решения, преимущественно, задач абсорбции, десорбции, концентрации и массообмена, обеспечивающего равномерное и более интенсивное протекание процессов тепло- и массообмена на всех КД с одновременной прокачкой ПГС по рабочему тракту ГДТМОА при увеличении эффективности (КПД) контактных дисков, снижения потерь на перетекание ПГС по “технологическим” зазорам, минуя процесс массообмена на контактных дисках, а также направлено на снижение толщины и массы корпуса и элементов конструкции ГДТМОА, повышение технологичности изготовления и уменьшения времени сборки ГДТМОА. Решение поставленной задачи обеспечивается тем, что в горизонтальном дисковом тепломассообменном аппарате (ГДТМОА), содержащем цилиндрический корпус, в верхней части которого установлены патрубки для подвода и отвода газа, а в нижней – патрубки для подвода и отвода жидкости, снабженный разделительными кольцевыми перегородками, образующими секции с внешними кольцевыми каналами, продольный вал, установленный с возможностью вращения в блоках подшипников с уплотнениями в днищах корпуса, а также установленными на валу и соосно ему поперечными сплошными и кольцевыми контактными дисками, которые установлены с зазором относительно сплошных дисков, вала и друг друга и частично погруженными в жидкость, которые образуют контактные пакеты с центральными осевыми каналами, согласно изобретению разделительные кольцевые перегородки жестко закреплены относительно друг друга и корпуса распорными трубками, установленными на продольных шпильках, которые закреплены в корпусе, при этом сплошные контактные диски закреплены на валу совместно с контактными дисками и установленными между ними напротив разделительных кольцевых перегородок разделительными контактными дисками, образующими совместно ротор контактных дисков, который установлен в корпусе соосно разделительным кольцевым перегородкам с минимальным зазором относительно поверхностей их центральных отверстий, при этом на боковых поверхностях контактных дисков выполнены гофры, причем гофры, выполненные на контактных дисках, между которыми ПГС протекает от центральных осевых каналов к внешним кольцевым каналам, формируют профиль каналов течения ПГС между КД, подобный профилю каналов центробежных насосов, а эти КД образуют центробежные контактные пакеты, при этом сплошные, кольцевые и разделительные контактные диски совместно с разделительными кольцевыми перегородками и корпусом формируют зигзагообразное, радиально-осевое, последовательно-параллельное течение потоков газа и жидкости. Заявленное конструктивное выполнение тепломассообменных аппаратов, по сравнению с прототипом, позволяет: – уменьшить перетекание газа и жидкости по “технологическим” зазорам между секциями: по зазору между корпусом и разделительными кольцевыми перегородками в 3÷5 раз и в 2-3 раза по зазору между разделительными контактными дисками ротора и разделительными кольцевыми перегородками; – обеспечить одновременность процессов тепло- и массообмена на всех КД с одновременной (принудительной) центробежной прокачкой ПГС по рабочему тракту ГДТМОА (при увеличении эффективности (КПД) контактных элементов, т.е. контактных дисков); – резко упростить технологию изготовления и сборки ротора контактных пакетов и всего ТМОА; – уменьшить массу и стоимость ТМОА на 10-20%, а время их изготовления – на 30-40%. Целесообразно гофры на КД выполнить прерывистыми, при этом расстояние (L) между гофрами, формирующими профили каналов течения ПГС между КД, не должно превышать 3-кратной величины зазора (Н) между КД. Выполнение гофр прерывистыми или в виде системы ячеек позволяет достигнуть оптимальной турбулентности потока ПГС, обеспечить требуемый захват (подъем) жидкости на контактные диски (без «захлебывания» сечений каналов течения ПГС) при заданной частоте вращения ротора и, тем самым, обеспечить максимум интенсивности процессов тепло- и массообмена на контактных дисках (и их КПД) без существенного снижения эффективности центробежных пакетов, как низконапорных вентиляторов для прокачки ПГС. Целесообразно профиль (систему) гофр на КД, по которым течение ПГС направлено от внешних кольцевых каналов к центральным осевым каналам, выполнять аналогично профилю, образованному системой гофр на контактных дисках центробежных контактных пакетов, а сами контактные диски устанавливать в роторе обратной стороной по отношению к центробежным КП. Выполнение профиля (системы) гофр на КД, по которым осуществляется течение ПГС от внешних кольцевых каналов к центральным осевым каналам, аналогично профилю системы гофр на контактных дисках, образующих центробежные контактные пакеты, с установкой контактных дисков в роторе обратной стороной по отношению к центробежным КП позволяет увеличить интенсивность процессов тепло- и массообмена на этих КД с усилением эффекта прокачки ПГС по рабочему тракту ГДТМОА за счет (принудительного) проталкивания гофрами (аналогами лопаток) захваченной ПГС из междисковой области в центральный осевой канал, особенно на участке погружения гофр КД в жидкость. Контактные диски с такой системой гофр образуют центростремительные контактные пакеты. Целесообразно более 70% гофр на соседних КД в каждом контактном пакете выполнять эквидистантными. Выполнение более 70% гофр на соседних КД эквидистантными позволяет достигнуть оптимальной турбулентности ПГС без существенного увеличения гидравлического сопротивления между КД при сохранении эффективности центробежных пакетов как низконапорных вентиляторов для прокачки ПГС, использовать минимальное количество штампов (от двух) для изготовления всех гофр на КД. Целесообразно, чтобы высота гофр составляла не более половины величины зазора между контактными дисками, а ширина (диаметр) основания гофр составляла не более 2-кратной величины зазора (Н) между КД. Выполнение гофр с геометрическими характеристиками, не превышающими указанных относительных размеров, позволяет избежать (при вращении КД) избыточного захвата жидкости, режимов «захлебывания» и каплепереноса при удовлетворительной производительности по прокачке ПГС по рабочему тракту. Целесообразно высоту гофр, их ширину (диаметр) и их количество на контактных дисках пакетов, по которым протекает ПГС от внешних кольцевых каналов к центральным осевым каналам, выполнять меньшей(-им), чем на КД центробежных пакетов. Это объясняется тем, что напор ПГС, получаемый на центробежных пакетах, и их эффективность, как системы прокачки ПГС (аналогов системы последовательно установленных низконапорных вентиляторов – водокольцевых насосов), существенно выше, чем на (центростремительных) пакетах, по которым ПГС протекает от внешних кольцевых каналов к центральным осевым каналам. В связи с этим роль гофр на них сводится, в основном, к функции увеличения турбулентности потока ПГС и увеличению захвата жидкости и, попутно, как системе прокачки ПГС, что позволяет скомпенсировать гидравлическое сопротивление ПГС по рабочему тракту при вращении ротора и, соответственно, уменьшить энергетические затраты на его вращение на 15-25%. Целесообразно на распорных трубках между разделительными кольцевыми перегородками в секциях установить лопатки направляющего аппарата. Установка лопаток направляющего аппарата на распорных трубках в секциях между разделительными кольцевыми перегородками позволяет решить следующие задачи: – в жидкостном канале – блокировать тангенциальную закрутку жидкости в секциях, приводящую к резкому уменьшению осевого протока жидкости (абсорбента) вдоль аппарата и, тем самым, при необходимости, увеличить расход абсорбента через аппарат. Одновременно, за счет формирования волны от заторможенного потока, увеличивается поверхность смачивания дисков, а на выходе дисков из жидкости – блокируется избыточный вынос капель с поверхности КД при больших частотах вращения дисков (порядка 70-100 об/мин); – во внешнем кольцевом газовом канале лопатки выполняют функцию направляющего лопаточного аппарата, который может состоять из 2-6 лопаток, устанавливаемых, преимущественно, в зоне погружения дисков в жидкостный канал (при их вращении) и предназначенных для уменьшения потерь напора ПГС на входе в зазоры (центростремительных) контактных пакетов. Целесообразно напротив каждого сплошного контактного диска в ГДТМОА, в части жидкостного канала корпуса, установить дополнительные разделительные полукольцевые перегородки. Установка дополнительных разделительных полукольцевых перегородок в ГДТМОА напротив каждого сплошного контактного диска позволяет в 2 раза увеличить число секций (ступеней разделения – аналогов тарелок в вертикальных ТМОА) и обеспечить более высокую степень разделения компонентов при меньшей длине ГДТМОА. Целесообразно в горизонтальном дисковом тепло- и массообменном аппарате установить сплошные диски, контактные диски и разделительные контактные диски с зазором относительно друг друга с помощью распорных шайб, установленных между контактными дискам на продольные спицы. Такое конструктивное решение обеспечивает высокую жесткость ротора, технологичность изготовления и сборки ротора КП за счет использования стандартных калиброванных прутков и дешевых шайб требуемого сортамента, серийно выпускаемых промышленностью; позволяет увеличить длину ротора, т.е. увеличить число секций в одном блоке ГДТМОА. Целесообразно выполнять зазоры между сплошными дисками, контактными дисками и разделительными кольцевыми дисками за счет упора в симметрично выполненные на КД гофры, а жесткое соединение между собой обеспечивать за счет стягивания КД между собой с помощью продольных спиц. Такое конструктивное решение в неответственных изделиях (например, в абсорберах для очистки воздуха, дымных газов или улавливания аммиака из ПВС) обеспечивает возможность отказаться от распорных шайб, уменьшить массу ротора КП и его стоимость, резко сократить время на его сборку. Целесообразно при проведении процесса абсорбции в нижней части разделительных дисков и дополнительных разделительных полукольцевых перегородках выполнить отверстия для протока абсорбента, а на распорных трубках между разделительными кольцевыми перегородками в секциях в жидкостном канале установить лопатки направляющего аппарата. Данное конструктивное решение обеспечивает в 2-10 раз большую пропускную способность абсорбента по жидкостному тракту ГДТМОА, что позволяет достигнуть более высокую степень улавливания различных паров и газов из ПГС в абсорбционных блоках без увеличения их габаритов. Таким образом, совокупность предложенных технических решений позволяет обеспечить более равномерный по всей длине ротора и интенсивный процесс тепло- и массообмена при контактном взаимодействии газа с пленкой жидкости (за счет обеспечения одинаковых зазоров между всеми КД, уменьшения потерь от перетекания сред между секциями и за счет введения гофр), увеличить поверхность эффективного контактного взаимодействия фаз (за счет обеспечения образования пленки жидкости и на вращающихся разделительных дисках), одновременную прокачку ПГС по рабочему тракту ГДТМОА (за счет введения системы последовательно установленных центробежных и центростремительных контактных пакетов) при увеличении эффективности (КПД) контактных элементов (контактных дисков) и, соответственно, эффективности проведения различных процессов тепло- и массообмена в широком диапазоне сочетания режимных параметров и теплофизических свойств взаимодействующих сред. Одновременно достигается высокая технологичность изготовления и сборки ротора и всего ГДТМОА. Данные ГДТМОА могут быть использованы в технологических схемах с разнообразными жидкими и газообразными веществами, например, при проведении процессов разделения компонентов (ректификации), массообмена, газоочистки, абсорбции паров углеводородов (фенола, формальдегида, бензина и т.п.) из паровоздушных смесей, вместо громоздких вертикальных колонн с высоким гидравлическим сопротивлением, выделения «жирных» газов из попутных нефтяных газов и т.д. Принципиальная схема и особенности конструкции ГДТМОА приведены на чертежах. На фиг.1 схематично представлен общий вид ГДТМОА. На фиг.2 представлено сечение ГДТМОА (А-А, на фиг.1) с видом на разделительную кольцевую перегородку со стягивающими шпильками и контактный диск со тягивающими спицами. На фиг.3 схематично представлен фрагмент продольного сечения ГДТМОА с видом (В, на фиг.1) на КД с распорными шайбами и стягивающей спицей, разделительные кольцевые перегородки со стягивающей продольной шпилькой с установленной на ней распорной втулкой и закрепленной на ней направляющей лопаткой. На фиг.4 схематично представлены ротор контактных пакетов, установленный в съемном днище (а) и корпус ГДТМОА (б) в вертикальном положении для проведения их сборки, а также сечения С-С и Д-Д ротора и корпуса. На фиг.5 и 6 представлены поперечные сечения Б-Б и Ж-Ж ГДТМОА (см. фиг.1) в вариантах с непрерывными гофрами на КД (фиг.5) и прерывистыми гофрами (фиг.6) в варианте с направляющими лопатками. На фиг.7 (вид Е на фиг.1) схематично представлены варианты исполнения гофр на КД и варианты формирования зазоров – за счет упора в симметрично выполненные гофры (вариант 1), односторонние гофры (вариант 2) и распорные шайбы (вар. 3). На фиг.8 представлены поперечные сечения Б-Б и Ж-Ж ГДТМОА (см. фиг.1) в варианте с прерывистыми гофрами и в виде системы ячеек, а также варианты установки направляющих лопаток в жидкостном канале и по всему периметру кольцевого канала. На фиг.9 схематично представлены варианты (фрагменты) продольных сечений (Г-Г на фиг.1 по КП) исполнения гофр на КД и варианты контактных пакетов. На фиг.10 схематично представлен вариант (фрагмент продольного сечения (Е-Е на фиг.8 по КП) в исполнении ячеистых гофр на КД и вариант контактных пакетов). На фиг.11 представлена зависимость эффективности Горизонтальный дисковый тепло- и массообменный аппарат (см. фиг.1-10) содержит цилиндрический корпус 1, в верхней части которого установлены патрубки для подвода 2 и отвода газа 3, а в нижней – патрубки 4 и 5 соответственно для подвода и отвода жидкости, и снабжен разделительными кольцевыми перегородками 6, образующими секции 7, и съемным днищем 8, в котором с возможностью вращения установлен горизонтальный вал 9 с закрепленными на нем поперечными сплошными дисками 10 посредством, например, распорных втулок 11. Между сплошными контактными дисками (СКД) 10 жестко закреплены посредством стягивающих спиц 12 и распорных шайб 13 (см. фиг.2) контактные диски (КД) 14 и разделительные диски (РД) 15, которые вместе с валом образуют ротор контактных дисков (РКД) 16. КД 14 могут быть выполнены, например, гладкими, шероховатыми, гофрированными, перфорированными, ребристыми, сетчатыми и т.п. Разделительные кольцевые перегородки 6 жестко закреплены относительно друг друга и корпуса 1 распорными трубками 17, установленными на продольных шпильках 18, которые закреплены, например, во фланце 19 корпуса 1. Ротор контактных дисков 16 установлен с возможностью вращения в блоках подшипников с уплотнениями 20 в съемном днище 8 и (эллиптическом) днище 22 корпуса соосно разделительным кольцевым перегородкам с минимальным зазором относительно поверхностей их центральных отверстий. Каждый сплошной контактный диск (СКД) 10 совместно с разделительным диском (РД) 15 и установленными между ними контактными дисками (КД) 14 образуют контактные пакеты 23 (фиг.3) с осевыми каналами 24 и щелевыми междисковыми зазорами, которые совместно с внешними кольцевыми каналами 25, образованными разделительными кольцевыми перегородками 6, формируют продольный, относительно вала 9, проточный канал (см фиг.1). Верхняя часть проточного канала совместно с патрубками 2 и 3 (для подвода и отвода газа), внешними кольцевыми каналами 25, поперечными сплошными дисками 10, зазорами между кольцевыми контактными дисками 14, разделительными дисками 15 и осевыми каналами 24 образуют газовый проточный канал, формирующий многоходовое зигзагообразное радиально-осевое, последовательно- параллельное течение потока газа. Аналогично в нижней части корпуса, заполненной жидкостью, совместно с входным и выходным патрубками 4 и 5 образован жидкостный проточный канал 26. Вращение вала 9 ротора контактных дисков 16, обеспечивается приводом (на чертеже не показан) через шкив или звездочку 27. Для обеспечения принудительной прокачки ПГС по газовому проточному каналу 25 и увеличения турбулентности газового потока в зазорах между КД на боковых поверхностях контактных дисков выполнены гофры 28 (см. фиг.5-10). При этом гофры, выполненные на контактных дисках, по которым ПГС протекает от центральных осевых каналов 24 к внешним кольцевым каналам 25, формируют профиль каналов течения ПГС между КД 14, подобный профилю каналов центробежных насосов, а эти КД образуют центробежные контактные пакеты 29. Гофры могут быть непрерывными 28 (фиг.5), прерывистыми 30 (фиг.6) или виде системы ячеек 31 (фиг.8) и др. Формирование зазоров между КД может осуществляться за счет упора в симметрично выполненные гофры (см. фиг.7, вариант 1), за счет односторонних гофр (см. фиг.7, вариант 2) или распорных шайб (см. фиг.7, вар. 3). В зависимости от отношения ширины (диаметра) гофр их донной части (d), к ширине (диаметру) (D) у их основания, т.е. d/D, изменяется захват жидкости гофрами при вращении контактных дисков и турбулентность потока ПГС. С увеличением отношения d/D захват жидкости увеличивается. Оптимальным соотношением d/D является такое, при котором угол В варианте для проведения процессов ректификации (разделения) компонентов, часть секций ГДТМОА оснащается датчиками температуры 32, патрубками отбора компонентов 33 с электроклапанами 34 для отбора компонентов. С целью блокирования тангенциальной закрутки жидкости в секциях, приводящей к уменьшению осевого протока жидкости (абсорбента) вдоль аппарата, целесообразна установка лопаток 35 направляющего аппарата на распорных трубках 17 в секциях (в жидкостном канале) между разделительными кольцевыми перегородками. Это позволяет, при необходимости, увеличить расход абсорбента в 5-10 раз (в том числе через дополнительные отверстия 41 для протока абсорбента в разделительных кольцевых перегородках 6 и полукольцевых перегородках 36). Одновременно, за счет формирования волны от заторможенного потока, увеличить поверхность смачивания дисков, а на выходе дисков из жидкости – блокировать избыточный вынос капель с поверхности КД (при частотах вращения КД порядка 70-100 об/мин); во внешнем кольцевом газовом канале лопаточный аппарат 35 предназначен для уменьшения потерь напора ПГС на внешнем входе в ротор КП. Установка дополнительных разделительных полукольцевых перегородок 36 жидкостного канала 26 в ГДТМОА напротив каждого сплошного контактного диска позволяет в 2 раза увеличить число секций (ступеней разделения – аналогов тарелок в вертикальных ТМОА) и обеспечить более высокую степень разделения компонентов при меньшей длине ГДТМОА. Введение внутреннего (относительно диаметра корпуса) фланца 19 с уплотнением 39 и болтовым креплением 40 позволяет на 19% уменьшить диаметр корпуса и на 8% его массу. Процесс тепло- и массообмена (в варианте абсорбции) осуществляется следующим образом. Поток парогазовой смеси (ПГС) проступает в газовый канал через патрубок 2, проходит по зазорам между КД 14 и дисков 10 и 15 первого (по ходу движения ПГС) пакета 23, вступая в контактное взаимодействие с пленкой жидкости (абсорбента), стекающей с поверхности вращающихся дисков 14, 10 и 15, которые при вращении частично погружаются в смачивающую их жидкость из жидкостного проточного канала 26. Далее ПГС по осевому каналу 24, разворачивается и проходит в радиальные зазоры следующего (центробежного) контактного пакета 29 (где процесс повторяется), поступает во внешний кольцевой канал 25, разворачивается на 180° и движется по радиальным зазорам между КД третьего контактного пакета и т.д. до его выхода из аппарата через патрубок 3. При этом контактное взаимодействие фаз происходит при радиальном течении потока газа, который, протекая в целом по аппарату в осевом направлении, при последовательном переходе из полостей одного пакета радиальных зазоров – хода осевого канала 24, через полость (зазоры очередного пакета, по ходу течения газа) секции 7 во внешний кольцевой канал 25, меняет свое (радиальное) направление движения на противоположное, обтекая контактные элементы (вращающиеся диски 10, 14, 15) с обеих сторон со скоростью Wг, т.е. совершает в пределах газового канала многоходовое, зигзагообразное радиально-осевое, последовательно- параллельное движение. Безотрывное течение пленки жидкости по поверхности вращающихся дисков 10, 14, 15, с гофрами 28 обеспечивается ограничением предельной скорости течения газа (Wг) и подбором частоты вращения дисков ( Установка разделительных кольцевых перегородок в корпусе на продольных шпильках с их жестким закреплением относительно друг друга и фланца корпуса распорными трубками, с минимальным зазором относительно корпуса (плотная посадка) и зазором в 0,5-1,5 мм относительно вращающегося ротора при одновременном уменьшении на 1/3 диаметра уплотняемой поверхности, позволяет не только в 2-3 раза уменьшить перетекание жидкости и ПГС между секциями, но и упростить конструкцию тепло-массообменного аппарата, обеспечить высокую технологичность сборки и разборки аппаратов, повысить их эксплуатационные характеристики. Введение центробежных 29 (и центростремительных 38) КП (см. фиг.9, 10), позволило, как минимум, выровнять давление на границе разделительных кольцевых перегородок (Рn В качестве примера. В ходе экспериментальной отработки абсорбционного блока (на базе ГДТМОА с центробежными КП по схемам, приведенным на фиг.8 и 9) со следующими параметрами: – производительность по ПВС 50-60 м3/час; – поверхность КД 42 м2; – частота вращения ротора КД 30-90 об/мин; – внешний диаметр КД 390 мм; – внутренний диаметр отверстий в КД 160 мм; – число центробежных контактных пакетов 12; – всего контактных пакетов 24 (число КД в пакетах уменьшалось из условия обеспечения близкой к оптимальной скорости течения ПГС по рабочему тракту ГДТМОА); – высота гофр, выполненных в виде системы ячеек на КД, 1,7 мм; – мощность электропривода для вращения ротора КД 0,36-0,5 кВт, было установлено, что на контактных дисках в виде пленки постоянно находилось примерно 3,5-6 литров абсорбента (в зависимости от температуры абсорбента – охлажденного дизельного топлива, составлявшей Таб=0 – -5°С). Для улавливания 95-98,5% паров бензина из ПВС необходимый расход абсорбента на максимальном режиме составлял не менее 600 л/час. При этом данное количество абсорбента за это время (1 час) было подано в контактную зону на поверхностях вращающихся КД в объеме от 10000 до 18000 л/час, что эквивалентно введению линий рециркуляции по каждой секции (с 15-30-кратной рециркуляцией по жидкости (!)). Скорость вытеснения ПГС из зазоров между КД, при их погружении в абсорбент, даже на минимальных режимах по расходу ПГС составляла от 0,4 до 1,8 м/с. Прокачка ПГС через блок абсорбции, за счет введения многоступенчатой системы центробежных контактных пакетов (без системы нагнетания на входе), составила до 30-35 м3/час. Гидравлическое сопротивление по рабочему тракту на максимальном режиме (50 м3/час) снизилось до 20-30 мм вод. ст. Эти эффекты крайне важны при проведении различных процессов тепло- и массообмена и обеспечивают высокую стабильность проведения процессов в широком диапазоне изменения нагрузки. При необходимости, в зависимости от вида процесса и его требуемой эффективности, уплотнения 9 могут выполняться гидродинамическими, газодинамическими или комбинированными, например, лабиринтными 37 (см. фиг.10), что практически не ведет к увеличению мощности электропривода для вращения ротора КД 16. Приведем доказательства того, что установка разделительных кольцевых перегородок с простейшими (лабиринтными) уплотнениями приводит к уменьшению доли перепуска и увеличению эффективности аппарата. Перепад давления между соседними секциями равен:
где:
dЭК – эквивалентный диаметр канала; WK – скорость газа в канале; рГ – плотность газа. V= fK – площадь сечения канала (между дисками 10, 14, 15, т.е. площадь сечения канала КП).
VП=FП· где:
VП – объемный расход газа в перепускном канале. Доля перепуска (ДП) газа между секциями по зазору
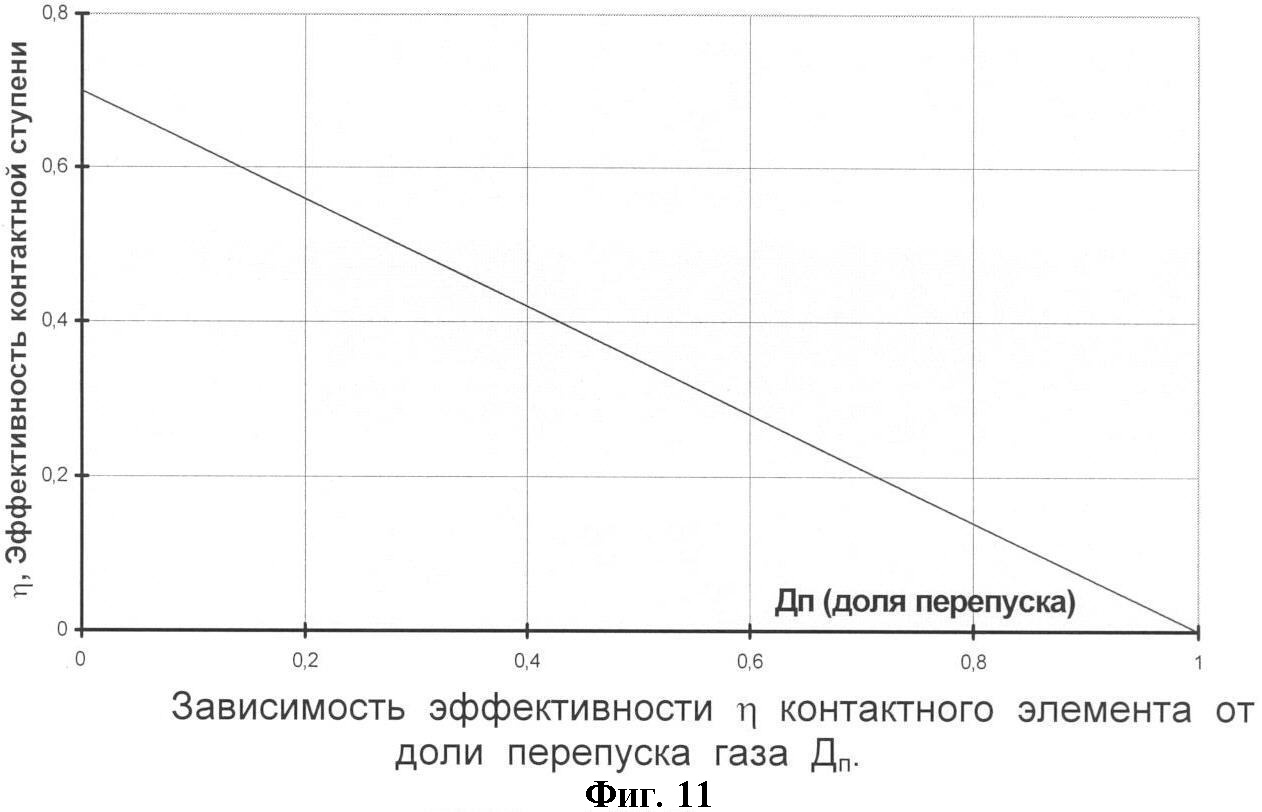
На фигуре 11 приведена зависимость между коэффициентом эффективности контактной ступени (пакета контактных дисков) и долей перепуска газа по зазору (осевому или радиальному) между соседними секциями тепломассообменного аппарата. Из графика (фиг.11) видно, что с увеличением доли перепуска ДП эффективность работы контактных элементов уменьшается и при ДП=10-20% приводит к снижению эффективности данных аппаратов до 0,6÷0,55. В аналогах, из-за разброса точности изготовления деталей, погрешностей сборки, осевые зазоры между разделительными кольцевыми перегородками и кольцевыми контактными дисками, как правило, превышают величины оптимальных рабочих зазоров между кольцевыми контактными дисками в 2-3 раза, что приводит к росту доли перепуска ДП до 10-15%, ведет к падению эффективности В прототипе, при создании аппаратов большой производительности (с диаметром корпуса от 400 мм и выше), появляются проблемы с устранением эллипсности цилиндрической части корпуса и соосности установки ротора. Решение этих задач связано с расточкой корпуса, что требует припуска на обработку (до 4-5 мм) и использования дорогостоящего оборудования, что и является основной причиной, сдерживающих их выпуск. При переходе к предлагаемым аппаратам с разделительными кольцевыми перегородками, установленными в корпусе (а не на валу, как в прототипе), потребность в дополнительной обработке центральных отверстий в разделительных кольцевых перегородках в большинстве случаев вообще отпадает. При зазорах в 0,5-1,5 мм относительно вращающегося ротора, одновременном уменьшении на 1/3 диаметра уплотняемой поверхности и перепаде давления между секциями в 1-3 мм вод. ст., данное техническое решение (даже без использования лабиринтных уплотнений) позволяет в 2-3 раза снизить величину Очевидно, что при установке контактных уплотнений, доля перепуска ДП будет близка к нулю, т.е. эффективность (Следует отметить, что наличие подвижных, вращающихся совместно с валом разделительных кольцевых перегородок с уплотнением по их внешнему диаметру, как в прототипе, не всегда позволяет достигать требуемой (особо высокой) чистоты разгоняемых фракций в силу их частичного перетекания разделяемых веществ между секциями в зонах разделительных кольцевых перегородок). Основными достоинствами аппаратов данного типа являются: – меньшие потери на перетекание ПГС; – высокая технологичность изготовления и сборки (разборки) корпуса и ротора ГДТМОА на большую производительность; – эффективность протекания тепло- и массообменных процессов и простота эксплуатации аппарата; – более высокая (до 10%) производительность аппарата (при том же диаметре корпуса) за счет увеличения эффективности ( – возможность прямого отбора (ввода) продуктов из любой секции ГДТМОА и введения смотровых окон для визуального контроля процесса; – исключить застойные зоны в полости аппарата (что было характерно для аналогов) и способствует расширению областей применения аппарата; – приемлемые условия для многократной промывки и стерилизации аппаратов. По сравнению с другими аппаратами “вертикального” типа аналогичного назначения в данном аппарате при сохранении непрерывности процесса, как и в насадных колоннах, не возникает “байпас-эффектов” и не происходит «захлебывания» КП и капельного переноса. Постоянное восстановление и замена пленки жидкости на КД при вращении дисков, частично погруженных в жидкость (флегму), позволяет компенсировать размывание пленки флегмы на поверхности контактных дисков при больших скоростях течения паровой фазы (от 1,5 до 3,5 м/с, в зависимости от вязкости флегмы и диаметра КД). В вариантах ректификационных ГДТМОА, флегма непрерывно перетекает от секции к секции (со стороны дефлегматора), постоянно присутствуя в каждой секции, как и в тарельчатых колоннах, обеспечивая фазовое равновесие по всем контактным пакетам (в каждой секции) в процессе всего периода работы, что позволяет непрерывно отбирать с соответствующих секций аппарата высокообогащенный дистиллят постоянного состава. Ключевыми достоинствами аппаратов данного типа являются: – в 2-3,5 раза больший (чем в существующих тарельчатых и насадочных колоннах) коэффициенты тепло- и массопереноса в условиях безотрывного течения пленки жидкости при непрерывном контактном взаимодействии потока газа с потоком жидкости, стекающей в виде пленки по поверхности вращающихся дисков (в ходе противоточного течения жидкости и газа), что обеспечивает в 5-10 раз меньшие габариты ТМОА. При этом высота теоретической ступени разделения выстраивается не в осевом, а в радиальном направлении. Последнее обстоятельство позволяет обеспечить наименьшую “высоту” (в данном случае длину)колонны; – высокая эффективность тепло- и массообменных процессов в каждой секции аппарата (как следствие повышения турбулентности газового потока, постоянной и достаточной массы жидкости на КД и в каждой секции (как и в тарельчатых колоннах); – возможность реализации принудительной прокачки ПГС центробежными КП, что в сочетании с достаточной аккумулирующей теплоемкостью вращающихся контактных дисков, постоянно погружаемых в жидкость, обеспечивает (для каждого контактного пакета) постоянное движение ПГС по рабочему тракту и постоянство температуры поверхности контактных дисков и, тем самым, высокую стабильность процессов испарения – конденсации вдоль поверхности контактных дисков в каждой секции; – крайне низкая чувствительность к изменению нагрузки и возможность существенно большего диапазона регулирования параметров ГДТМОА (по сравнению с вертикальными аналогами ТМОА) как за счет изменения входных и выходных параметров, включая температуру и расход подводимых и отводимых пара, разгоняемой жидкости и дистиллята (флегмы), так и за счет изменения частоты вращения ротора контактных дисков; – высокая степень разделения смесей при минимальных энергетических затратах и минимальных габаритах аппарата (колонны). Кроме того, данный аппарат обладает качественно новыми возможностями при проведении процессов вакуумных дистилляции, перегонки, концентрации и др., что связано как с низким собственным гидравлическим сопротивлением (20-80 мм вод.ст.), так и с реализацией нового свойства – проталкивания ПГС по рабочему тракту аппарата при вращении ротора за счет введения системы гофр на КД, т.е. реализации функций центробежного низконапорного вентилятора и водокольцевого насоса, встроенного в ГДТМОА. В целом, данный аппарат существенно более технологичен, чем предшествующие аналоги, обладает более высокой эффективностью, меньшими габаритами, массой и стоимостью, а также всеми достоинствами тарельчатых, насадочных, пленочных и дисковых аппаратов (не наследуя их недостатков). При этом новые конструктивные решения по ротору контактных дисков, разделительным перегородкам и корпусу предложенного аппарата обеспечивают компенсацию гидравлического сопротивления ПГС по рабочему тракту, низкую чувствительность к изменению нагрузки и др. преимущества.
Формула изобретения
1. Горизонтальный дисковый тепло- и массообменный аппарат, содержащий цилиндрический корпус с днищами, в верхней части которого установлены патрубки для подвода и отвода газа, а в нижней – патрубки для подвода и отвода жидкости, снабженный разделительными кольцевыми перегородками, образующими секции с внешними кольцевыми каналами, продольный вал, установленный с возможностью вращения в блоках подшипников с уплотнениями в днищах корпуса, а также установленными на вале и соосно ему поперечными сплошными и кольцевыми контактными дисками (ККД), которые установлены с зазором относительно сплошных дисков, вала и друг друга и частично погружены в жидкость, которые образуют контактные пакеты с центральными осевыми каналами в них, отличающийся тем, что разделительные кольцевые перегородки жестко закреплены относительно друг друга и корпуса распорными трубками, установленными на продольных шпильках; которые закреплены в корпусе, при этом сплошные контактные диски закреплены на вале совместно с кольцевыми контактными дисками и, установленными между ними, напротив разделительных кольцевых перегородок разделительными контактными дисками, образующими совместно ротор ККД, который установлен в корпусе с минимальным зазором относительно поверхностей центральных отверстий разделительных кольцевых перегородок, при этом на боковых поверхностях ККД, между которыми протекает парогазовая смесь (ПГС) от центральных осевых каналов к внешним кольцевым каналам; выполнены гофры, которые формируют профиль каналов центробежных контактных пакетов, при этом сплошные, кольцевые и разделительные контактные диски совместно с разделительными кольцевыми перегородками и корпусом формируют зигзагообразное, радиально-осевое течение потоков газа и жидкости. 2. Аппарат по п.1, отличающийся тем, что гофры на ККД выполнены прерывистыми, при этом расстояние (L) между гофрами, формирующими профили каналов течения ПГС между ККД, не превышает 3-х кратной величины зазора (Н) между ККД. 3. Аппарат по п.1, отличающийся тем, что профиль гофр на ККД, по которым течение ПГС направлено от внешних кольцевых каналов к центральным осевым каналам, выполнен аналогично профилю, образующему систему гофр на контактных дисках центробежных контактных пакетов, а сами ККД установлены в роторе таким образом по отношению к ККД центробежных контактных пакетов, что они образуют центростремительные контактные пакеты. 4. Аппарат по п.1, отличающийся тем, что более 70% гофр на соседних ККД в каждом контактном пакете выполнены эквидистантными. 5. Аппарат по п.1, отличающийся тем, что высота гофр составляет не более половины величины зазора между контактными дисками, а ширина (диаметр) основания гофр составляет не более 2-х кратной величины зазора (Н) между ККД. 6. Аппарат по п.1, отличающийся тем, что высота гофр, их ширина и их количество на контактных дисках пакетов, по которым протекает ПГС от внешних кольцевых каналов к центральным осевым каналам, выполнены меньшими, чем на ККД центробежных контактных пакетов. 7. Аппарат по п.1, отличающийся тем, что на распорных трубках между разделительными кольцевыми перегородками в секциях установлены лопатки направляющего аппарата. 8. Аппарат по п.1, отличающийся тем, что напротив каждого сплошного контактного диска в части жидкостного канала корпуса установлены дополнительные разделительные полу кольцевые перегородки. 9. Аппарат по п.1, отличающийся тем, что зазоры между сплошными контактными дисками, кольцевыми контактными дисками и разделительными контактными дисками выполнены с помощью распорных шайб, установленных между ними на продольных спицах. 10. Аппарат по п.1, отличающийся тем, что зазоры между сплошными контактными дисками, кольцевыми контактными дисками и разделительными контактными дисками выполнены за счет упора в симметрично выполненные гофры на ККД, а жесткое соединение между собой обеспечено за счет их стягивания с помощью продольных спиц. 11. Аппарат по п.1, отличающийся тем, что в нижней части разделительных контактных дисков и дополнительных разделительных полукольцевых перегородок выполнены отверстия для протока абсорбента, а на распорных трубках между разделительными кольцевыми и полукольцевыми перегородками в секциях в жидкостном канале установлены лопатки направляющего аппарата.
РИСУНКИ
|
||||||||||||||||||||||||||
 2200054, кл. В01D 53/18, 47/18 от 19.12.01 г.), содержащий корпус, состоящий из цилиндрической части корпуса и днищ с, как минимум, одним фланцевым соединением, в верхней части которых установлены патрубки для подвода и отвода газа, а в нижней – патрубки для подвода и отвода жидкости, снабженный набором разделительных кольцевых перегородок, установленных между цилиндрическими вставками, скрепленных между собой с внутренней стороны цилиндрических вставок продольными шпильками, закрепленными с одной стороны в крайней разделительной кольцевой перегородке набора, а с другой – во фланце корпуса, и образующих секции, в каждой из которых на вращающемся валу установлен сплошной диск, на боках которого закреплены пакеты кольцевых контактных дисков, установленные с зазором относительно цилиндрических вставок, вала, друг друга и разделительных кольцевых перегородок и образующих контактные пакеты, которые частично погружены в жидкость и которые совместно с цилиндрическими вставками и разделительными кольцевыми перегородками формируют зигзагообразное радиально-осевое, последовательно-параллельное течение потока газа по проточной части аппарата.
2200054, кл. В01D 53/18, 47/18 от 19.12.01 г.), содержащий корпус, состоящий из цилиндрической части корпуса и днищ с, как минимум, одним фланцевым соединением, в верхней части которых установлены патрубки для подвода и отвода газа, а в нижней – патрубки для подвода и отвода жидкости, снабженный набором разделительных кольцевых перегородок, установленных между цилиндрическими вставками, скрепленных между собой с внутренней стороны цилиндрических вставок продольными шпильками, закрепленными с одной стороны в крайней разделительной кольцевой перегородке набора, а с другой – во фланце корпуса, и образующих секции, в каждой из которых на вращающемся валу установлен сплошной диск, на боках которого закреплены пакеты кольцевых контактных дисков, установленные с зазором относительно цилиндрических вставок, вала, друг друга и разделительных кольцевых перегородок и образующих контактные пакеты, которые частично погружены в жидкость и которые совместно с цилиндрическими вставками и разделительными кольцевыми перегородками формируют зигзагообразное радиально-осевое, последовательно-параллельное течение потока газа по проточной части аппарата. контактного элемента от доли перепуска газа Дп между секциями по зазорам.
контактного элемента от доли перепуска газа Дп между секциями по зазорам. (см. фиг.7) составляет
(см. фиг.7) составляет  ), что в сочетании с реализацией центробежного сепарирующего эффекта за счет поворота потока газа исключает возможность возникновения каплеуноса, приводит к уменьшению габаритов аппарата, поскольку при этом отпадает необходимость в создании значительного сепарационного пространства. Кроме того, введение гофр 28 позволяет увеличить турбулентность (газового) потока и в 1,5-3 раза увеличить захват жидкости КД и, тем самым, значительно повысить эффективность тепло- и массообменных процессов в зоне контактного взаимодействия фаз.
), что в сочетании с реализацией центробежного сепарирующего эффекта за счет поворота потока газа исключает возможность возникновения каплеуноса, приводит к уменьшению габаритов аппарата, поскольку при этом отпадает необходимость в создании значительного сепарационного пространства. Кроме того, введение гофр 28 позволяет увеличить турбулентность (газового) потока и в 1,5-3 раза увеличить захват жидкости КД и, тем самым, значительно повысить эффективность тепло- и массообменных процессов в зоне контактного взаимодействия фаз. Pn+1) между секциями (см. фиг.10) и, тем самым, дополнительно уменьшить или исключить перетекание ПГС между секциями. В правильно спроектированном ГДТМОА по данной схеме незначительное перетекание ПГС между секциями (с учетом, например, абсорбции части ЛФУ) возможно в обратную сторону (против потока), а не наоборот.
Pn+1) между секциями (см. фиг.10) и, тем самым, дополнительно уменьшить или исключить перетекание ПГС между секциями. В правильно спроектированном ГДТМОА по данной схеме незначительное перетекание ПГС между секциями (с учетом, например, абсорбции части ЛФУ) возможно в обратную сторону (против потока), а не наоборот. р=P1-Р2
р=P1-Р2
 ,
,
 K – сумма гидравлического сопротивления канала;
K – сумма гидравлического сопротивления канала; K – длина канала;
K – длина канала; TP – коэффициент трения;
TP – коэффициент трения; ;
; ;
;
 и восстановить
и восстановить