Патент на изобретение №2378091
|
||||||||||||||||||||||||||
(54) СПОСОБ КОНТАКТНО-СТЫКОВОЙ СВАРКИ ТРУБЫ С ЗАГЛУШКОЙ
(57) Реферат:
Изобретение относится к способу контактно-стыковой сварки трубы с заглушкой и может найти применение при изготовлении стержневых тепловыделяющих элементов ядерных установок. Способ включает размещение и фиксацию конца трубы с заглублением в сварочной оснастке, разогрев сварочным током сжатых торцами конца трубы и заглушки, имеющей участок, ввариваемый в стенку трубы, диаметром больше внутреннего, но меньше наружного диаметра трубы, и последующую вварку заглушки в стенку трубы с переменной скоростью продвижения заглушки. Конец трубы на участке длиной 1,5-3 толщины стенки трубы размещают на участке сварочной оснастки, электрическое сопротивление которого меньше сопротивления материала участка трубы в зоне сварки. Разогрев сварочным током сжатых торцами конца трубы и заглушки осуществляют за счет контактного сопротивления в стыке между торцом трубы и заглушки и местом подачи сварочного тока в трубу, расположенном на расстоянии, равном 1,5-3 толщины стенки трубы от ее конца. Кроме того, разогрев свариваемых деталей при сварке ведут до образования общей по длине сварного соединения зоны термического влияния с шириной в центральной части сварного соединения, равной 0,1-3 толщины стенки трубы. Технический результат заключается в упрощении технологии сварки без ухудшения качественных показателей сварных соединений. 1 з.п. ф-лы, 3 ил.
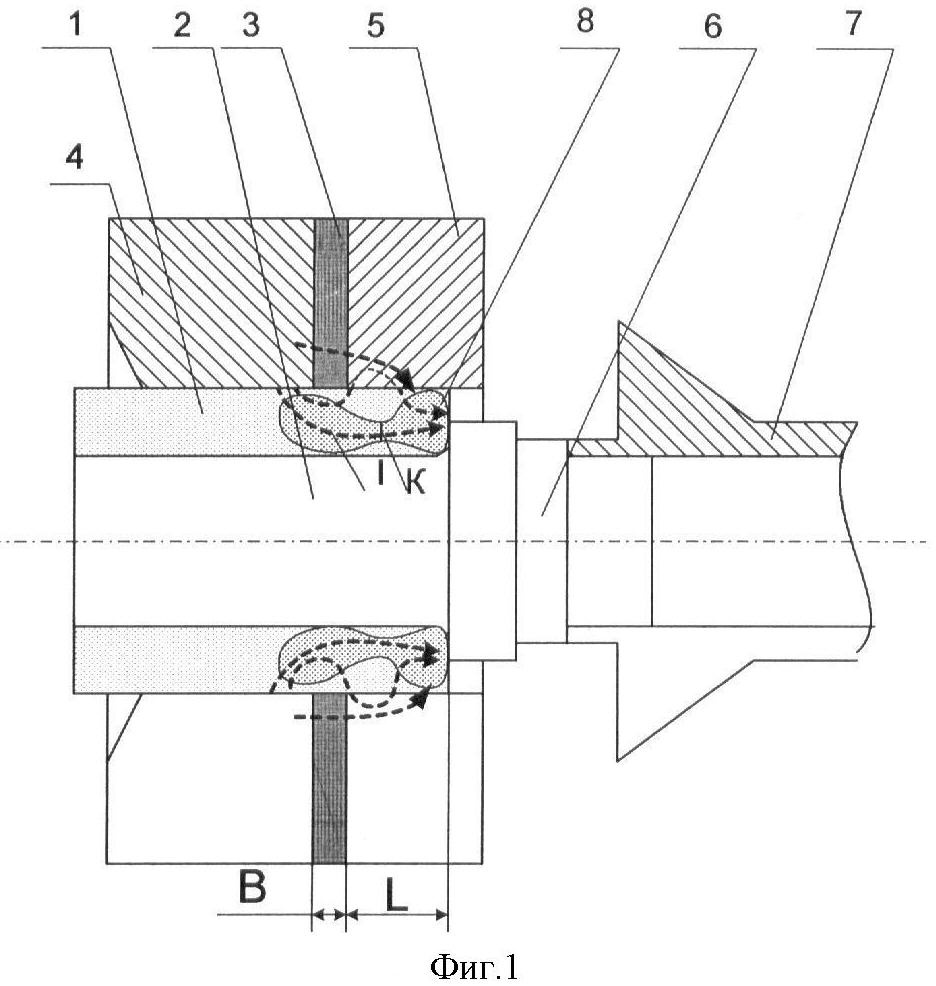
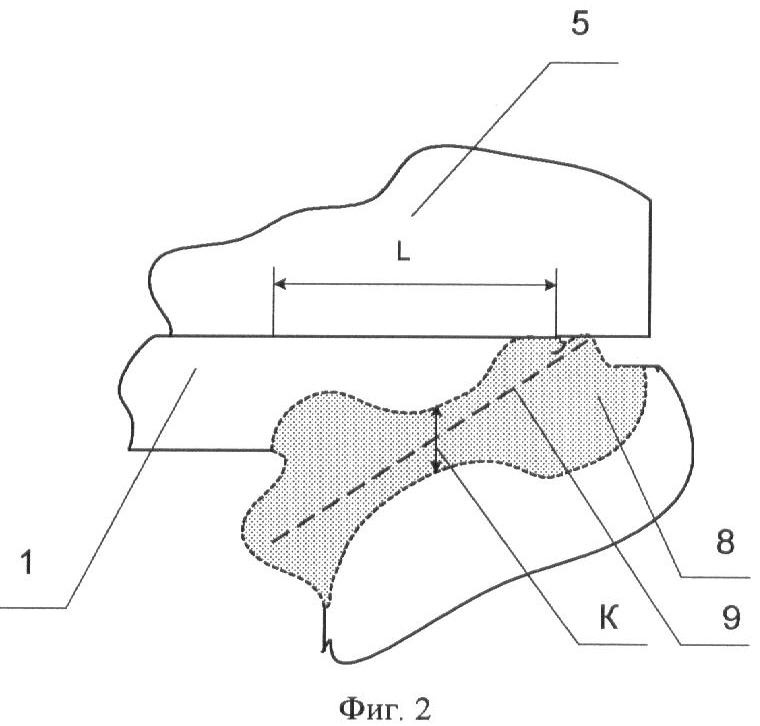
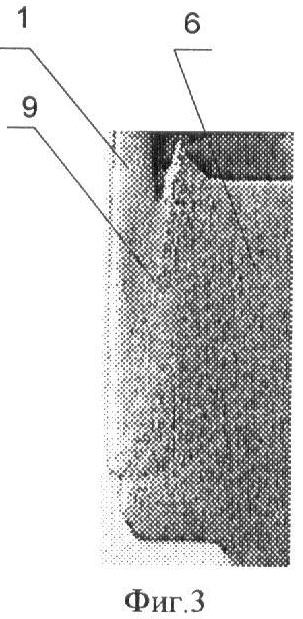
Изобретение относится к области сварки и в частности к способам контакно-стыковой сварки стрежневых тепловыделяющих элементов (твэлов) ядерных энергетических установок. Твэлы представляют собой трубчатую конструкцию, загерметизированную со стороны торцов приваренными к ней заглушками. Известен способ контактной стыковой сварки сопротивлением трубы с заглушкой, используемый при изготовлении твэлов по А.С. СССР Недостатками известного способа является сложность его выполнения в связи с необходимостью изготовления сварочной оснастки (упора-холодильника) с заданным законом изменения сопротивления, нестабильность качества сварных соединений из-за изменения характеристик сварочной оснастки под воздействием термических и динамических механических воздействий на нее в процессе работы. Известен способ изготовления твэлов контактной стыковой сваркой трубы с заглушкой по патенту РФ Недостатками известного способа является сложность его выполнения в связи с необходимостью осуществлять распределение сварочного тока по поверхности трубы в зоне сварки, что требует специальной сложной дорогостоящей сварочной оснастки – токоподвода или применения специальных покрытий на конце трубы или на внутренней поверхности отверстия токоподводва, в зоне выполнения сварного соединения. И то и другое не гарантирует стабильного качества сварных соединений из-за возможности изменения характеристик сварочной оснастки под воздействием термических и динамических механических воздействий на нее в процессе работы и сложности равномерного распределения тока по периметру соединения. Наиболее близким к заявляемому является способ по патенту РФ Недостатками известного способа является сложность равномерного распределения тока по периметру соединения из-за необходимости осуществлять распределение сварочного тока по поверхности трубы в зоне сварки, что требует специальной, сложной сварочной оснастки и не гарантирует стабильного качества сварных соединений из-за возможности изменения характеристик сварочной оснастки в целом или ее отдельных участков под воздействием термических, динамических и механических воздействий на нее в процессе работы. Технической задачей изобретения является упрощение технологии сварки без ухудшения качественных показателей сварных соединений. Решение технической задачи достигается тем, что в способе контактно-стыковой сварки трубы с заглушкой, включающем размещение и фиксацию конца трубы с заглублением в сварочной оснастке, разогрев электрическим током сжатых торцами конца трубы и заглушки, имеющей, по крайней мере, один участок, ввариваемый в стенку трубы, с диаметром больше внутреннего, но меньше наружного диаметра трубы, с последующей вваркой с переменной скоростью перемещения заглушки в стенку трубы, согласно изобретению участок трубы от ее конца на длину, равную полутора – трем толщинам стенки трубы, размещают на участке сварочной оснастки, обладающем электрическим сопротивлением меньшим, чем сопротивление материала участка трубы в зоне сварки, с последующим преимущественным разогревом концов этого участка указанной длины за счет контактного сопротивления в стыке между торцом трубы и заглушки и местом преимущественной подачи сварочного тока в трубу, расположенном от ее торца на расстоянии, равном полутора – трем толщинам стенки трубы, до образования общей по длине сварного соединения зоны термического влияния шириной в центральной части сварного соединения от 0,1 до 3-х толщин стенок трубы. Представленная совокупность признаков является новой, не известной из уровня техники и обеспечивает решение поставленной задачи, так как: – размещение конца трубы длиной, равной от полутора до трех толщин ее стенки, на участке сварочной оснастки, обладающем электрическим сопротивлением меньшим сопротивления материала участка трубы в зоне сварки, не требует специального распределения электрического тока по поверхности трубы и позволяет использовать для сварки более простую в изготовлении и более надежную и долговечную сварочную оснастку, что упрощает технологию сварки и повышает ее стабильность. Если длина конца трубы, размещенного на этом участке, превышает три толщины стенки этой трубы, то не удается получить сварные соединения требуемой протяженности. Это связано с тем, что участок трубы между ее торцом и местом подачи сварочного тока в трубу частично остается непрогретым и сварное соединение формируется только за счет нагрева и деформации металла в районе торца трубы. Если длина конца трубы, размещенного на участке сварочной оснастки, обладающем электрическим сопротивлением меньшим сопротивления участка трубы в зоне сварки, менее полутора толщины стенки трубы, то для получения сварных соединений требуемой минимальной протяженности необходима сварочная оснастка, обеспечивающая распределение электрического тока по поверхности трубы в зоне сварки, что усложняет технологию сварки; – преимущественный разогрев концов участка трубы указанной длины в зоне сварки за счет контактного сопротивления в стыке между торцом трубы и заглушки и местом преимущественного ввода тока в трубу, расположенном на расстоянии от торца трубы, равном полторы – три толщины ее стенки, до образования общей по длине сварного соединения зоны термического влияния оказывается достаточным для получения сварных соединений требуемого качества и геометрии без использования оснастки, обеспечивающей распределение электрического тока по длине участка трубы в зоне сварки, что упрощает ее конструкцию и технологию сварки; – наличие зоны термического влияния шириной в центральной части сварного соединения от 0,1 до 3-х толщин стенок трубы обеспечивает получение сварных соединений требуемого качества как по сплошности сварных швов, так и по протяженности сварного соединения вдоль оси трубы. При этом если ширина зоны термического влияния в радиальном направлении меньше 0,1 толщины стенки, то повышается вероятность получения непроваров, а при перегреве сварного соединения с получением зоны термовлияния в центральной части больше трех толщин стенок, как правило, в сварных швах отмечаются точечные микродефекты, ограничивающие возможность использования таких сварных соединений. Сущность изобретения поясняется чертежами: фиг.1 – схема выполнения способа; фиг.2 – схема сварного соединения; фиг.3 – фотография сварного соединения, полученная по предлагаемому способу. Предлагаемый способ осуществляется следующим образом. Конец трубы 1 длиной, равной полутора – трем толщинам стенки трубы, помещается в отверстие сварочной оснастки 2, представляющей собой кольцевой зажим, состоящий из отдельных секторов. Сварочная оснастка имеет электрическое сопротивление больше электрического сопротивления материала свариваемого участка трубы (фиг.1). Требуемая величина электрического сопротивления обеспечивается за счет наличия в сварочной оснастке участка 3, состоящего из сжатых между собой отдельных бронзовых пластин толщиной 0,3-0,8 мм. Количество и состояние поверхности пластин определяет величину электрического сопротивления оснастки, которое должно быть в пределах 200-1000 мкОм. Минимальная ширина этого участка в предельном случае может определяться толщиной окисной пленки, по крайней мере, на одной из деталей 4 или 5. К торцу трубы прижимается своим торцом заглушка 6, находящаяся в электроде 7 и имеющая диаметр в зоне сварки больше внутреннего диаметра трубы, но меньше ее наружного диаметра. Таким образом, электрический ток (I – показан пунктиром) большей своей частью проходит по участку трубы длиной (L) и разогревает его. При этом за счет контактных сопротивлений наиболее сильному нагреву подвергаются зоны конца трубы, по границам этого участка. Если свариваемый участок трубы длиной больше полуторной толщины стенки расположен на участке сварочной оснастки, обладающем электрическим сопротивлением меньше сопротивления материала этого участка трубы, что достигается за счет выполнения секторов этого участка из металла, обладающего большей, чем металл трубы, теплоэлектропроводностью (например, бронза БРНБТ), то ток частично проходит по стенке трубы и большей частью непосредственно через сварочную оснастку к концу трубы. При длине участка (L) больше 3-х толщин стенок трубы величина сварочного тока, проходящего по сварочной оснастке к концу трубы, настолько велика, что прогреть весь участок трубы, необходимый для образования сварного шва большой протяженностью, не представляется возможным. С уменьшением участка (L) зоны максимального разогрева, расположенные по его концам, сближаются, образуя зону разогрева (зону термовлияния) 8 в виде гантели, где пластичность металла существенно выше, чем в остальной части свариваемых участков трубы и заглушки. По этой зоне под действием сварочного усилия осуществляется пластическая деформация металла трубы и заглушки. Заглушка вдавливается в стенку трубы с последующим образованием сварного шва 9 (фиг.2, 3). Если ширина зоны термовлияния в центральной части (К) сварного соединения меньше 0,1 толщины стенки трубы, то для обеспечения необходимого перемещения заглушки требуется повышенное сварочное усилие. Увеличение сварочного усилия снижает интенсивность нагрева стыка сварного соединения, что в свою очередь способствует уменьшению объема образующегося при сварке грата. Все это, в конечном итоге, способствует возникновению непроваров. Для случая, когда величина зоны термовлияния больше 3-х толщин стенок, наоборот, объем разогретого до пластического состояния металла настолько велик, что для получения необходимого перемещения заглушки требуется более низкое сварочное усилие. Снижение сварочного усилия приводит к увеличению электрического сопротивления в стыке и дальнейшему разогреву сварного соединения. Значительная часть металла выдавливается в виде грата. Сварной шов формируется в условиях неравномерного объемного сжатия, что приводит к возникновению точечных локальных микродефектов, ограничивающих возможность использования таких сварных соединений. Пример конкретного выполнения способа Предложенный способ сварки был проверен при сварке образцов и макетных ТВЭЛов, оболочки которых представляют трубу из сплава циркония Э-110 с наружным диаметром 9,13 мм при толщине стенки 0,6 мм. Сварка выполнялась на автомате АССК-4001. Для сварки использовалась сварочная оснастка с величиной сопротивления 200-1000 мкОм. Длина конца свариваемого участка трубы, располагаемого на участке сварочной оснастки, имеющем электрическое сопротивление меньше сопротивления материала участка трубы, составляла 0,9-1,5 мм. Сварка выполнялась при величине сварочного усилия 200-300 кг. Сила сварочного тока составляла 12-13 кА. Характерный вид сварного соединения, удовлетворяющего всем предъявляемым требованиям, полученного при средних значениях этих параметров, показан на фиг.4.
Формула изобретения
1. Способ контактно-стыковой сварки трубы с заглушкой, включающий размещение и фиксацию конца трубы с заглублением в сварочной оснастке, разогрев сварочным током сжатых торцами конца трубы и заглушки, имеющей участок, ввариваемый в стенку трубы, диаметром больше внутреннего, но меньше наружного диаметра трубы, и последующую вварку заглушки в стенку трубы с переменной скоростью продвижения заглушки, отличающийся тем, что конец трубы на участке длиной 1,5-3 толщины стенки трубы размещают на участке сварочной оснастки, электрическое сопротивление которого меньше сопротивления материала участка трубы в зоне сварки, разогрев сварочным током сжатых торцами конца трубы и заглушки осуществляют за счет контактного сопротивления в стыке между торцом трубы и заглушки и местом подачи сварочного тока в трубу, расположенном на расстоянии, равном 1,5-3 толщины стенки трубы от ее конца. 2. Способ по п.1, отличающийся тем, что разогрев свариваемых деталей при сварке ведут до образования общей по длине сварного соединения зоны термического влияния с шириной в центральной части сварного соединения, равной 0,1-3 толщины стенки трубы.
РИСУНКИ
|
||||||||||||||||||||||||||
 1596576, МПК В23К 11/02, 1987, включающий фиксацию конца оболочки с заглублением в разъемном кольцевом упоре-холодильнике, выполняющем также роль токоподвода, шунтирование участков трубы, прилегающих к каждому сектору данного устройства, для получения сопротивления заданной величины, сжатие трубы с заглушкой, имеющей наружный диаметр больше внутреннего диаметра трубы, но меньше наружного ее диаметра, и нагрев свариваемых деталей электрическим током с одновременным обеспечением теплоотвода от наружной поверхности трубы в зоне сварки.
1596576, МПК В23К 11/02, 1987, включающий фиксацию конца оболочки с заглублением в разъемном кольцевом упоре-холодильнике, выполняющем также роль токоподвода, шунтирование участков трубы, прилегающих к каждому сектору данного устройства, для получения сопротивления заданной величины, сжатие трубы с заглушкой, имеющей наружный диаметр больше внутреннего диаметра трубы, но меньше наружного ее диаметра, и нагрев свариваемых деталей электрическим током с одновременным обеспечением теплоотвода от наружной поверхности трубы в зоне сварки.