Патент на изобретение №2376327
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(54) АНТИФРИКЦИОННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ
(57) Реферат:
Изобретение относится к производству антифрикционных полимерных материалов для переработки в изделия машиностроения, электротехники, атомной промышленности, нефтегазового комплекса, работоспособных в различных средах. Антифрикционный композиционный материал содержит, мас.%: углеродную ткань 50,0-55,0; фуллерен 0,01-0,8; полифениленсульфид – остальное. Технический результат: повышение температуры эксплуатации и снижение коэффициента трения. 2 з.п. ф-лы, 5 ил., 2 табл.
Заявляемое изобретение относится к производству антифрикционных полимерных материалов для переработки в изделия машиностроения, электротехники, атомной промышленности, нефтегазового комплекса, работоспособных в различных средах. Известен антифрикционный композиционный материал (см. патент UA Недостатком известного антифрикционного композиционного материала является нестабильность линейных размеров изготовленных из него подшипников при длительной эксплуатации. Известен антифрикционный композиционный материал (см. патент RU Известный антифрикционный материал сочетает низкий коэффициент трения и высокую износостойкость при низкой стоимости продукта, однако, имеет низкую прочность, теплопроводность и склонность к хладотекучести, а также зависимость коэффициента трения от скорости скольжения и высокий коэффициент теплового линейного расширения. Известен антифрикционный композиционный материал (см. патент RU Известный антифрикционный композиционный материал обеспечивает снижение интенсивности линейного изнашивания как материала опоры, так и материала контртела, выполненного из металла, и имеет повышенную микротвердость. К недостаткам известного материала следует отнести сложный состав и температуру эксплуатации не выше 140°С. Кроме того, повышенная микротвердость матрицы, обеспечивая снижение износа, не позволяет достичь требуемых значений коэффициента трения. Известен антифрикционный композиционный материал (см. патент RU
Известный материал имеет повышенные механические характеристики и показатели износостойкости. Однако материал имеет низкую прочность, теплопроводность и склонность к хладотекучести, а также зависимость коэффициента трения от скорости скольжения и высокий коэффициент теплового линейного расширения. Известен антифрикционный композиционный материал (см. патент RU Известный антифрикционный композиционный материал работоспособен при высоких удельных нагрузках, имеет пониженный коэффициент трения и повышенную прочность при отслаивании от металла. Однако у известного материала температура эксплуатации ограничена 150°С, недостаточная прочность при повышенных скоростях скольжения и нагрузках. Наиболее близким по технической сущности и совокупности существенных признаков к заявляемому техническому решению является антифрикционный композиционный материал, взятый за прототип (см. патент RU
Известный антифрикционный композиционный материал имеет повышенные прочностные показатели, однако, его антифрикционные свойства недостаточно высокие, а температура эксплуатации ограничена 140-150°С. Задачей, которую решает заявляемое техническое решение, являлась разработка такого антифрикционного композиционного материала, который бы имел повышенную температуру эксплуатации и достаточной низкий коэффициент трения. Поставленная задача решается тем, что антифрикционный композиционный материал включает армирующий тканый материал, термопластичное полимерное связующее и фуллерен при следующем соотношении компонентов, мас.%:
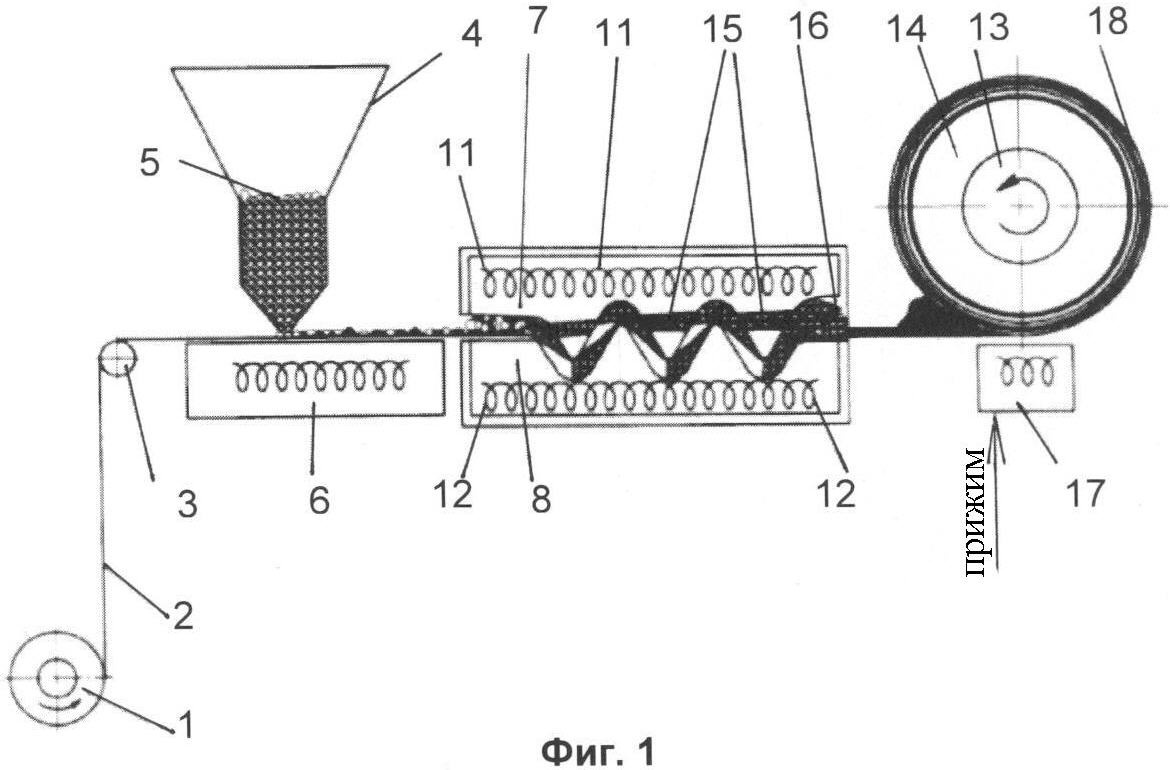
В качестве фуллерена может быть использован фуллерен С60 или смесь фуллеренов C60 и С70, выделенных из фуллеренсодержащей сажи. Введение в состав антифрикционного композиционного материала полимерного термопластичного связующего и фуллерена в указанных выше количествах позволило создать материал, изделия из которого имеют максимальную температуру эксплуатации до 240°С, что значительно превышает максимальную температуру эксплуатации изделий из материала-прототипа, а также снизить на 15% величину коэффициента трения. Введение фуллерена в количестве менее 0,01 мас.% не оказывает заметного влияния на величину коэффициента трения, а увеличение содержания фуллерена более 0,8 мас.% уже не приводит к дальнейшему снижению коэффициента трения, и поэтому экономически нецелесообразно. Увеличение содержания армирующего материала более 55,0 мас.% повышает величину износа, при содержании менее 50,0 мас.% снижаются механические характеристики. Заявляемый материал иллюстрируются чертежами, где: на фиг.1 показано устройство для пропитки; на фиг.2 приведена зависимость среднего значения коэффициента трения fc при трении вдоль слоев от начального давления Pн; на фиг.3 изображена зависимость среднего значения коэффициента трения fc при трении поперек слоев от начального давления Pн; на фиг.4 показана зависимость средней линейной интенсивности изнашивания Ih при трении вдоль слоев от начального давления Pн; на фиг.5 изображена зависимость средней линейной интенсивности изнашивания Ih при трении поперек слоев от начального давления Pн. В таблице 1 приведены материалы испытанных образцов. В таблице 2 приведены результаты трибологических исследований образцов. Заявляемый антифрикционный композиционный материал изготавливают путем, например, пропитки с помощью устройства, изображенного на фиг.1, которое содержит отпускной механизм в виде шпули 1 с рулоном материала 2, например, ткани из углеродных волокон марки УРАЛ-Т15-Р. Через обводной валик 3 материал подают к бункеру-дозатору 4 с полимерным термопластичным связующим 5, например полифениленсульфидом или полиэтилентерефталатом с равномерно распределенным в нем фуллереном в количестве 0,01-0,8 мас.% в виде гранул или порошка. Под бункером-дозатором 4 расположен предварительный подогреватель 6. Блок пропитки материала включает горизонтально расположенные верхнюю обогреваемую пластину 7 и нижнюю обогреваемую пластину 8 с волнообразными выступами 9 и соответствующими им впадинами 10 на обращенных друг к другу поверхностях. Верхняя пластина 7 содержит нагревательный элемент 11, нижняя пластина 8 содержит нагревательный элемент 12. Механизм протяжки и отбора материала содержит установленную на приводном валу 13 (приводной двигатель не показан) оправку 14. В выступах 9 верхней пластины 7 выполнены сквозные каналы 15, имеющие наклон книзу по ходу материала 2. На выходе из блока пропитки в верхней пластине 7 расположена накопительная камера 16 расплавленного связующего 5. Под оправкой 14 ниже места входа на нее материала 2 установлен прижимной нагреватель 17, снабженный приводом, обеспечивающим возможность возвратно-поступательного перемещения прижимного нагревателя 17 (привод на чертежах не показан). При изготовлении заявляемого материала приводной вал 13 поворачивает оправку 14. при этом материал 2 сматывается со шпули 1 и наматывается на оправку 14. После прохождения обводного валика 3 материал 2 нагревается предварительным подогревателем 6 до температуры плавления связующего 5. Связующее 5 поступает из бункера-дозатора 4 на движущийся материал 2, налипает на него и перед входом в зазор между верхней пластиной 7 и нижней пластиной 8, обогреваемыми с помощью нагревательных элементов 11 и 12, расплавляется. Из указанного зазора расплавленное связующее 5 вместе с движущимся материалом 2 приходит на первый по его движению выступ 9 пластины 7, а также заполняет первый из каналов 15. На выступе 9 происходит отжим и продавливание через материал 2 связующего 5 в первую из впадин 10 нижней пластины 8. Прошедшее через материал 2 связующее 5 увлекается движущимся материалом 2 к следующему выступу 9, снова происходит отжим и продавливание связующего 5 через материал 2 в следующую впадину 10, и так происходит на каждой паре выступ 9 – впадина 10. Во впадинах 10 накапливается некоторое количество расплавленного связующего 5, при этом за счет движения материала 2 во впадинах 10 возникает избыточное давление, что способствует эффективной всесторонней пропитке материала. Связующее, заполнившее первый по ходу движения материала 2 канал 15, попадает в соответствующую впадину 10 верхней пластины 7, но не продавливается через материал 2, а поступает в следующий канал 15, затем в следующую впадину 10 пластины 7 и так далее до поступления в накопительную камеру 16 и заполнения ее. Из камеры 16 связующее 5 поступает на поверхность пропитанного материала 2, который наматывается на оправку 14. Толщина слоя связующего, поступающего из камеры 16 на поверхность материала 2, регулируется шириной выходной щели камеры 16. Благодаря указанному слою происходит прочное соединение между собой витков, пропитанных связующим материала 2. Прижимной нагреватель 17 с помощью привода прижимается к материалу 2 на оправке 14, при этом он поддерживает заданную температуру связующего 5, а также обеспечивает выдавливание воздушных пузырьков из формируемого изделия 18. Кроме того, за счет прижима происходит удаление избытка связующего 5 в процессе формирования изделия 18. Толщина слоя связующего 5 между витками материала на оправке 14 регулируется путем изменения усилия прижима прижимного нагревателя 17 так, чтобы тканый материал составлял 50-55 мас.% от общей массы заявляемого материала. Примеры. Исследовались 4 образца заявляемого антифрикционного композиционного материала, 1 образец антифрикционного композиционного материала с термопластичным связующим (при отсутствии модификатора) и 2 образца материала-прототипа (углепластик марки ФУТ – с углеродной тканью УРАЛ-Т15Р и фенольным связующим и углепластик марки УГЭТ – с углеродной тканью УРАЛ-Т15Р и эпоксидным связующим). Состав исследованных образцов представлен на фиг.5 и в таблице 1. С учетом анизотропии физико-механических и трибологчческих свойств, отмечаемых у армированных тканью антифрикционных материалов, в необходимый объем исследований были включены триботехнические испытания образцов при их трении по стали как вдоль, так и поперек слоев армирующей ткани. Испытания проводились на серийной роликовой машине трения 2070-СМТ-1. Образцы в виде пластин прямоугольного сечения (10×10) мм2 под нагрузкой прижимались к вращающемуся ролику из стали 18Х2Н4МА (ГОСТ 45433-71) при скорости относительного скольжения 1 м/с. Использование ролика из твердой стали 18Х2Н4МА (59 HRC) обеспечивало минимальное относительное влияние контртела на трибологические параметры пары трения и значения этих параметров в наибольшей степени определялись антифрикционными и противоизносными свойствами образцов материалов. Испытания проводились по принятой в Институте проблем машиноведения РАН (г.Санкт-Петербург) методике трибологических испытаний образцов при смазывании водой. В этом случае вращающийся ролик был частично, на 6 мм, погружен в водяную ванну емкостью 1 литр. Испытания проводились в 2 этапа. На первом этапе (схема испытаний 1) при последовательно увеличивающейся нагрузке образовывалась канавка износа и прирабатывалась поверхность трибоконтакта. На втором этапе (схема испытаний 2) при последовательно ступенчато возрастающей нагрузке проводились испытания на приработанном трибоконтакте. В процессе испытаний непрерывно измерялся и регистрировался момент трения Мтр в трибоконтакте, нагрузка узла трения Fn и скорость скольжения v. Измерение параметров канавки износа осуществлялось визуально с помощью микрометра. На каждом образце проводилось от 30 до 60 экспрессных испытаний при различных нагрузках и контактных давлениях. Всего в данных исследованиях был проведено свыше 800 экспрессных испытаний. На основе полученного объема экспериментальных данных были получены расчетные значения трибологических показателей для всех 7 испытанных образцов. Для иллюстрации полученных результатов на фиг.2-5 и в таблице 2 приведены данные испытаний образца 1 (материал, не содержащий фулперен), образца В таблице 2 приведены значения следующих показателей: Fn – величины максимальных использованных нагрузок, при которых изнашивание образца наблюдалось без возникновения катастрофического износа; Атр – общие энергопотери на трение при образовании канавки износа во всем диапазоне нагрузок Fn; fс V – объемный износ после испытания по схеме 1; Iv Pк Рн – начальное давление в приработанном трибоконтакте при испытаниях по схеме 2; Ih– средние линейные интенсивности изнашивания приработанных трибоконтактов для указанных давлений, Ih= fc – среднее значение коэффициента трения в приработанных трибоконтактах для указанных диапазонов давлений; Фcр – средние значения факторов износа для соответствующих диапазонов давлений, Фср=Ih/Р. Результаты трибологических исследований, приведенные на фиг.2-5 и в таблице 2, позволяют сделать следующие основные выводы. Образец 1. Трение вдоль слоев армирующей ткани. Для такой геометрии образца 1 максимально допустимое давление в трибоконакте Pк Линейные интенсивности изнашивания Ih у образца 1 в диапазоне давлений Рн свыше 20 МПа в 1,5-2 раза ниже, чем у образцов 1 и 2. Для диапазона Рн<10 МПа значения отличаются Ih незначительно. При сравнении энергопотерь на трение можно отметить, что в диапазоне давлений до 20 МПа значения коэффициентов трения fcp у образца 1 были выше, чем у образцов 6 и 7, и лишь при Рн>20 МПа наблюдалось снижение fсp по сравнению с образцом 7. Образец 1. Трение поперек слоев армирующей ткани. В этом случае для образца 1 максимальное давление Pк Образец 2. Трение вдоль и поперек слоев армирующей ткани. Для этого образца максимально допустимые давления в трибоконтакте могут быть приняты равными 60 МПа для трения вдоль и 70 МПа для трения поперек слоев армирующей ткани. Оба значения существенно превосходят значения Pк Сравнение трибологических показателей, полученных при трении образцов 1 и 2 вдоль и поперек армирующей ткани показывает на существенное улучшение противоизносных свойств при переходе к трению поперек слоев. При этом не наблюдается ухудшения антифрикционных свойств, а у образца 1 имеет место даже снижение величины fcp в диапазоне Рн=20-40 МПа. Это выгодно отличает образцы со связующим в виде полифениленсульфида от образца 5, у которого при переходе к трению поперек волокон наблюдается повышение коэффициентов трения. У образца 2 по сравнению с образцом 1 существенно лучше, как противоизносные свойства (Ih снизилось в 1,5-2 раза), так и антифрикционные (fcp снизилось на 20-30%). Так как образцы 1 и 2 отличаются лишь добавлением 0,01% С60, то полученные результаты указывают на высокую эффективность применения фуллерена для улучшения трибологических свойств образцов с полифениленсульфидным связующим.
Формула изобретения
1. Антифрикционный композиционный материал, включающий углеродную ткань, фуллерен и полифениленсульфид, при следующем соотношении компонентов, мас.%:
2. Материал по п.1, который в качестве фуллерена содержит фуллерен С60. 3. Материал по п.1, который в качестве фуллерена содержит смесь фуллеренов С60 и С70.
РИСУНКИ
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 77599, МПК С08К 3/00, опубликован 15.12.2006), включающий полиамид, смесь базальта и углеродных волокон.
77599, МПК С08К 3/00, опубликован 15.12.2006), включающий полиамид, смесь базальта и углеродных волокон.
 – средний для всего диапазона Fn коэффициент трения при образовании канавки износа и приработке трибоконтакга;
– средний для всего диапазона Fn коэффициент трения при образовании канавки износа и приработке трибоконтакга; h/
h/