Патент на изобретение №2373032
|
||||||||||||||||||||||||||
(54) ЭЛЕКТРОИСКРОВОЙ СПОСОБ РЕЗКИ КРИСТАЛЛИЧЕСКИХ ПЛАСТИН
(57) Реферат:
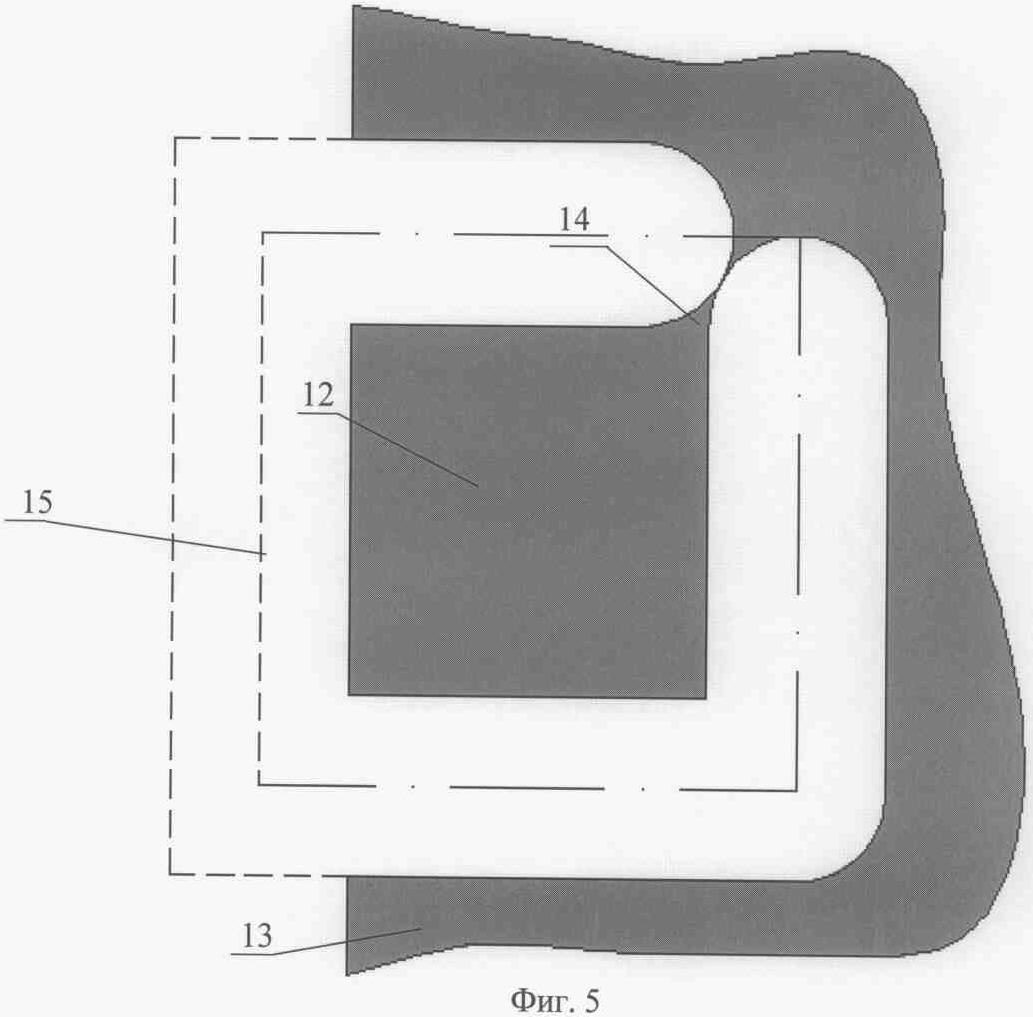
Изобретение относится к способам резки хрупких кристаллических неметаллических материалов, используемых, в частности, для получения ветвей термоэлементов. Способ предусматривает последовательное выполнение серии параллельных резов таким образом, что глубина первого из серии параллельных резов в направлении, перпендикулярном направлению хода режущего инструмента, и глубина последнего реза в том же направлении составляет величину, удовлетворяющую требуемым соотношениям. Способ позволяет минимизировать отклонение формы и размеров вырезаемых элементов от плоскостности за счет уменьшения систематической погрешности. 1 з.п. ф-лы, 6 ил.
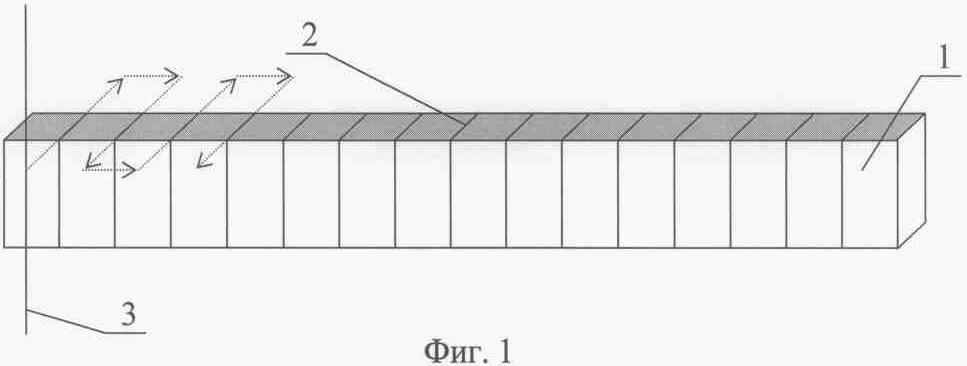
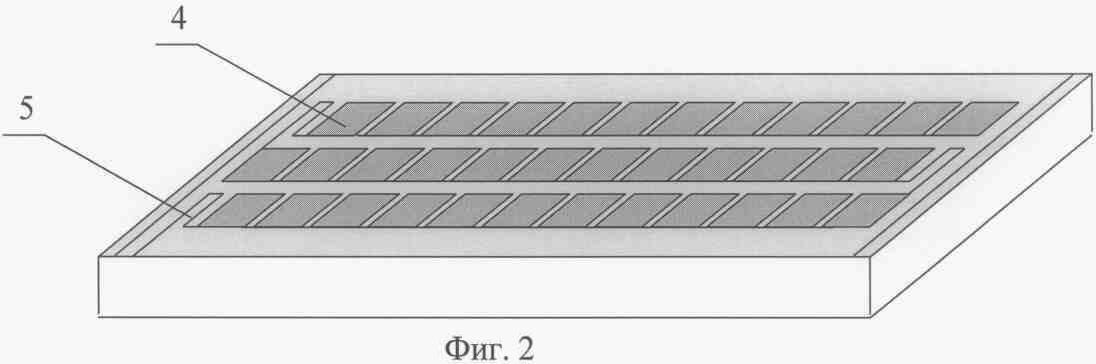
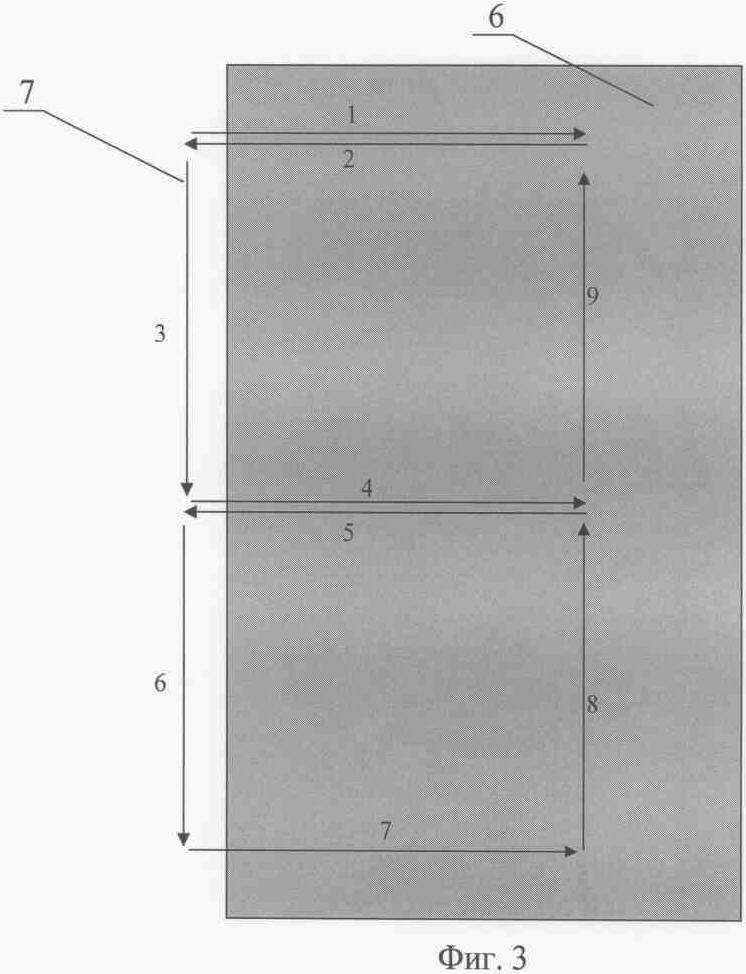
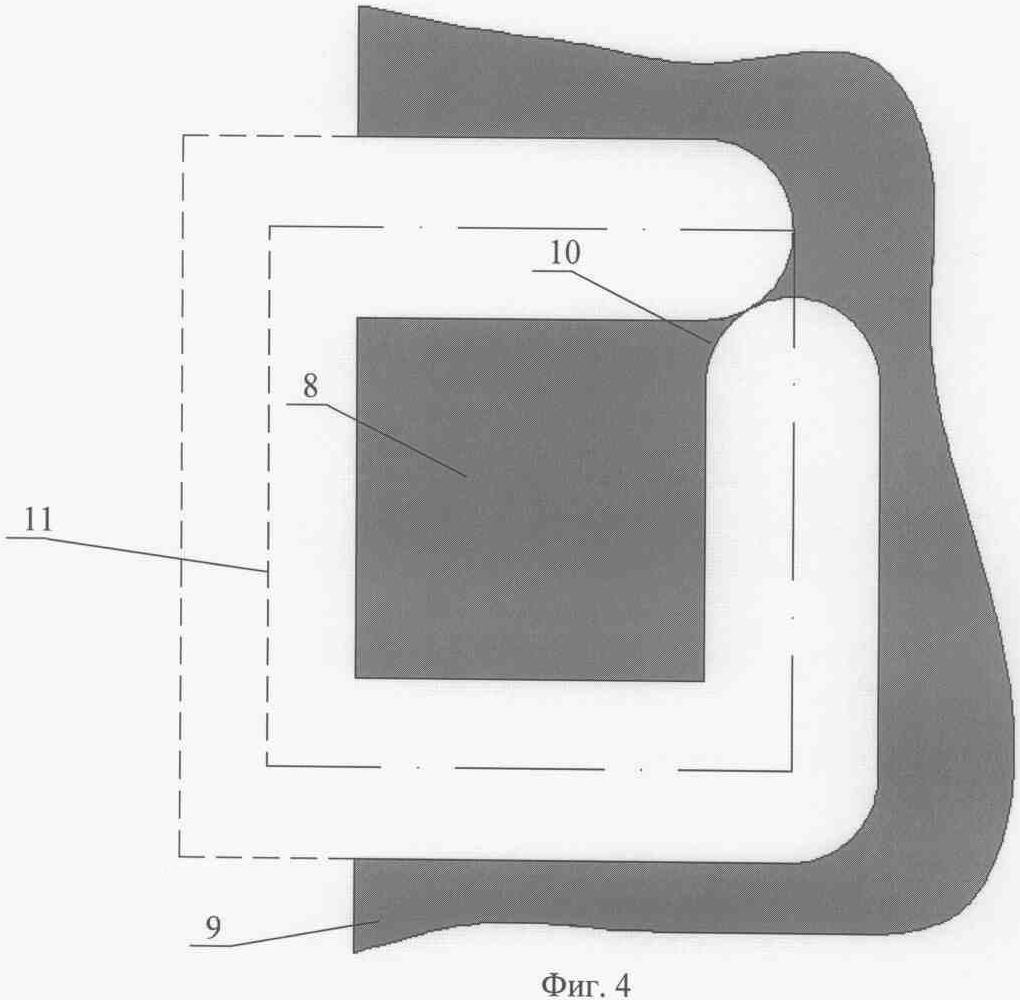
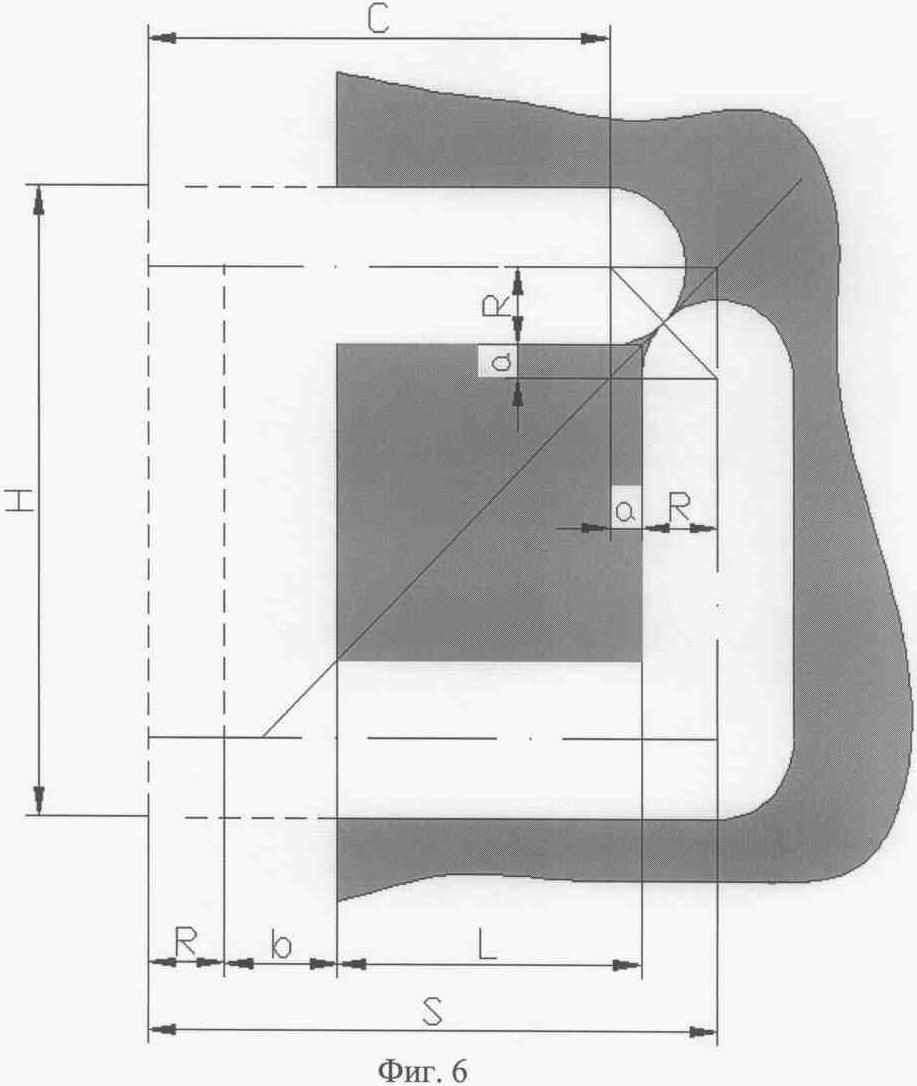
Изобретение относится к способам резки кристаллических неметаллических материалов, в частности к способам электроискровой резки кристаллических пластин типа (BixSb1-x)2(TeySe1-y)3, которые могут быть в дальнейшем использованы для получения ветвей термоэлементов. Кристаллы (BixSb1-x)2(TeySe1-y)3 являются хрупким материалом, поскольку его предельная относительная деформация составляет доли процента, в то время как предельная относительная деформация широко используемых металлов колеблется в пределах 10-60%. Известен ряд способов и устройств, предназначенных для высокоточной лазерной резки хрупких неметаллических материалов, в частности таких анизотропных материалов, как монокристаллы сапфира, кварца (см., например, RU 2224648). Способ включает нагрев линии реза лазерным пучком при относительном перемещении материала и пучка. Известный способ может быть использован для резки широкого класса анизотропных материалов на любую задаваемую толщину, однако он характеризуется высокой себестоимостью получаемых изделий за счет использования дорогостоящего оборудования. Анализ литературных данных показывает, что длительное время в производстве акустоэлектронной и оптический техники используется механический способ резки кристаллов и других хрупких материалов на пластины стальными полотнами, имеющими режущие лезвия и совершающими возвратно-поступательные движения относительно прижимаемых кристаллов, установленных на рабочем столе перпендикулярно или под определенным углом к направлению движения полотен (см., патенты RU 2167055; RU 2138372; Мостяев В.А. и др. Технология пьезо- и акустоэлектронных устройств. М.: Ягуар, стр.80-82). Известный способ включает подачу абразивной суспензии на стальные полотна и установку с обеих сторон от разрезаемого монокристалла по направлению движения стальных полотен брусков, ось которых перпендикулярна направлению движения полотен. Получаемые пластины не имеют вдоль реза одинаковой толщины вследствие уменьшающегося действия усилия и количества абразива на проволоке при ее прохождении через блок. В патенте SU Известен способ резки электропроводных материалов путем пропускания импульсов тока между проволокой и разрезаемым материалом (см., например, инструкцию по эксплуатации “Станок электроискровой 04 ИВ 200-2”, паспорт А207.86 ПС, Существует две широко известные методики получения ветвей термоэлементов с использованием электроискрового способа резки кристаллических пластин из хрупкого анизотропного теллурида висмута (см., например, патент RU 2288522). По одной из известных методик еще на стадии кристаллизации пластины задают один из технологических размеров будущей ветви. В этом случае кристаллизуют пластины толщиной до 0,85 мм. Полученные кристаллические пластины режут электроискровым способом на бруски, а после напыления металлизации на базовые плоскости пластин режут на компоненты, которые могут быть в дальнейшем использованы в качестве ветвей термоэлектрических модулей. Для целей получения компонент более мелкого сечения (менее 0,85 мм), пригодных для использования в качестве ветвей термоэлектрических устройств, упомянутая выше известная технология резания кристаллических пластин становится неприемлемой из-за увеличения трудоемкости работ, связанной с проблемой воспроизводимого получения заготовок данного размера с требуемой точностью. Согласно другой известной методике предварительно кристаллизуют относительно толстые пластины (US 6114052) – толщиной более 2,0 мм, после чего с использованием электроискрового метода режут кристаллические пластины на прямоугольные бруски по первым плоскостям резания, перпендикулярным базовым плоскостям кристаллических пластин, затем полученные прямоугольные бруски режут по вторым плоскостям резания, перпендикулярным первым плоскостям резания с получением ветвей нужного сечения. Следует сразу же отметить, что при резке кристаллических пластин на элементы заданного размера методом электроэрозионной резки возникают проблемы, связанные с появлением так называемого заусенца при отделении вырезаемого элемента из заготовки. Появление указанного дефекта у вырезаемого элемента в виде заусенца представляет собой систематическую погрешность, проявляющуюся в виде отклонения формы и размеров вырезаемого элемента от заданных параметров. В рамках данной заявки решается задача разработки такого электроискрового способа резки кристаллических пластин на прямоугольные элементы с использованием проволочного электрода, который позволил бы увеличить точность воспроизведения формы и размеров как угловых, так и линейных вырезаемых элементов путем уменьшения систематической погрешности. Решается также задача увеличения точности резки кристаллических пластин в прямоугольной системе координат на элементы, имеющие сечение не более 0,85×0,85 мм2. Решение поставленной задачи достигается тем, что в электроискровом способе резки кристаллических пластин на серию прямоугольных элементов, каждый из которых характеризуется соотношением площади пластины Sпл к площади вырезаемого из нее элемента Sэл как Sпл/Sэл В частности, в качестве материала пластины используют твердые растворы теллурида висмута с нанесенным на них слоем металлизации с получением прямоугольных элементов, пригодных для использования в качестве ветвей термоэлектрических преобразователей. Для уменьшения систематической погрешности, проявляющейся в появлении так называемого заусенца при вырезании прямоугольных объектов из кристаллических пластин, следует использовать вышеупомянутые режимы (1) и (2) выполнения перемещений режущего инструмента электроискрового станка в виде проволоки. Сущность изобретения поясняется неограничивающим примером его реализации и прилагаемыми чертежами, на которых: фиг.1 изображает схему резания кристаллической пластины в форме бруска на элементы для случая, когда один из размеров элемента совпадает с размером бруска, фиг.2 изображает схему резания кристаллической пластины на элементы для случая, когда размеры кристаллической пластины превышают размеры вырезаемого элемента, фиг.3 изображает схему прямоугольной траектории резки кристаллической пластины в плоскости пластины, на которой показана последовательность выполнения режущим инструментом взаимно перпендикулярных перемещений по направлениям, имеющим нумерацию 1-9, фиг.4 изображает схему проявления систематической ошибки в виде заусенца для случая превышения глубины реза от заданной данным способом, фиг.5 изображает схему проявления систематической ошибки в виде заусенца для случая уменьшения глубины реза от заданной данным способом, фиг.6 изображает схему траектории резки кристаллической пластины согласно данному способу, позволяющую минимизировать нарушения геометрии вырезаемого элемента. Для пояснения сущности изобретения на фиг.1-6 введены следующие обозначения: 1, 4, 8, 12 – вырезаемый элемент; 2 – линия реза; 3 – проекция режущего инструмента в виде проволоки на базовую плоскость кристаллической пластины; 5, 11, 15 – траектория реза, выполняемая режущим инструментом в виде проволоки; 6, 9, 13 – кристаллическая пластина; 7 – последовательность движения режущего инструмента в виде проволоки по направлениям; 10, 14 – заусенец. Анализ технологии электроискровой резки кристаллических пластин с использованием в качестве режущего инструмента проволоки позволил сделать вывод о том, что так называемый заусенец, по существу, представляет собой проявление систематической погрешности, связанной с отклонением как формы углов вырезаемого элемента от 90°, так и отклонением линейных размеров от заданных. Кроме того, отклонение как угловых, так линейных размеров элементов от заданных согласно теории Гаусса имеет как положительный, так и отрицательный знак. При этом чем меньше размеры вырезаемого элемента, тем крупнее заусенец относительно сечения этого объекта. Было установлено экспериментально, что при малых значениях сечения вырезаемого элемента на систематической погрешности, определяющей форму и размеры элемента, сказывается в большей степени ширина реза, чем масса получаемого элемента. На практике появление заусенца связано с тем, что вырезаемый элемент под действиями силы тяжести обламывается при определенной минимальной толщине заусенца. Важным является и то, что в процессе резания кристаллической пластины на элементы в зоне сопряжения двух взаимно перпендикулярных направлений движения режущего инструмента образуется воздушный зазор. Элемент отделяется от основной массы пластины, в результате чего исчезает электрический контакт между проволокой и пластиной, т.е. происходит разрыв электрической цепи, и процесс электроискровой резки прекращается. Вследствие исчезновения электрического контакта заусенец не может быть уже срезан даже за счет инерционного движения режущего инструмента – проволоки. Из вышесказанного следует, что траекторию резания следует построить таким образом, чтобы заусенец получался минимальным до исчезновения электрического контакта. Данный режим резки, определяемый соотношениями (1) и (2), позволяет минимизировать размеры заусенца до того, как нарушатся механический и электрический контакты. Процесс резки кристаллических пластин электроискровым методом происходит за счет выжигания материала пластины электрической дугой (см. фиг.4, 5 и 6), при этом профиль реза имеет вид щели в пластине, заканчивающейся полусферой, представляющей собой результат движения в теле пластины цилиндрического тела, выжигаемого вокруг проволоки. Пример. При необходимости из кристаллической пластины вырезать множество элементов малого сечения для изготовления ветвей термоэлектрических устройств, например, менее 0,85×0,85 мм2. Для этой цели используют кристаллические пластины полупроводникового материала (BixSb1-x)2(TeySe1-y)3 в виде более крупных заготовок, так что отношение площади заготовки Sпл к площади вырезаемого элемента Sэл удовлетворяет условию: Sпл/Sэл=1,5. Резку брусков осуществляют электроискровым способом в прямоугольной системе координат с использованием в качестве режущего инструмента молибденовой проволоки диаметром 0,06 мм в следующем режиме: импульс, осуществляющий электрический пробой промежутка между проволокой и пластиной из полупроводникового материала (BixSb1-x)2(TeySe1-y)3, имеет напряжение 80 В при величине тока 1 А и длительности 6 мс. Резку пластин осуществляют в прямоугольной системе координат путем последовательного выполнения серии параллельных и перпендикулярных резов таким образом, что глубина первого из серии параллельных резов в направлении, перпендикулярном направлению движения режущего инструмента, составляет величину С=0,29D+b+L (1), при этом глубина последнего реза из серии параллельных резов составляет величину S=D+b+L (2). После выполнения последнего из серии параллельных резов выполняют резку пластины в направлении, перпендикулярном параллельным резам пластины в направлении от последнего реза к первому резу с получением множества прямоугольных элементов. Глубину реза в перпендикулярном направлении для случая квадратного элемента определяют как Н=L+D. Для определения параметров С и S предварительно определяют значение ширины реза D путем измерения ширины пробных резов с помощью компаратора. Проведем расчет для объекта сечением 0,65×0,65 мм2 для случая ширины реза 90 мкм. Размер отступа b, определяющего минимальное расстояние между проволокой и кристаллической пластиной, задают равным 50 мкм, т.к. при ширине реза 90 мкм искра возникает на расстоянии 45 мкм. В управляющую программу станка заносят значения перемещения, мкм: Н=650+90=740; С=0,29×90+50+650=726; S=90+50+650=790 Данные режимы перемещения режущего инструмента обеспечивают получение прямоугольных элементов без такого дефекта, как заусенец. Получаемые при резке кристаллических пластин элементы имеют шероховатость поверхности порядка 10 мкм. Применяя способ резки кристаллических пластин, данные режимы перемещения режущего инструмента, возможно вырезать прямоугольные объекты малого сечения с большой точностью из заготовок большего размера с минимальными размерами заусенца за счет уменьшения систематической ошибки.
Формула изобретения
1. Электроискровой способ резки кристаллических пластин с получением множества прямоугольных элементов, каждый из которых характеризуется соотношением площади кристаллической пластины Sпл к площади вырезаемого элемента Sэл как Sпл/Sэл 2. Способ по п.1, в котором в качестве материала пластины используют твердые растворы теллурида висмута типа (BixSb1-x)2(TeySe1-y)3 с нанесенным на них слоем металлизации с получением прямоугольных элементов, пригодных для использования в качестве ветвей термоэлектрических преобразователей.
РИСУНКИ
|
||||||||||||||||||||||||||
 1535087 раскрыты устройство и способ механической резки кристаллов с помощью устройства, содержащего режущую нить и датчик параметров резания с электродами, между которыми проходит режущая нить. О скорости выноса продуктов резания косвенно судят по изменению концентрации материала в рабочем растворе, что приводит к изменению общего сопротивления в межэлектродном пространстве датчика. Известный способ позволяет улучшить качество поверхности резания щелочно-галлоидных кристаллов, однако не удовлетворяет требованиям, предъявляемым при резке кристаллов типа (BixSb1-x)2(TeySe1-y)3.
1535087 раскрыты устройство и способ механической резки кристаллов с помощью устройства, содержащего режущую нить и датчик параметров резания с электродами, между которыми проходит режущая нить. О скорости выноса продуктов резания косвенно судят по изменению концентрации материала в рабочем растворе, что приводит к изменению общего сопротивления в межэлектродном пространстве датчика. Известный способ позволяет улучшить качество поверхности резания щелочно-галлоидных кристаллов, однако не удовлетворяет требованиям, предъявляемым при резке кристаллов типа (BixSb1-x)2(TeySe1-y)3. 1,2, резку пластин осуществляют в прямоугольной системе координат путем последовательного выполнения серии параллельных и перпендикулярных резов таким образом, что глубина первого из серии параллельных резов в направлении, перпендикулярном направлению движения режущего инструмента, составляет величину С=0,29D+b+L (1), при этом глубина последнего реза из серии параллельных резов составляет величину S=D+b+L (2), где D – ширина реза; b – это минимальное расстояние между проволокой и пластиной, обеспечивающее отсутствие возникновения искры между ними; L – линейный размер стороны прямоугольного элемента, при этом после выполнения последнего из серии параллельных резов выполняют резку пластины в направлении, перпендикулярном параллельным резам пластины в направлении от последнего реза к первому резу с получением множества прямоугольных элементов.
1,2, резку пластин осуществляют в прямоугольной системе координат путем последовательного выполнения серии параллельных и перпендикулярных резов таким образом, что глубина первого из серии параллельных резов в направлении, перпендикулярном направлению движения режущего инструмента, составляет величину С=0,29D+b+L (1), при этом глубина последнего реза из серии параллельных резов составляет величину S=D+b+L (2), где D – ширина реза; b – это минимальное расстояние между проволокой и пластиной, обеспечивающее отсутствие возникновения искры между ними; L – линейный размер стороны прямоугольного элемента, при этом после выполнения последнего из серии параллельных резов выполняют резку пластины в направлении, перпендикулярном параллельным резам пластины в направлении от последнего реза к первому резу с получением множества прямоугольных элементов.