Патент на изобретение №2372159
|
||||||||||||||||||||||||||
(54) ОПРАВКА ПРОШИВНОГО СТАНА
(57) Реферат:
Изобретение относится к оборудованию прокатных станов и может быть использовано при производстве цельных горячекатаных труб. Длина рабочей части оправки разделена на две зоны. Первая зона составляет 0,25-0,50 общей длины, а вторая – остальное. Каждая зона выполнена с возможностью осуществления частных обжатий толщины стенки гильзы, определяемых по зависимостям. Частные обжатия первой зоны
Изобретение относится к трубопрокатной области и касается, в частности, усовершенствования профиля оправки прошивного стана. Может быть использовано на прошивных станах. Наиболее близкими по технической сущности и достигаемому результату являются оправки прошивного стана с радиусным, коническим рабочим профилем, а также оправки, профиль которых образован в соответствии с постоянным режимом частных относительных обжатий стенки гильзы (в дальнейшем “обжатий”) и постоянных частных коэффициентов вытяжки металла заготовки (в дальнейшем “вытяжки”) (Данилов Ф.А. и др. Горячая прокатка труб. М.: Металлургиздат, 1962, 212-219 с.). Недостатками данных оправок при производстве труб являются появление прессостатка в виде кольца с “пятаком” и образования на трубах внутреннего дефекта “продав”, а также повышенные энергосиловые параметры при прошивке, приводящие к повышенному износу валков и оправок. Технической задачей изобретения является разработка оправки прошивного стана, обладающей повышенными эксплутационными свойствами. Технический результат – повышение качества внутренней поверхности труб, исключение образования в конце прошивки гильзы образования прессостатка в виде кольца с “пятаком”, приводящего к образованию на трубах внутреннего дефекта “продав”, снижение энергозатрат при прошивке гильзы, повышение стойкости инструмента прошивного стана. Решение этой задачи достигается тем, что образующая профиля рабочей части оправки имеет S-образную форму. Текущий радиус рабочей части оправки определяют исходя из заданного режима изменения частных обжатий толщины стенки гильзы в этой области очага деформации (далее обжатий). Режим обжатий задают следующим образом. Рабочую часть оправки делят на две зоны XI и ХII. В первой зоне XI значения обжатий возрастают от единицы до максимальной величины. Протяженность ее составляет 0,25÷0,5 длины рабочей части оправки. Режим обжатий толщины стенки гильзы в зоне XI определяется по формуле
где:
е – основание натурального логарифма; М – суммарное обжатие стенки гильзы; NI и NII – количество сечений для расчета диаметра рабочей части оправки в зонах XI и XII, определяют по формулам
где m – шаг от сечения к сечению. iI – порядковый номер текущего сечения зоны XI рабочей части оправки в диапазоне от “0” до “NI“. Во второй зоне XII значения обжатий снижаются от максимальной величины до единицы. Режим изменения обжатий толщины стенки гильзы в зоне XII определяется по формуле
где:
iII – порядковый номер текущего сечения зоны XII рабочей части оправки в диапазоне от “0” до “NII“. Пример расчета оправки с образующей профиля S-образной формы. Исходные данные и методика расчета: Rзаг – радиус заготовки – 200 мм; Rг – радиус гильзы – 216 мм; Sг – толщина стенки гильзы – 60 мм; Roпp.«0» – радиус носика оправки – 15 мм; Roпp – радиус оправки – 156 мм; Lкалибр – длина калибрующего участка оправки – 60 мм;
Lпереж – длина участка валка в пережиме – 70 мм; – обжатие заготовки в первичной зоне захвата, – обжатие заготовки в пережиме валков, – шаг сечений рабочей части оправки – 10 мм; L – длина рабочей части оправки – 590 мм. 1. Текущий радиус гильзы (Rг i) определяется по известной методике исходя из заданных радиуса оправки, радиуса и толщины стенки гильзы и калибровки валков (схема для определения параметров оправки, фиг.1). 2. Длина рабочей части оправки определяется по исходным данным: L=(XI+XII)=590 мм 3. Протяженность первой зоны (XI) рабочей части оправки. При общем обжатии стенки гильзы М=(200-15)/60 4. Число сечений в первой и второй зонах рабочей части оправки NI и NII равны 20 и 39 соответственно. 5. Частные обжатия стенки гильзы в сечениях первой и второй зоны рабочей части оправки рассчитываются по соответствующим зависимостям:
6. Толщина стенки гильзы в сечениях рабочей части оправки рассчитывается по формуле
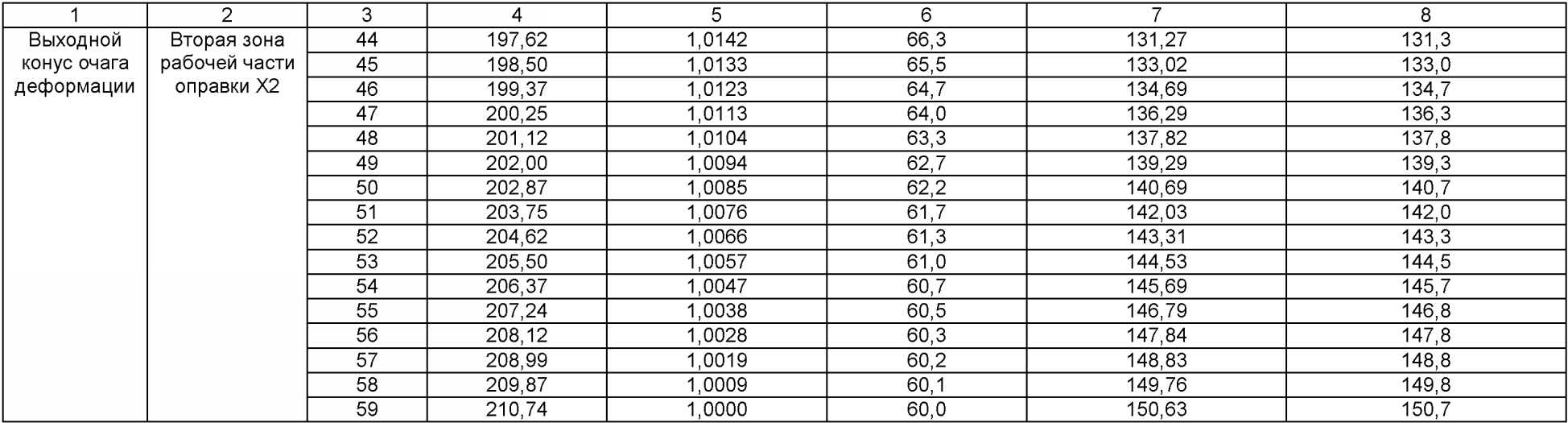
7. Текущий радиус в сечениях рабочей части оправки определяют по формуле Rопр I = Rг I – Rг i Расчетные значения оправки для прошивки заготовки радиусом 200 мм приведены в таблице 1, а профиль рабочей части оправки – на фиг.2.
Использование изобретения повысит качество внутренней поверхности труб, снизит энергозатраты при прошивке гильзы и повысит стойкость инструмента прошивного стана.
Формула изобретения
Оправка прошивного стана, имеющая S-образный переменный профиль, отличающаяся тем, что длина ее рабочей части разделена на две зоны ХI, XII, первая из которых составляет 0,25-0,50 общей рабочей части длины оправки, при этом оправка в каждой зоне выполнена с возможностью осуществления частных обжатий толщины стенки гильзы, определяемых по формулам
РИСУНКИ
|
||||||||||||||||||||||||||
 Частные обжатия второй зоны
Частные обжатия второй зоны  где е – основание натурального логарифма;
где е – основание натурального логарифма;  ,
,  – частные обжатия стенки гильзы в текущих сечениях первой и второй зон рабочей части оправки; М – суммарное обжатие стенки гильзы; iI, iII – порядковый номер текущего сечения в диапазонах от 0 до NI в первой и от 0 до NII во второй зонах рабочей части оправки; NI и NII – количество сечений для расчета диаметра рабочей части оправки в первой и второй зонах определяют по формулам NI=XI/m, NII=XII/m, где m – шаг сечений. Изобретение обеспечивает повышение качества внутренней поверхности труб, снижение энергозатрат при прошивке гильзы и повышение стойкости инструмента прошивного стана. 1 табл., 2 ил.
– частные обжатия стенки гильзы в текущих сечениях первой и второй зон рабочей части оправки; М – суммарное обжатие стенки гильзы; iI, iII – порядковый номер текущего сечения в диапазонах от 0 до NI в первой и от 0 до NII во второй зонах рабочей части оправки; NI и NII – количество сечений для расчета диаметра рабочей части оправки в первой и второй зонах определяют по формулам NI=XI/m, NII=XII/m, где m – шаг сечений. Изобретение обеспечивает повышение качества внутренней поверхности труб, снижение энергозатрат при прошивке гильзы и повышение стойкости инструмента прошивного стана. 1 табл., 2 ил.
 – частные обжатия стенки гильзы в текущих сечениях зоны XI рабочей части оправки;
– частные обжатия стенки гильзы в текущих сечениях зоны XI рабочей части оправки; и
и  соответственно,
соответственно,
 – частные вытяжки гильзы в текущих сечениях зоны XII рабочей части оправки;
– частные вытяжки гильзы в текущих сечениях зоны XII рабочей части оправки; 1 – угол входного конуса валка – 3,5°;
1 – угол входного конуса валка – 3,5°; 4%;
4%;


 – частные обжатия толщины стенки гильзы в текущих сечениях первой и второй зон рабочей части оправки;
– частные обжатия толщины стенки гильзы в текущих сечениях первой и второй зон рабочей части оправки; и
и