Патент на изобретение №2365453
|
||||||||||||||||||||||||||
(54) СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО СИЛЬФОНА
(57) Реферат:
Изобретение относится к способам изготовления многослойных сильфонов для приборов и компенсирующих соединительных устройств трубопроводных коммуникаций транспортных средств и промышленного оборудования. Осуществляют сборку многослойной трубы, ее гофрирование и упрочнение гофров. Причем упрочнение гофров производят путем соединения слоев по вершинам и/или впадинам сильфона сваркой воедино, например контактно-шовной. Повышается прочность к воздействию давления рабочих сред. 5 ил., 1 табл.
Изобретение относится к способам изготовления сильфонов для приборов и компенсирующих соединительных устройств трубопроводных коммуникаций транспортных средств и промышленного оборудования. Известен способ изготовления двухслойного сильфона, включающий сборку оребренной по внешнему слою двухслойной трубы и ее гофрирование путем осевого сжатия последней. При этом ребра (пояса жесткости) располагаются между гофрами, что обеспечивает существенное упрочнение сильфона (авторское свидетельство СССР Этот способ не приемлем для изготовления тонкостенных сильфонов из многослойных труб с отношением среднего диаметра к суммарной толщине стенки более 50. Известен способ (прототип) изготовления тонкостенного многослойного сильфона, включающий сборку многослойной трубы и ее гофрирование механогидравлическим методом. При этом гофры упрочняются по впадинам в процессе накатки многослойной трубы роликами за счет наклепа /нагартовки/ материала трубы. (К.Н.Бурцев. Металлические сильфоны. – М.-Л.: Государственное научно-техническое издательство машиностроительной литературы, 1963, стр.104, стр.106 и стр.109). Однако способ прототип не обеспечивает требуемой прочности сильфона в условиях воздействия повышенного давления рабочих сред. Предлагаемый способ изготовления многослойного сильфона направлен на повышение его прочности к воздействию давления рабочих сред. Поставленная задача достигается способом изготовления многослойного сильфона, включающим сборку многослойной трубы, ее гофрирование любым известным методом и упрочнение гофров. В отличие от существующего способа упрочнение гофров производят путем соединения воедино слоев по вершинам или впадинам, либо по вершинам и впадинам сильфона сваркой, например контактно-шовной. Упрочнение гофров, выполняемое путем соединения воедино слоев по вершинам или впадинам, либо по вершинам и впадинам сваркой, например – контактно-шовной, обеспечивает резкое повышение прочности сильфона в целом. Изгибная жесткость стенки однослойного сильфона имеет вид (см. Сильфоны. Расчет и проектирование. Под ред. Л.Е.Андреевой. М., «Машиностроение», 1975, стр.13):
где: Е – модуль упругости материала стенки; h – толщина стенки сильфона; µ -коэффициент Пуассона. Изгибная жесткость стенки многослойного сильфона из однородных материалов до и после соединения его слоев воедино сваркой соответственно имеет вид:
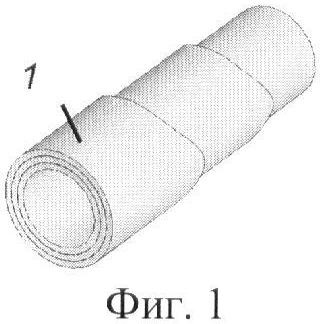
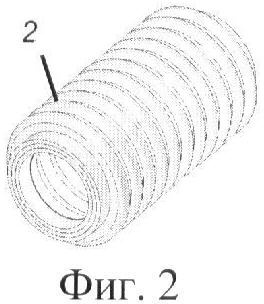
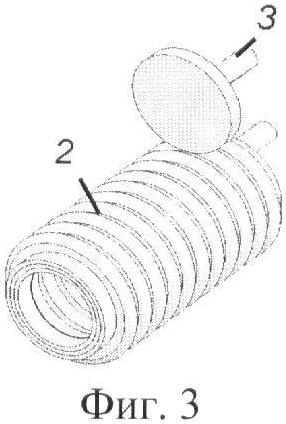
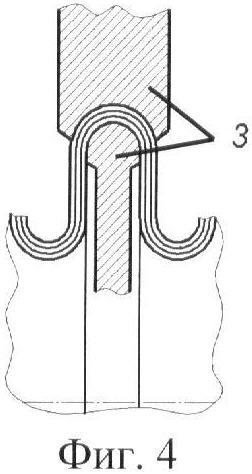
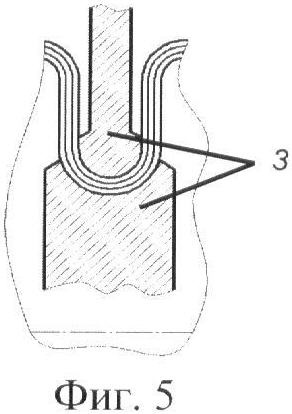
где: n – количество слоев, составляющих стенку сильфона; h – толщина отдельного слоя. При этом степень увеличения изгибной жесткости стенки сильфона в местах соединения воедино слоев характеризуется отношением DK/D0=n2. Например, изгибная жесткость стенки с соединенными воедино слоями увеличивается в 4 раза для 2-х слойного сильфона (n=2) и в 9 раз для 3-х слойного сильфона (n=3). Многократное увеличение изгибной жесткости стенки соединением воедино слоев по впадинам и (или) выступам обеспечивает резкое повышение прочности сильфона в целом. Другое преимущество предлагаемого способа – его простота и возможность реализации в сочетании с любым известным методом гофрирования. Перечень графических изображений: Фиг.1. Операция Фиг.2. Операция Фиг.3. Операция Фиг.4. Соединение воедино слоев по вершинам гофров контактно-шовной сваркой. Фиг.5. Соединение воедино слоев по впадинам гофров контактно-шовной сваркой. Реализация предлагаемого способа изготовления многослойного сильфона осуществляется последовательным выполнением следующих операций: Операция Операция Операция В таблице представлены примеры изготовления 2-х слойного (2×0,4 мм) сильфона с внутренним диаметром 250 мм из стали 10, шагом и высотой 10 мм и 12 мм соответственно.
Показанные примеры реализации заявляемого способа изготовления многослойного сильфона свидетельствуют о резком повышении его прочности к воздействию внутреннего давления среды.
Формула изобретения
Способ изготовления многослойного сильфона, включающий сборку многослойной трубы, ее гофрирование и упрочнение гофров, отличающийся тем, что упрочнение гофров производят путем соединения слоев по вершинам и/или впадинам сильфона сваркой воедино, например контактно-шовной.
РИСУНКИ
|
||||||||||||||||||||||||||
 508304; кл. B21D 15/06).
508304; кл. B21D 15/06).