Патент на изобретение №2364647
|
||||||||||||||||||||||||||
(54) СПОСОБ ИЗВЛЕЧЕНИЯ ТВЕРДОСПЛАВНЫХ ЗУБКОВ ИЗ ОТРАБОТАННЫХ БУРОВЫХ ШАРОШЕЧНЫХ ДОЛОТ
(57) Реферат:
Изобретение относится к горной промышленной и может быть использовано при переработке и модернизации изношенных шарошечных долот. Техническим результатом является повышение эффективности процесса извлечения твердосплавных зубков за счет более простой и менее энергоемкой технологии извлечения. Способ извлечения твердосплавных зубков из отработанных буровых шарошечных долот включает следующие операции: отделение шарошек от долота вместе с цапфами, снятие прессовых напряжений в соединительных отверстиях в теле шарошки под зубки. При этом отделение шарошки от долота производят путем разрезания цапфы у основания шарошки перпендикулярно оси цапфы на величину заглубления зубков, а затем выполняют перекрестные резы по касательным к окружностям зубков под углом
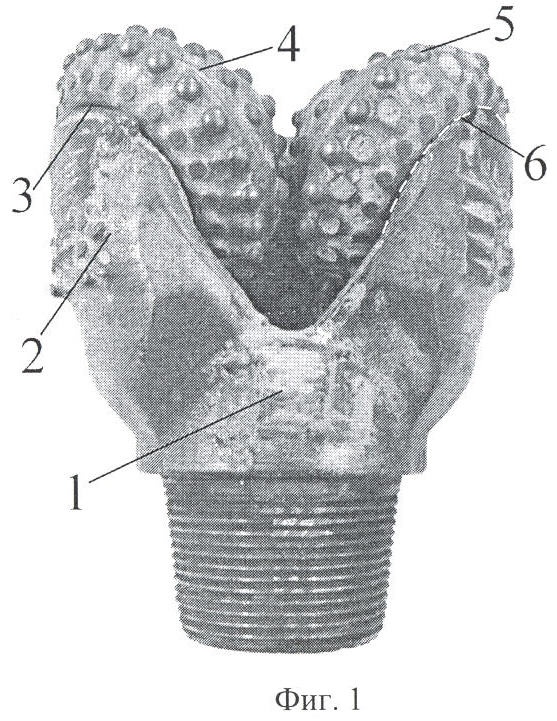
Изобретение относится к горной промышленной и может быть использовано при переработке и модернизации изношенных шарошечных долот (ШД), предназначенных для бурения взрывных, геологоразведочных, газовых, нефтяных и других скважин. Большинство предложенных способов извлечения твердосплавных зубков из ШД основано на снятии прессовых напряжений в соединениях зубков с телом шарошек тепловыми, электрофизическими и комбинированными методами, требующими сложных, энергоемких и дорогих установок. При этом не преследуется цель использования оставшейся после извлечения зубков части ШД для конструктивного преобразования в долота режущего типа. Известен способ извлечения твердосплавных зубков из изношенных ШД, включающий разрезку тела шарошки по рядам (венцам) зубков на кольца, которые снимают с цапфы и затем растачивают изнутри до обнажения зубков с последующим их выдавливанием (Способ извлечения твердосплавных зубков шарошек буровых долот, а.с. Способ трудоемок, энергоемок и требует использования нескольких технологических процессов, машин и механизмов. Наиболее близким к предлагаемому техническому решению является способ извлечения зубков из отработанных шарошечных долот, включающий отделение шарошек от долота и снятие прессовых напряжений в соединительных отверстиях в теле шарошки ударным импульсом путем создания в находящемся во внутренней полости шарошки объеме жидкости высоковольтного электрического импульсного разряда [Пат. 2117131 РФ, МПК E21B 10/16. Способ извлечения зубков из отработанных шарошечных долот – Недостатками данного способа являются: его высокая стоимость ввиду сложности процесса, требующего создания сложного, энергоемкого и небезопасного специального оборудования, трудно поддающегося механизации и автоматизации. Кроме того, способ не предусматривает возможность преобразования оставшейся (после демонтажа шарошек) дорогостоящей корпусной части ШД в долото режущего действия для повторного использования со значительной экономической эффективностью. Основной задачей изобретения является повышение эффективности процесса извлечения твердосплавных зубков за счет более простой и менее энергоемкой механической, автоматизированной технологии извлечения, которая может быть применена в условиях любого горного предприятия с учетом обеспечения возможности преобразования корпусной части ШД для модернизации в долото режущего действия. Достигается это тем, что в способе извлечения твердосплавных зубков из отработанных буровых шарошечных долот, включающем отделение шарошек от долота вместе с цапфами и снятие прессовых напряжений в соединительных отверстиях в теле шарошки под зубки, вначале отделяют шарошки от долота путем разрезания цапфы у основания долота перпендикулярно оси цапфы на величину заглубления зубков, затем выполняют перекрестные резы по касательным к окружностям зубков под углом Для осуществления предлагаемого способа вначале отделяют шарошки от долота вместе с цапфами, закрепляют шарошку в устройстве, имеющем попеременно вращательное и поступательное движение, центрируют шарошку вершиной конуса вверх, перемещают ее по определенной программе относительно режущего органа, для снятия прессовых напряжений проводят на поверхности шарошки перекрестные резы по касательным к окружностям зубков под углом В зависимости от требуемой производительности устройство для осуществления способа может совершать несколько поворотных механизмов и сопряженных с ними манипуляторов с режущими органами того или иного известного типа (газопламенная горелка, шлифовальный механизм с вулканитным кругом и др.), работающих автоматизировано по компьютерной программе (для каждого типа серийного ШД) с помощью датчиков, функциональных преобразователей, управляющих и исполнительных устройств. Причинно-следственная связь существенных признаков, характеризующая предлагаемый способ извлечения твердосплавных зубков из отработанного бурового долота, с достигаемыми техническими и технологическими результатами заключается в следующем. Отделение от долота шарошек вместе с цапфами создает возможность использовать корпусную часть долота для создания бурового инструмента режущего типа с дисковыми исполнительными органами, получая таким образом долото режущего действия с многократным использованием корпуса ШД, путем периодической замены зубчато-дисковых шарошек по мере их износа. Признак компенсирует часть затрат на демонтаж конусных шарошек и последующее извлечение зубков. Во-вторых, дает возможность закреплять каждую демонтированную шарошку в устройстве, позволяющем центрировать шарошку вершиной вверх, вращать ее независимо от того, заклинена она или нет, и перемещать шарошку по определенной программе относительно режущего органа, производящего резы. Выполнение на поверхности шарошек перекрестных резов по касательным к окружностям зубков под углом Осуществление сетки резов с учетом шахматного расположения зубков между венцами с одновременным охватом соответствующих смежных групп зубков позволяет увеличить производительность процесса извлечения. Таким образом, совокупность новых существенных решений позволяет повысить эффективность процесса извлечения зубков за счет простой механической технологии и обеспечить повторное полезное применение оставшейся после демонтажа шарошек корпусной части долота, компенсируя затраты на процесс извлечения зубков. Сущность изобретения поясняется чертежами, на которых изображено: на фиг.1 – шарошечное долото, 2 – лапа; 3 – основание шарошки; 4 – шарошка; 5 – твердосплавной зубок; 6 – плоскость отделения шарошки от долота); на фиг.2 – схема исходного состояния запрессованного твердосплавного зубка в теле шарошки (5 – твердосплавной зубок; 4 – тело шарошки; Ру – силы, удерживающие зубок в соединении; LТЗ – длина твердосплавного зубка; LЗТЗ – длина заделки твердосплавного зубка; dТЗ – диаметр твердосплавного зубка); на фиг.3 – схема расположения резов по касательной к зубкам под углом Для реализации способа от лапы 2 шарошечного долота 1 отделяют шарошки 4 вместе с цапфой по плоскости 6 путем разрезания цапфы (не показана) у основания 3 шарошки 4, оставшуюся корпусную часть шарошечного долота повторно используют для создания бурового инструмента режущего действия, на поверхности шарошки 4 делают перекрестные резы по касательным к окружностям зубков под углом В предлагаемом способе легко механизируются операции отделения шарошек от шарошечного долота, производство резов по касательным к зубкам. По сравнению с прототипом способ менее трудоемок, энергоемок и не требует использования нескольких отличных друг от друга технологических процессов, соответственно и механизирующих их машин и механизмов. Предлагаемый способ позволяет использовать корпусную часть шарошечного долота для изготовления бурового инструмента режущего типа, легко осуществим в условиях любого горного предприятия с минимальными затратами.
Формула изобретения
Способ извлечения твердосплавных зубков из отработанных буровых шарошечных долот, включающий отделение шарошек от долота вместе с цапфами и снятие прессовых напряжений в соединительных отверстиях в теле шарошки под зубки, отличающийся тем, что вначале отделяют шарошки от долота путем разрезания цапфы у основания шарошки, перпендикулярно оси цапфы на величину заглубления зубков, затем выполняют перекрестные резы по касательным к окружностям зубков под углом
РИСУНКИ
|
||||||||||||||||||||||||||
 =110-130° друг к другу и создают усилие для освобождения зубков с противоположной стороны пересечения резов. 3 ил.
=110-130° друг к другу и создают усилие для освобождения зубков с противоположной стороны пересечения резов. 3 ил. 1470929 A1, E21B 10/46, авторы Яшков Ю.К., Тайкевич В.В., Репников В.А. и др., Бюл.
1470929 A1, E21B 10/46, авторы Яшков Ю.К., Тайкевич В.В., Репников В.А. и др., Бюл.