Патент на изобретение №2364617
|
||||||||||||||||||||||||||||||||||||||||||||||||
(54) СПОСОБ ПОЛУЧЕНИЯ БРИКЕТОВ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ БРИКЕТОВ
(57) Реферат:
Изобретение относится к установке и способу для изготовления брикетов из отходов растительного сырья в виде опилок лузги, шелухи и т.д., используемых в качестве вторичного сырья или для сжигания в бытовых и промышленных топках. Установка для изготовления топливных брикетов содержит корпус с загрузочным бункером, снабженным ворошителем, коническую камеру, расположенную сужающимся концом к выпускному каналу, приводное прессующее устройство в виде закрепленного вдоль конической камеры шнека с уменьшающимся в сторону выпускного канала диаметром и выпускающим в выпускной канал, снабженный сменной формующей втулкой, и камеру термообработки, при этом она дополнительно содержит механизм деления на мерные отрезки, установленный на выходе выпускного канала, выполненный в виде ограничителя установленного с возможностью перемещения и фиксации положения на направляющей, закрепленной на выходе выпускного канала, камера термообработки установлена соосно выпускному каналу и конической камере до средней ее части, при этом шнек выполнен с постоянным шагом и со сменным концом, а ворошитель выполнен в виде двух зеркально расположенных приводных шнеков, закрепленных на стенках загрузочного бункера с возможностью вращения лопастей навстречу друг другу и в направлении, перпендикулярном оси прессующего устройства-шнека. Также описан способ получения топливных брикетов с использованием этой установки. Способ включает подачу растительных отходов влажностью 4-12% и фракционным составом 2-10 мм, их прессование, последующее формовании и деление, при этом брикеты дополнительно термообрабатывают, причем формование производят непрерывно и одновременно с термообработкой, осуществляемой при 150-250°С, в зависимости от типа сырья, формуя брикет необходимого сечения, достигаемого сменным концом шнека и сменной формующей втулкой выпускного канала, после чего осуществляют деление на мерные отрезки. Предложенная установка и способ позволяют получить равнопрочные брикеты мерной длины необходимого сечения и размера. 2 н. и 1 з.п. ф-лы, 1 табл., 2 ил.
Изобретение относится к способу и установке для изготовления брикетов из отходов в виде опилок, лузги, шелухи и т.д. и может применяться на предприятиях лесной, деревообрабатывающей, зерноперерабатывающей промышленности и др. предприятиях, имеющих древесные или растительные отходы для производства брикетов, используемых в качестве вторичного сырья или для сжигания в бытовых и промышленных топках. Известен способ получения брикетов из растительного сырья в виде подсолнечной лузги, свекловичного жома, табачных отходов и т.п., включающий подачу отходов, их прессование, последующее формование и деление (см. описание к авторскому свидетельству SU Брикеты, получаемые известным способом, при делении имеют неправильную форму, что затрудняет их складирование, кроме того, они недостаточно прочные и рассыпаются при транспортировке. Известен способ получения брикетов, включающий подачу отходов, их прессование, последующее формование и деление (см. описание к патенту Российской Федерации Известный способ энергоемок, так как сырье предварительно измельчают и сушат перед формованием, после чего подвергают сушке отформованные гранулы до определенной влажности, что усложняет и удорожает технологию. Температурный режим прессования не регулируется, а обеспечивается давлением гранулирования, достаточным для обеспечения прочностных характеристик получаемых гранул в известном способе равен 3,2-12,7 мм, при этом формование гранул осуществляют посредством пресс-формы, т.е. дискретно. Технической задачей предлагаемого способа является снижение энергоемкости и обеспечение прочностных характеристик брикетам. Техническая задача решается тем, что в способе получения брикетов, включающем подачу отходов, их последующее формование и деление, при этом брикеты формуют непрерывно и дополнительно термообрабатывают при температуре 150-350°С в зависимости от типа сырья, формуя брикет необходимого сечения, после чего осуществляют деление на мерные отрезки необходимой длины. Способ позволяет изготавливать брикеты из различного растительного сырья, регулируя температуру термообработки и усилие прессования. Предлагаемый способ реализуют следующим образом. Вначале осуществляют подачу сырья в виде растительных отходов влажностью 4-12% и фракционным составом 2-10 мм в зависимости от типа сырья, после чего сырье прессуют с необходимым усилием в зависимости от типа сырья, затем непрерывно формуют брикет необходимого сечения и одновременно термообрабатывают при температуре 150-350°С в зависимости от типа сырья, после чего производят деление на мерные отрезки. Под действием сил сжатия и температуры естественное связующее, входящее в состав сырья, пластифицируется и связывает отдельные частицы сырья. При этом под действием высокой температуры поверхность брикета карбонизируется, образуя защитную оболочку. Состав и количество естественного связующего зависит от типа сырья, а также от его влажности и фракции, поэтому режим брикетирования подбирают для каждого типа сырья индивидуально. Предлагаемый способ позволяет получить брикеты мерной длины, заданного сечения, без введения дополнительного связующего, при этом достаточно плотные и прочные, что позволяет их складировать и транспортировать. В таблице приведены характеристики брикетов и сырья для их изготовления.
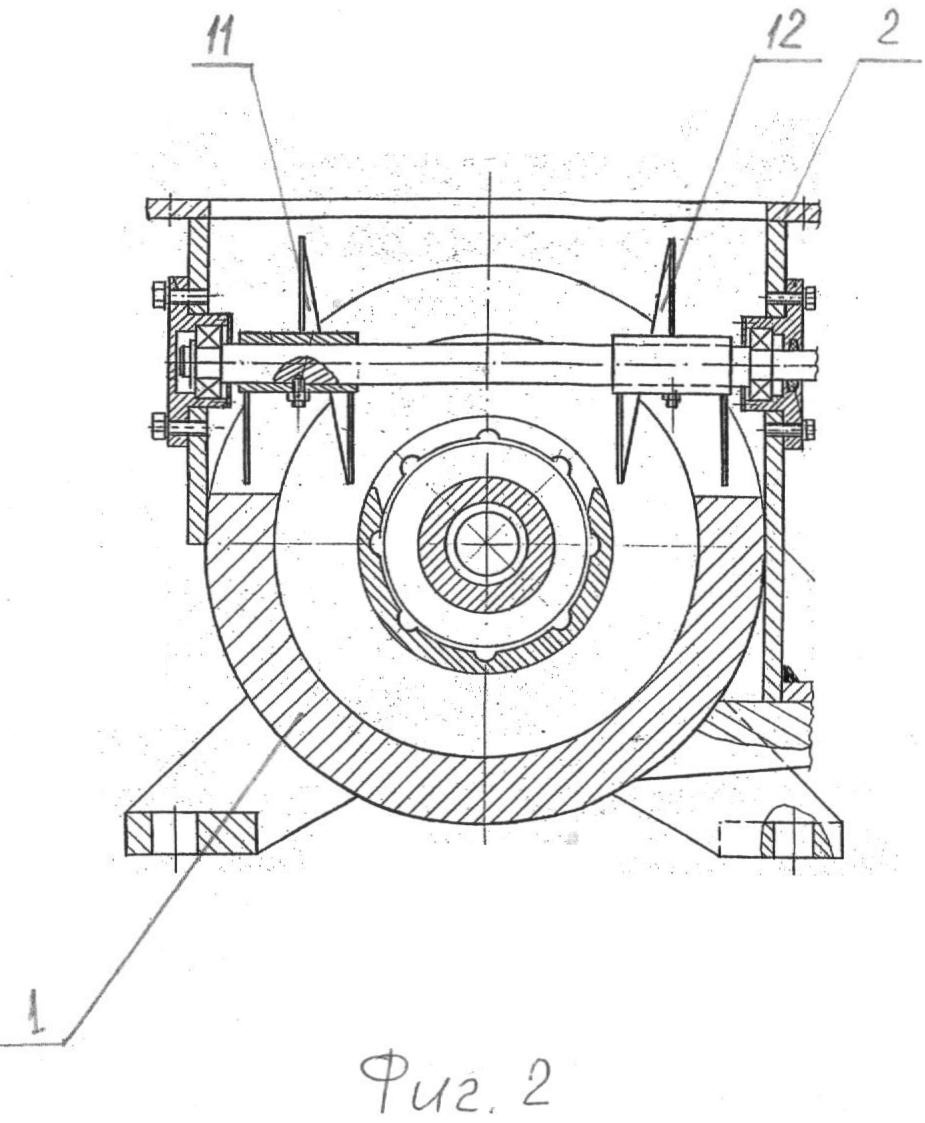
Известна установка для получения брикетов из растительного сырья в виде отходов, а именно подсолнечной лузги, свекловичного жома, табачных отходов и т.п., содержащая корпус с загрузочным бункером и приводное прессующее устройство (см. описание изобретения к авторскому свидетельству SU Конструктивное выполнение известного устройства из-за недостаточного усилия прессования не обеспечивает брикетам достаточной прочности, а также не позволяет получать брикеты одного размера при делении, что затрудняет их складирование и транспортирование. Наиболее близким по конструктивным признакам, принятым в качестве прототипа, является установка для уплотнения объемной массы, содержащая корпус с загрузочным бункером и конической камерой, расположенной ссужающимся концом к выпускному каналу, и приводное прессующее устройство в виде шнека, состоящего из двух частей и закрепленного вдоль конической камеры (см. описание изобретения к патенту SU В процессе прессования в известном устройстве выделяется незначительное количество тепла, достаточное для плавления пластикового покрытия, имеющегося на объемной бумажной массе, и образования сохраняющего форму тела, используемого в промежуточной технологической цепочке. Однако этого тепла не достаточно для получения брикетов из растительного сырья в виде отходов, а именно подсолнечной лузги, свекловичного жома, табачных отходов и т.п. Технической задачей предлагаемого устройства является получение равнопрочных брикетов одинаковой формы и размера, не требующих поштучной упаковки. Техническая задача решается тем, что установка для изготовления брикетов, содержащая корпус с загрузочным бункером, снабженный ворошителем, конической камерой, расположенной сужающимся концом к выпускному каналу, приводное прессующее устройство в виде шнека, выступающего в выпускной канал и уменьшающимся диаметром в сторону выпускного канала, закрепленного вдоль конической камеры, и камеру термообработки, при этом она дополнительно содержит механизм деления на мерные отрезки, установленный на выходе выпускного канала, камера термообработки установлена соосно выпускному каналу и конической камере до средней ее части, при этом шнек выполнен с постоянным шагом и со сменным концом, а выпускной канал снабжен сменной формующей втулкой. Сменная формующая втулка выполнена с отверстием в виде равностороннего многогранника или в виде круга для придания брикету требуемого сечения. Для деления брикетов на равные мерные отрезки механизм деления выполнен в виде ограничителя, установленного с возможностью перемещения и фиксации положения на направляющей, закрепленной на выходе выпускного канала. Для предотвращения нависания сырья в загрузочном бункере ворошитель выполнен в виде двух зеркально расположенных приводных шнеков, закрепленных на стенках загрузочного бункера с возможностью вращения навстречу друг другу в направлении, перпендикулярном оси прессующего устройства-шнека. Установка для изготовления брикетов иллюстрируется чертежами, где: на фиг.1 изображен общий вид; на фиг.2 – то же, сечение А-А. Установка для изготовления брикетов содержит корпус 1 с загрузочным бункером 2, конической камерой 3, расположенной сужающимся концом к выпускному каналу 4, прессующим устройством 5, закрепленным вдоль конической камеры 3, камеру 6 термообработки брикетов и механизм 7 деления на мерные отрезки. Прессующее устройство 5 выполнено в виде шнека с постоянным шагом, уменьшающимся диаметром в сторону выпускного канала 4 и со сменной частью 8, имеющей выступающий в выпускной канал 4 конец в виде конуса. Механизм 7 деления на мерные отрезки установлен на выходе выпускного канала 4 и выполнен в виде ограничителя 9, установленного с возможностью перемещения и фиксации положения на направляющей 10, закрепленной на выходе выпускного канала 4. Загрузочный бункер 2 снабжен ворошителем, выполненным в виде двух зеркально расположенных приводных шнеков 11 и 12, закрепленных на стенках загрузочного бункера 2 с возможностью вращения навстречу друг другу в направлении, перпендикулярном оси прессующего устройства 5. Выпускной канал 4 снабжен сменной формующей втулкой 13, выполненной с отверстием в виде равностороннего многогранника или круга. Камера 6 термообработки установлена соосно выпускаемому каналу 4 и конической камеры 3 до средней ее части. Камера 6 термообработки оснащена несколькими кольцевыми нагревательными элементами, например, мощностью 2,0 кВт и механизмом для регулирования температуры (на чертеже условно не показан). Установка для изготовления брикетов работает следующим образом. Отходы растительного сырья подают в загрузочный бункер 2. При включении привода прессующее устройство-шнек 5 вращается и подает витками отходы растительного сырья в коническую камеру 3, проходя по которой они прессуются, одновременно подвергаясь термообработке, проходя по формующей втулке 13. На входе в выпускной канал 4 отходы растительного сырья формуются в брикет, наружная поверхность которого приобретает форму, соответствующую сечению отверстия сменной формующей втулки 13. Выход газов в процессе получения брикетов осуществляется через центральное отверстие брикета, полученного посредством конического наконечника прессующего устройства-шнека 5. На выходе из выпускного канала 4 сформованный и термообработанный брикет перемещается по плоскости направляющей 10 до упора в ограничитель 9 и в момент «наезда» брикета на ограничитель 9 происходит его излом о край торцовой поверхности выпускного канала 4. При необходимости для предупреждения возможного зависания отходов растительного сырья в загрузочном бункере 2 включают привод ворошителя, при этом шнеки 11 и 12, вращаясь навстречу друг другу, обеспечивают подачу сырья в коническую камеру 3. После остывания брикеты складируются на транспортные тележки, упаковываются и отправляются потребителю.
Формула изобретения
1. Установка для изготовления топливных брикетов, содержащая корпус с загрузочным бункером, снабженным ворошителем, коническую камеру, расположенную ссужающимся концом к выпускному каналу, приводное прессующее устройство в виде закрепленного вдоль конической камеры шнека с уменьшающимся в сторону выпускного канала диаметром и выпускающим в выпускной канал, снабженный сменной формующей втулкой, и камеру термообработки, отличающаяся тем, что она дополнительно содержит механизм деления на мерные отрезки, установленный на выходе выпускного канала, выполненный в виде ограничителя установленного с возможностью перемещения и фиксации положения на направляющей, закрепленной на выходе выпускного канала, камера термообработки установлена соосно выпускному каналу и конической камере до средней ее части, при этом шнек выполнен с постоянным шагом и со сменным концом, а ворошитель выполнен в виде двух зеркально расположенных приводных шнеков, закрепленных на стенках загрузочного бункера с возможностью вращения лопастей навстречу друг другу, и в направлении, перпендикулярном оси прессующего устройства-шнека. 2. Установка для изготовления брикетов по п.1, отличающаяся тем, что сменная формующая втулка выполнена с отверстием в виде равностороннего многогранника или в виде круга для придания брикету требуемого сечения. 3. Способ получения топливных брикетов с использованием установки по п.1, характеризующийся тем, что включает подачу растительных отходов влажностью 4-12% и фракционным составом 2-10 мм, их прессование, последующее формование и деление, при этом брикеты дополнительно термообрабатывают, причем формование производят непрерывно и одновременно с термообработкой, осуществляемой при 150-250°С, в зависимости от типа сырья, формуя брикет необходимого сечения, достигаемого сменным концом шнека и сменной формующей втулкой выпускного канала, после чего осуществляют деление на мереные отрезки.
РИСУНКИ
|
||||||||||||||||||||||||||||||||||||||||||||||||
 925, МПК В30В 11/20 от 15.12.1980 г.).
925, МПК В30В 11/20 от 15.12.1980 г.).