Патент на изобретение №2358919
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(54) ПРОДУКТ НА ОСНОВЕ МИНЕРАЛЬНЫХ ВОЛОКОН, УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВОЛОКОН И СПОСОБ ПОЛУЧЕНИЯ
(57) Реферат:
Изобретение относится к продуктам на основе минеральных волокон. Тепло- и/или звукоизоляционный продукт на основе минеральных волокон получают путем внутреннего центрифугирования и вытягивания посредством высокотемпературного газового потока и крепирования. Продукт не содержит расстеклованных и/или неволокнистых частиц, длина волокон составляет не более 2 см, предпочтительно менее 1,5 см, и микроразмер волокна меньше или равен 4 на 5 грамм, в частности, от 2,5 до 4 на 5 грамм, или микроразмер меньше или равен 18 l/mn, в частности, составляет от 11 до 15 l/mn, более конкретно примерно от 12 до 13 l/mn. Продукт получают в устройстве, содержащем центрифугу, барабан, устройство для вытягивания волокон, пневматическое средство в виде коронного раздува для регулирования размеров волокон, механическое средство. Устройство снабжено средствами опускания или удаления барабана относительно верхней части центрифуги. Техническая задача изобретения – повышение сопротивления расслоению и сжатию продукта. 3 н. и 13 з.п. ф-лы, 2 табл., 7 ил.
Изобретение касается продуктов на основе минеральных волокон, таких как стекловата, предназначенных, например, для включения в состав тепло- и/или звукоизоляционных продуктов. Эти продукты получают способом внутреннего центрифугирования в сочетании с вытягиванием с помощью газового потока при высокой температуре. Как известно, этот способ получения волокон заключается в том, что струйку расплавленного стекла вливают в центрифугу, которую называют также тарелкой для получения волокна, вращающуюся с большой скоростью и имеющую по своей окружности множество отверстий, через которые стекло в виде филаментов выходит под действием центробежной силы. Эти филаменты затем подвергают действию вытягивающего кругового потока в условиях повышенной температуры и скорости, который движется вдоль стенки центрифуги и который делает филаменты более тонкими и превращает их в волокна. Этот газовый вытягивающий поток перемещает полученные волокна к принимающему устройству, которое обычно представляет собой газопроницаемую ленту. Более конкретно, однако без ограничения, изобретение относится к обладающим очень высокими механическими свойствами тепло- и/или звукоизоляционным продуктам для специфического применения, для которого необходимы такие свойства. В частности, речь идет об изоляционных материалах в виде фетра, который может нести элементы облицовки, таких как элементы, служащие для изоляции эксплуатируемых крыш-террас и, следовательно, должен быть устойчивым при сжатии. Речь идет, в частности, о материалах, используемых для внешней изоляции и которые, следовательно, должны обладать сопротивлением расслоению. Для достижения указанных характеристик этот тип изоляционного продукта обычно обладает высокой плотностью, например по меньшей мере 40 кг/м3, и после операции образования волокна как такового его подвергают операции, направленной на то, чтобы волокна внутри фетра приняли, насколько это возможно, разные направления, несущественно изменяя при этом общее направление слоя волокон после центрифугирования. Эта операция заключается, в частности, в «крепировании» волокон, полученных путем прохождения слоя волокон между двумя сериями конвейеров, разграничивающих его внутреннюю и внешнюю поверхности, продольном сжатии в результате прохождения с пары конвейеров, движущихся с определенной скоростью, на пару конвейеров, движущихся с меньшей скоростью, чем предыдущие. Этот вид операции описан, например, в патенте ЕР-0 133 083. Однако было отмечено, что эта операция крепирования не всегда позволяла улучшить, как ожидалось, механические свойства. В опубликованной заявке на патент WO 01/38245 поставлена цель улучшить механические свойства тепло- и/или звукоизоляционных материалов (или по меньшей мере сделать так, чтобы указанные свойства становились более постоянными от одного материала к другому), не ухудшая их изоляционные свойства и обращая внимание более конкретно на изоляционные материалы высокой плотности, подвергшиеся крепированию. В указанном документе вместо того, чтобы изменить параметры традиционного способа крепирования, исследовали причины, по которым это крепирование не всегда было удовлетворительным. Был сделан вывод, что после крепирования направление волокон не всегда было достаточно изотропным, как предполагалось, и это было связано с тем, в частности, что их размеры не были сильно адаптированы: простым крепированием слишком длинные волокна трудно переориентировать достаточно произвольно, чтобы обеспечить наилучшее сопротивление расслоению и сжатию. В этом документе предложено изменить условия получения волокна с тем, чтобы регулировать размеры волокон, в частности, делать их более короткими, благодаря чему они лучше поддаются крепированию. Обычно, известное устройство для получения минеральных волокон путем внутреннего центрифугирования включает в себя: центрифугу, вращающуюся вокруг оси, более конкретно вертикальной, периферическая лента которой имеет множество отверстий, устройство для вытягивания с помощью газа при высокой температуре в виде кольцевой горелки, пневматическое средство в виде коронного раздува для направления по каналам/регулирования размеров волокон. Действительно, схематически газовый слой, создаваемый пневматическим средством, которым является коронный раздув, не образует «герметичного» пневматического барьера в том смысле, что все или часть волокон находятся под действием центробежной силы, достаточной, чтобы его преодолеть. Но этот пневматический барьер их тормозит, возможно, изменяет направление их движения и также влияет на их размеры, когда волокна сталкиваются со слоем холодного газа, полученный в результате удар является достаточно сильным, чтобы возможно сломать волокна. Таково известное средство для регулирования длины волокон. Однако оно оказалось недостаточным для получения достаточно коротких волокон, обеспечивающих крепирование в более благоприятных условиях, не нарушая при этом их изолирующие свойства. Так, в указанном документе WO 01/38245 предложено изменить способ направления по каналам волокон после вытяжки горячим газом в традиционном устройстве, известном из уровня техники. Так, кроме упомянутого пневматического средства в этом документе предусмотрено механическое средство, включающее в себя охлаждаемую перегородку, расположенную вокруг центрифуги по меньшей мере рядом с ее периферической лентой. Это дополнительное механическое средство, предложенное в указанном документе, оказалось очень эффективным в качестве дополнения к коронному раздуву и расширило возможности регулирования размеров волокон. Таким образом, здесь речь идет о том, чтобы дополнить пневматический барьер коронного раздува другим барьером, механическим, расположенным вокруг центрифуги за пневматическим барьером, который также выполняет двойную функцию: сначала он направляет все волокна, все те, которые уже смогли преодолеть первый пневматический барьер, под приемник волокон, затем он позволяет более точно регулировать длину полученных волокон: столкновения волокон с физической перегородкой позволяют очень эффективно их укорачивать для достижения оптимального крепирования. Кроме того, эта перегородка охлаждена, так что волокна, которые входят с ней в контакт и которые остаются горячими, не приклеиваются к ней. Однако дополнительная установка этого механического средства, состоящего из круговой перегородки, расположенной вблизи и по оси центрифуги, препятствует установке вокруг последней кольцевого индуктора, через который проходит электрический ток, хорошо известного из уровня техники, который, если он установлен, позволяет нагревать посредством индукции нижнюю зону периферической стенки центрифуги, которая имеет тенденцию к охлаждению. Это охлаждение к тому же усиливается дополнительной установкой охлаждаемой перегородки. В связи с этим устройство, предложенное в указанном документе, не содержащее кольцевого индуктора и использующее круговую охлаждаемую перегородку, имеет недостаток, выражающийся в том, что низ ленты охлаждается и со временем затрудняет прохождение филаментов через нижние отверстия центрифуги, приводя к образованию не филаментов, а неволокнистых и/или расстеклованных частиц, и даже забивая отверстия. Испытания показали, что это явление является побочным при получении волокон «большого диаметра», в частности, диаметром порядка 10 мкм, как в указанном документе, но усиливается очень существенно при получении более тонкого волокна, в частности, диаметром порядка менее 6 мкм. В указанном документе конечный продукт, выпускаемый под наименованием LITOBAC фирмой SAINT-GOBAIN ISOVER, представляет собой, конечно, более короткие волокна, чем получают обычно, но возможно содержащие расстеклованные зерна или частицы, что может ухудшать его механические (сопротивление сжатию и расслоению) и термические свойства. Кроме того, этот продукт, содержащий более короткие волокна, содержит относительно толстые волокна, диаметром порядка 10 мкм, более конкретно микроразмером 6,8 на 5 грамм. Таким образом, эта толщина волокон делает продукт шершавым на ощупь и работу с ним неприятной. Следует напомнить, что тонина волокон определяется их микроразмером (F) на 5 г. Измерение микроразмера, которое в настоящем документе называют «показателем тонины», проводят с учетом удельной поверхности и потери аэродинамической нагрузки, когда определенное количество волокон, взятых из незамасленного материала, подвергают воздействию определенного давления газа, обычно, воздуха или азота. Такое измерение является обычным в промышленных установках по производству минеральных волокон, оно стандартизировано (DIN 53941 или ASTM D 1448) и проводится с помощью устройства, называемого “измеритель микроразмера”. Таким образом, задача изобретения заключается в получении тепло- и/или звукоизоляционного продукта из минеральной ваты, полученной путем внутреннего центрифугирования и вытягивания посредством высокотемпературного газового потока и крепирования, который, не имея недостатков предшествующего уровня техники, обладает более высоким сопротивлением расслоению и сжатию. Согласно изобретению продукт отличается тем, что не содержит расстеклованных и/или неволокнистых частиц, длина волокон составляет не более 2 см, предпочтительно менее 1,5 см, микроразмер волокна меньше или равен 4 на 5 грамм, в частности, от 2,5 до 4 на 5 грамм, или микроразмер меньше или равен 18 l/mn, в частности, составляет от 11 до 15 l/mn, более конкретно порядка 12-13 l/mn. В рамках изобретения длину волокон определяют путем измерения длины пучка волокон весом от 0,5 до 1 грамма, взятых, в частности, с помощью пинцета из образца продукта, не содержащего связующего, т.е., или продукта, взятого непосредственно под центрифугой, или продукта после удаления замасливателя. В рамках изобретения под продуктом, “который не содержит расстеклованных и/или неволокнистых частиц”, понимают продукт, содержащий менее 1% мас.частиц, видимый диаметр частицы которого больше 40 мкм (например, частиц в форме капель). Таким образом, преимуществом продукта согласно изобретению, связанным с более короткими волокнами, входящими в его состав, являются удовлетворительные свойства сопротивления расслоению и сжатию, преимуществом, связанным с малым микроразмером волокон, является более низкая теплопроводность по сравнению с продуктом типа LITOBAC и более приятное и мягкое ощущение при прикосновении к продукту по сравнению с продуктом типа LITOBAC. Следует указать для сведения на полученное таким образом в рамках изобретения соответствие значений микроразмера и значения среднего диаметра образца волокон. В целом значение микроразмера порядка 12 l/mn соответствует среднему диаметру от 2,5 до 3 мкм, значение 13,5 l/mn по существу соответствует среднему диаметру от 3 до 3,5 мкм и, наконец, 18 l/mn – диаметру примерно от 4 до 5 мкм. В соответствии с одним признаков плотность продукта по меньшей мере равна 40 кг/м3, в частности, от 60 до 200 кг/м3, даже равна или выше 80 кг/м3, более конкретно ниже 120 кг/м3. В соответствии с другим признаком его получают путем внутреннего центрифугирования при вытекании расплавленного стекла в барабан, снабженный отверстиями, из которых первичные струйки выбрасываются на периферическую ленту центрифуги, которая также имеет отверстия, через которые выбрасываются филаменты, при этом указанные филаменты вытягивают при высокой температуре с помощью газов, выходящих из горелки при температуре по меньшей мере 1500°С, предпочтительно по меньшей мере 1600°С, в частности, от 1500 до 1650°С. Преимущественно продукт получают путем вытягивания филаментов, выбрасываемых из центрифуги в высокотемпературном газовом потоке, выходящем из горелки, под давлением по меньшей мере, равным 600 мм вод.ст., предпочтительно примерно 650 мм вод.ст. Его также можно получить путем внутреннего центрифугирования при вытекании расплавленного стекла в барабан, снабженный отверстиями, из которых первичные струйки выбрасываются на периферическую ленту центрифуги, которая также имеет отверстия, через которые выбрасываются филаменты, при этом дно барабана по существу находится на высоте самой нижней части центрифуги. Продукт, полученный указанными способами осуществления, в соответствии с другим признаком образован филаментами, выбрасываемыми из центрифуги, которые направляют по каналам с помощью пневматического средства, типа струй газа, для получения волокон, которые в свою очередь направляют и длину которых регулируют с помощью механического средства, типа перегородки, о которую ударяются волокна. В соответствии с другим признаком материал получают из стекольных композиций, описанных в заявках на патент ЕР 0399320 и ЕР 0412878 или в заявке на патент WO 00/17117. Таким образом, можно назвать следующие стекольные композиции. В массовых пропорциях:
и содержит более 0,1% мас. пентоксида фосфора, если массовое содержание оксида алюминия равно или больше 1%. Или в качестве другой композиции в мол.%:
Или же следующую стекольную композицию в массовых пропорциях, причем содержание оксида алюминия предпочтительно выше или равно 16% мас.
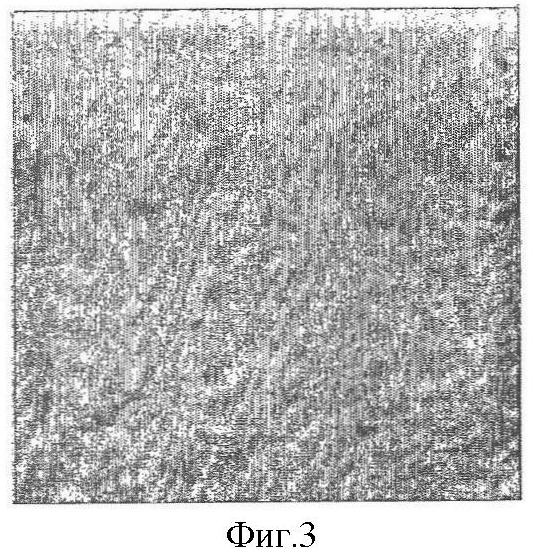
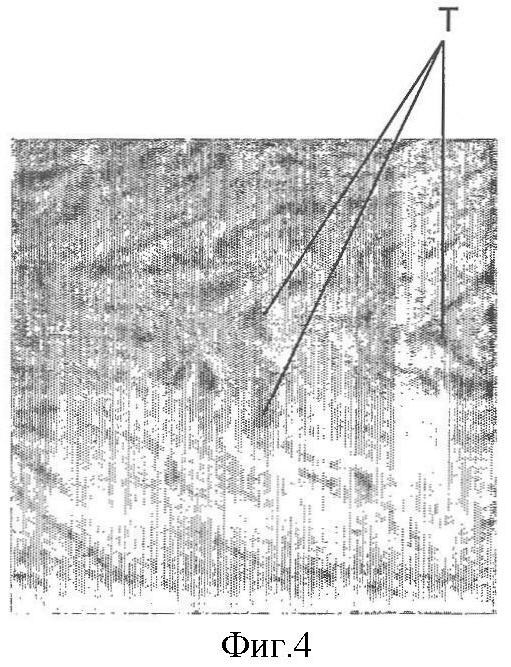
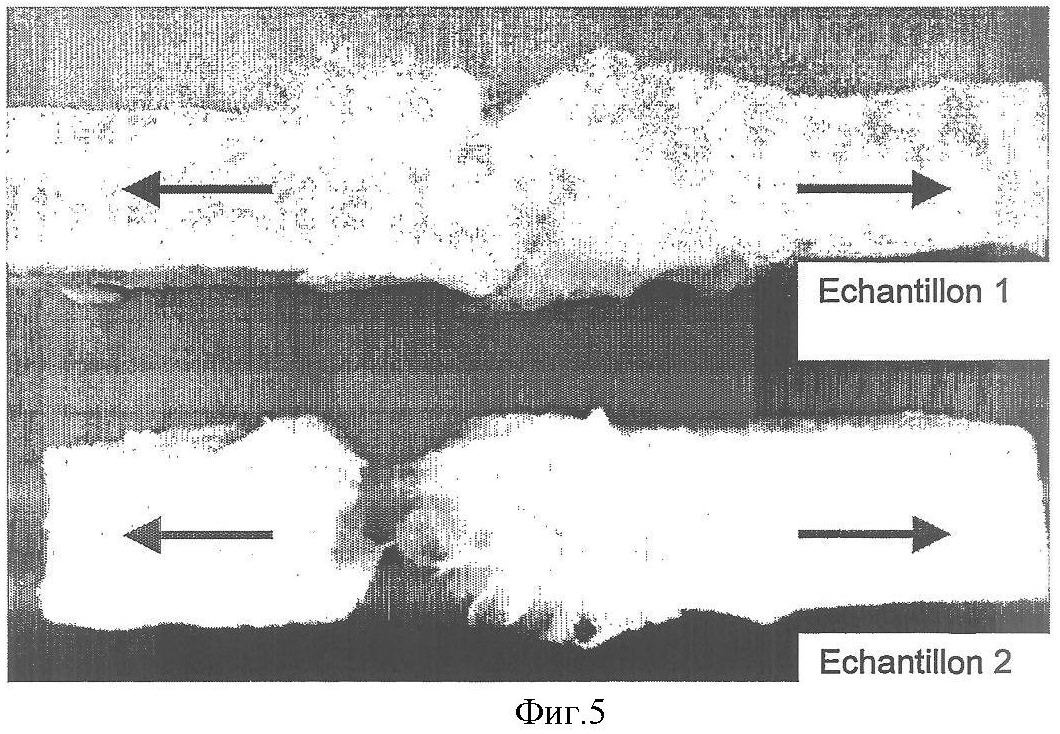
Преимущественно его используют при производстве кровельных панелей плотностью от 80 до 150 кг/м3, с содержанием связующего примерно 10%, имеющих сопротивление расслоению после старения по меньшей мере 20 кПа и сопротивление сжатию примерно 70 кПа при толщине примерно 50 мм или по меньшей мере 55 кПа при толщине примерно 80 мм, а также теплопроводность не более 35 мВт/(м·К). Изобретение также относится, в частности для производства продукта согласно изобретению, к устройству для получения минеральных волокон путем внутреннего ценрифугирования, содержащему: центрифугу, вращающуюся вокруг оси Х, более конкретно вертикальной, периферическая лента которой имеет множество отверстий, барабан, дно которого соединено с внутренней частью центрифуги, устройство для вытягивания с помощью газа при высокой температуре в виде кольцевой горелки, пневматическое средство в виде коронного раздува для направления по каналам/регулирования размеров волокон, которое отличается тем, что содержит механическое средство, состоящее из перегородки, расположенной вокруг центрифуги вблизи от ее периферической ленты по меньшей мере, и дно барабана установлено по существу на высоте самой нижней части периферической ленты центрифуги с помощью средств опускания или удаления барабана относительно верхней части центрифуги. Этими средствами опускания или удаления является прокладка, соединенная, с одной стороны, с барабаном и, с другой стороны, с верхней частью центрифуги. В соответствии с другим признаком перегородка является охлажденной и по меньшей мере частично имеет цилиндрическую форму или форму усеченного конуса, расширяющегося предпочтительно в верхней части. Предпочтительно в указанном устройстве температура горелки по меньшей мере равна 1500°С, предпочтительно по меньшей мере равна 1600°С и давление горелки по меньшей мере равно 600 мм вод.ст., предпочтительно примерно 650 мм вод.ст. Изобретение также относится к способу получения минеральных волокон для изготовления тепло- и/или звукоизоляционного продукта. Этот способ, который включает в себя внутреннее центрифугирование с помощью центрифуги, в которую стекает расплавленное стекло и из которой выталкиваются филаменты, вытягивание газом при высокой температуре с помощью вытягивающего газового потока, выходящего из горелки, и в котором филаменты преобразуются в волокна, и крепирование, отличается тем, что температуру горелки и/или ее давление регулируют в зависимости от температуры расплавленного стекла. Такое регулирование позволяет получать волокна, короткие, не более 2 см, и тонкие, имеющие микроразмер не более 4/5 г или не более 18 l/mn. Температура горелки должна составлять по меньшей мере 1500°С, предпочтительно по меньшей мере 1600°С и давление горелки должно составлять по меньшей мере 600 мм вод.ст., предпочтительно примерно 650 мм вод.ст. В указанном способе волокна, кроме того, можно направлять по каналам с помощью пневматического средства типа струй газа, и их длину регулировать с помощью механического средства типа перегородки, с которой волокна сталкиваются. Возможно также филаменты, выталкиваемые из центрифуги, получать из центрифуги, дно барабана которой опускают так, чтобы оно было по существу на высоте самой нижней части центрифуги. Предпочтительно можно также увеличить число отверстий на единицу поверхности относительно числа отверстий известной центрифуги. Другие преимущества и признаки изобретения будут описаны ниже по прилагаемым чертежам, на которых: Фиг.1 и 3 являются фотографиями частичного вида продукта согласно изобретению; Фиг.2 и 4 являются фотографиями частичного вида продукта из известного уровня техники; Фиг.5 является фотографией продукта согласно изобретению и продукта из известного уровня техники, подвергшихся расслоению в одном и том же направлении; На фиг.6 схематически изображен вертикальный разрез устройства для получения волокна согласно изобретению; На фиг.7 изображена увеличенная часть фиг.6. Фотографии 1 и 2 показывают разницу в длине волокон продукта согласно изобретению и продукта, используемого в известном уровне техники. Волокна были взяты из продуктов, выполненных из минеральной ваты, в данном случае из стекловаты, которые были получены путем внутреннего центрифугирования и вытягивания высокотемпературным газовым потоком и крепированием на установках для производства волокон и крепирования, которые будут описаны ниже. Тестируемые материалы представляют собой образцы, размером 20 см на 20 см и толщиной 50 мм, вырезанные из фетра большего размера. Размеры образцов даны в качестве примера для проводимых испытаний, но, конечно, могут быть другими, при этом стадия удаления замасливателя, которая будет описана ниже и которая предшествует взятию образца волокон, не изменяется. Эти продукты имеют плотность по меньшей мере, равную 40 кг/м3, в данном случае 100 кг/м3, и микроразмер 3,5 при нагрузке 5 грамм. Стадия удаления замасливателя, предшествующая взятию волокон из образцов продуктов из известного уровня техники и продуктов согласно изобретению, заключается в том, что их помещают в печь на 3 часа и подвергают нескольким циклам нагревания, а именно: образцы помещают в печь при температуре 250°С, первый цикл нагревания при температуре 250°С в течение 1 часа, второй цикл нагревания в течение 1 часа при повышении температуры от 250 до 350°С, третий цикл нагревания в течение 1 часа при повышении температуры от 350 до 450°С, охлаждение до комнатной температуры в течение получаса. Затем образец берут пинцетом типа пинцета для эпиляции и выдергивают пучок волокон. Затем пучок волокон измеряют с помощью линейки или сантиметровой ленты. Таким образом, отмечают, как видно на фотографиях, что волокона по изобретению являются короткими, максимально равны 2 см, и длина волокон, представленных в данном случае, равна 1,5 см, тогда как длина волокон из уровня техники составляет от 3 до 4 см, даже около 10 см, т.е. по существу в два раза больше. Кроме разницы в длине волокон отмечают также, что продукт по изобретению, представленный на фиг.3 (фотография соответствует 5 см образца), имеет очень однородное разнонаправленное расположение волокон без «дыр» в отличие от продукта из уровня техники, изображенного на фиг.4 (фотография соответствует образцу размером 5 см×(5 см), в котором есть тенденция к образованию агломератов из склеенных между собой волокон, что вызывает образование повторяющихся дыр, отмеченных буквой Т на фигуре. Очевидно также, что продукт по изобретению обладает более компактной структурой, делающей его изотропным, что, следовательно, в тесте на расслоение обеспечивает гораздо меньшее разъединение волокон по сравнению с продуктом из уровня техники (фиг.5). Действительно на фиг.5 видно, что если образцы расслаиваются в направлении, указанном стрелками, волокна продукта из уровня техники (образец 1) больше не «спаяны», не соединены между собой в отличие от образца по изобретению (образец 2). Следует отметить, что материал согласно изобретению обладает лучшими механическими свойствами по сравнению с образцом из уровня техники. Действительно, с первого взгляда можно подумать, что образец, в котором волокна длинные и переплетены, обладает большим сопротивлением механическому усилию, чем образец, содержащий короткие волокна. На самом деле, как показано ниже в сводной таблице, цифры, выражающие сопротивление расслоению и сжатию материала согласно изобретению, лучше. Этот эффект можно отнести за счет более компактной структуры, обеспечиваемой более короткими волокнами. Были проведены следующие испытания с использованием образцов по изобретению и из уровня техники. Тест на расслоение проводят в соответствии со стандартом EN 1607. Образец в форме кольца захватывают в виде сэндвича между двумя цилиндрами, один из которых неподвижен, а второй совершает поступательное движение со скоростью 300 мм/мин и тянет образец. Датчик силы измеряет усилие, при котором происходит разрыв образца. Обычно проводят два теста на расслоение, первому подвергают только что полученный продукт, а второму – продукт после старения, который получают в результате прохождения продукта через автоклав при температуре 107°С в течение 45 минут в условиях 100% влажности (сопротивление после автоклава). Испытание на сжатие проводят в соответствии со стандартом EN 826. Оно заключается в том, что сила сжатия воздействует на поверхности образца квадратной формы. Датчик силы измеряет усилие, при котором сжатие образца соответствует деформации 10% его первоначальной толщины. Продукт согласно изобретению получают основным способом и с помощью устройства для получения волокон, которые близки к способу и устройству из уровня техники, в которые были внесены изменения. Эти изменения оказались существенными для получения продуктов хорошего качества. Как обычно в уровне техники, устройство для получения волокон содержит центрифугу без дна 1, барабан с цельным дном 2, находящийся внутри центрифуги, кольцевую горелку 3 и коронный раздув 4, расположенные вокруг центрифуги. Центрифуга без дна 1 крепится сцепляющей втулкой на полый вал 10 вращения на оси X, расположенной вертикально, полый вал, захватываемый мотором, не показан. Центрифуга 1 имеет периферическую ленту 11, содержащую множество отверстий 12. Отверстия диаметром от 9/10 до 6/10 мм расположены рядами, распределенными на три группы сверху вниз: диаметр отверстия промежуточных рядов меньше, чем верхнего и нижнего ряда, по меньшей мере, на 0,1 или 0,2 мм. Барабан 2 с цельным дном 20 соединен с центрифугой, находясь при этом внутри центрифуги так, что ее открытая часть расположена напротив свободного конца полого вала 10 и ее стенка 21 по существу удалена от периферической ленты 11. Цилиндрическая стенка 21 барабана имеет небольшое количество отверстий 22, относительно большого размера, например, диаметром порядка 3 мм. Струю расплавленного стекла подают в центрифугу через полый вал 10, и она стекает в барабан 2. Расплавленное стекло, проходя через отверстия 22 барабана, распределяется в виде первичных струек 5 и направляется к внутренней части периферической ленты 11, откуда они выталкиваются через отверстия 12 под действием центробежной силы в виде филаментов 50. Композиции стекла, используемые для продуктов согласно изобретению, могут быть различными. Примеры композиций описаны в заявках на патент ЕР 0399320 и ЕР 0412878. В качестве примера приведена следующая композиция, содержание элементов в которой выражено массовыми процентами.
Можно также привести другой пример стекольной композиции из заявки на патент WO 00/17117, преимущество которой заключается в более высокой теплоустойчивости. Элементы выражены массовыми процентами.
Круговая горелка 3 соответствует описанной в патенте ЕР 0189354. Она генерирует газовую струю, температура которой на кромке горелки составляет от 1500 до 1650°С. Коронный раздув 4, который является известным пневматическим средством, участвующим в направлении волокон по каналам, содержит элементы, генерирующие струи газа, предпочтительно индивидуальные и расходящиеся, которые сходятся под самым нижним рядом отверстий периферической ленты 11. Предпочтительными являются два варианта осуществления: трубчатое кольцо с отверстиями, на котором фиксируются колпачок (вывод), или серия выпускных отверстий (наконечников). Образованный таким образом пневматический барьер тормозит волокна, возможно, изменяет направление их движения. Кроме того, сталкиваясь со слоем холодного газа, волокна ломаются в результате достаточно сильного удара. В отличие от уровня техники устройство согласно изобретению не содержит кругового индуктора для нагревания периферической ленты 11. Согласно изобретению устройство содержит механическое средство для ломки волокон в виде кольцевого устройства 6, снабженного внешней перегородкой 60 из нержавеющей стали, повернутой к центрифуге 1 и имеющей форму усеченного конуса, расширяющегося кверху. Это устройство 6 соответствует описанному в документе WO 01/38245. Преимущественно оно содержит внутреннюю полость 61, образующую систему охлаждения путем циркуляции воды, служащую для того, чтобы температура перегородки 60, в контакт с которой входят волокна, оставалась достаточно низкой, и волокна к ней не приклеивались, а «отскакивали» и возможно ломались в результате удара. Согласно изобретению другая модификация относительно уровня техники состоит в том, что дно 20 барабана 2 опускают относительно свободного конца полого вала 10 таким образом, что дно 20 находится по существу на высоте самой нижней части 14 периферической ленты 11 центрифуги, которую называют также низом ленты (фиг.7). Такое опускание или дополнительное удаление относительно верхней части 16 центрифуги осуществляют, например, с помощью прокладки 23, зафиксированной механически, например, путем привинчивания, с одной стороны, к барабану 2 и, с другой стороны, к известной подвесной части 15, соединенной с центрифугой 1. Прокладка обеспечивает дополнительное удаление от свободного конца вала и, следовательно, от верхней части 16 центрифуги. Такая конфигурация позволяет расплавленному стеклу, выходящему из отверстий 22 барабана, распределиться в нижней части ленты 14 центрифуги, поддерживая, таким образом, в этой части температуру, достаточную для того, чтобы не забивать нижние отверстия 12, при этом стекло достигает верхних отверстий под действием центробежной силы. Таким образом, волокна, выбрасываемые из центрифуги наружу, по существу не содержат зерен или расстеклованных частиц. Наконец, на выходе из устройства согласно изобретению после столкновения с перегородкой 60 волокна, как обычно, располагаются слоями на подложке под центрифугой после разбрызгивания связующего (не показано). Термообработка, служащая для образования поперечных связей, в частности, со связующим, и крепирование слоя, описанные в патенте ЕР 133083, также не изображены на фиг., т.к. известны из уровня техники. Продукт, полученный после вытягивания с использованием устройства согласно изобретению и крепирования, имеет тонину волокон, микроразмер которых ниже или равен 4 на 5 грамм, в частности составляет от 2,5 до 4 на 5 грамм, более конкретно микроразмер 3/5 г соответствует среднему диаметру от 4 до 6 мкм. Преимущество продукта согласно изобретению заключается также в том, что он содержит тонкие волокна, как это возможно в случае продукта, известного из уровня техники, такого как образец 1, но по своей тонине превосходит продукт по заявке WO 01/38245, микроразмер которого достигает 6,8 на 5 грамм. Эта тонина обеспечивает более приятное ощущение при прикосновении и выигрыш в теплопроводности от 0,5 до 1 мВт/(м·К). Ниже на таблице I приведены обобщенные данные, позволяющие сравнить признаки продукта, известного из уровня техники, продукта в соответствии с заявкой WO 01/38245, называемого LITOBAC, и продукта согласно изобретению, при этом эти три продукта имеют плотность 100 кг/м3 и массовое содержание связующего относительно стекловаты, составляющее примерно 10%. В частности, речь идет об изоляционных панелях для эксплуатируемых крыш-террас, толщиной 50 мм.
Продукт по изобретению, приведенный в качестве примера выше в таблице I, получен, таким образом, с помощью устройства, особенности которого по сравнению с уровнем техники, заключаются в том, что оно содержит охлаждаемую перегородку, от которой волокна отскакивают и ломаются, а также в том, что дно барабана опускают на высоту по существу, эквивалентную высоте самой нижней части периферической ленты центрифуги. Варианты осуществления описанного выше устройства позволяют также получить продукт по изобретению, содержащий короткие и тонкие волокна, диаметр которых еще меньше, чем в тех продуктах, о которых говорилось выше. Поэтому микроразмер выражен теперь не на 5 г, а в l/mn. Микроразмер волокон составляет не более 18 l/mn. Таким образом, в варианте нет необходимости опускать барабан и, в частности, этого не делают, а механические средства 6 для ломки волокон могут быть дополнительными. Способ получения волокон заключается в том, чтобы действительно использовать пневматические средства, способствующие ломке волокон и служащие для вытягивания волокон, что влияет на их тонину. Так, преимущественно регулируют температуру и/или давление горелки 3. В частности, температуру горелки поддерживают, по меньшей мере, равной 1500°С, и повышают температуру в зависимости от температуры стекла для достижения температур порядка 1600°С, даже 1650°С. Дополнительно или добавочно регулируют давление горелки с тем, чтобы оно было достаточно высоким, по меньшей мере, равным 600 мм вод.ст., и предпочтительно примерно 650 мм вод.ст. Кроме того, для дополнительного воздействия на тонину волокон можно использовать стандартную центрифугу, т.е. центрифугу, диаметр отверстий которой составляет от 6/10 до 9/10 мм, но модифицированную путем увеличения числа отверстий по всей окружности тарелки, уменьшая, таким образом, расход выбрасываемого через отверстие стекла. Если центрифуга при определенном диаметре имеет 26000 отверстий, будет желательно, чтобы она при том же диаметре была снабжена 28000, даже 30000 отверстиями. Этот вариант способа обеспечивает получение волокон, микроразмер которых составляет не более 18 l/mn. Ниже в таблице II приведены характеристики двух продуктов, полученных этим вариантом способа, при температуре горелки 1600°С и давлении 650 мм вод.ст. При получении второго продукта использовали устройство для получения волокон, предусматривающее сочетание механических средств с пневматическими средствами. Эти продукты имеют плотность 80 кг/м3, массовое содержание связующего относительно стекловаты, составляющее примерно 10%, и толщину 80 мм.
Было отмечено, что полученные волокна имеют микроразмер 13 l/mn (средний диаметр 3 мкм), сопровождающийся выигрышем в теплопроводности не более 35 мВт/(м·К). Использование механических средств при получении второго продукта придает ему качества в отношении сопротивления расслоению и сжатию, существенно более высокие, чем у первого продукта. По сравнению с продуктом, представленным в таблице I, в этих вариантах получают такую же тепловую характеристику при более низкой плотности, благодаря еще более тонкому микроразмеру, сохраняя при этом механические характеристики на хорошем уровне.
Формула изобретения
1. Устройство для получения минеральных волокон путем внутреннего центрифугирования, содержащее: 2. Устройство по п.1, отличающееся тем, что средства опускания или удаления (23) представляют собой прокладку, соединенную, с одной стороны, с барабаном (2) и, с другой стороны, с верхней частью (16) центрифуги. 3. Устройство по п.1 или 2, отличающееся тем, что перегородка (60) является охлаждаемой и по меньшей мере частично имеет цилиндрическую форму или форму усеченного конуса, расширяющегося предпочтительно в верхней части. 4. Устройство по п.1, отличающееся тем, что температура горелки (3) по меньшей мере равна 1500°С, предпочтительно по меньшей мере 1600°С. 5. Устройство по п.1, отличающееся тем, что давление горелки (3) по меньшей мере равно 600 мм вод.ст., предпочтительно примерно 650 мм вод.ст. 6. Способ получения продукта на основе минеральных волокон путем внутреннего центрифугирования с помощью центрифуги (1), в которую стекает расплавленное стекло и из которой выталкиваются филаменты (50), вытягивания газом при высокой температуре с помощью вытягивающего газового потока, выходящего из горелки (3), и в котором филаменты преобразуются в волокна, и крепирования, отличающийся тем, что в нем используют устройство по любому из пп.1-5. 7. Способ по п.6, отличающийся тем, что температуру горелки и/или ее давление регулируют в зависимости от температуры расплавленного стекла. 8. Способ по п.6, отличающийся тем, что температура горелки по меньшей мере равна 1500°С, предпочтительно по меньшей мере 1600°С. 9. Способ по п.6, отличающийся тем, что давление горелки по меньшей мере равно 600 мм вод.ст., предпочтительно примерно 650 мм вод.ст. 10. Способ по любому из пп.6-9, отличающийся тем, что волокна направляют по каналам с помощью пневматического средства (4) типа струй газа, и их длину регулируют с помощью механического средства (6) типа перегородки, с которой сталкиваются волокна. 11. Способ по п.10, отличающийся тем, что количество отверстий центрифуги на единицу площади увеличено. 12. Устройство по любому из пп.1-5, применяемое для получения тепло- и/или звукоизоляционных продуктов. 13. Способ по п.10, применяемый для получения тепло- и/или звукоизоляционных продуктов. 14. Тепло- и/или звукоизоляционный продукт, полученный по любому из пп.12 или 13, отличающийся тем, что не содержит расстеклованных и/или неволокнистых частиц, длина волокон составляет не более 2 см, предпочтительно менее 1,5 см, и микроразмер волокна меньше или равен 4 на 5 г, в частности от 2,5 до 4 на 5 г, или микроразмер меньше или равен 18 l/mn, в частности составляет от 11 до 15 l/mn, более конкретно примерно от 12 до 13 l/mn. 15. Продукт по п.14, отличающийся тем, что его плотность по меньшей мере равна 40 кг/м3 и ниже 120 кг/м3. 16. Устройство по п.1, отличающееся тем, что его используют для производства кровельных панелей плотностью от 80 до 150 кг/м3, с содержанием связующего порядка 10%, имеющих сопротивление расслоению после старения по меньшей мере 20 кПа и сопротивление сжатию примерно 70 кПа при толщине примерно 50 мм или по меньшей мере 55 кПа при толщине примерно 80 мм, а также теплопроводность не более 35 мВт/(м·К).
РИСУНКИ
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||