Патент на изобретение №2358872
|
||||||||||||||||||||||||||
(54) КРИВОШИПНЫЙ ПРЕСС ОТКРЫТОГО ТИПА
(57) Реферат:
Изобретение относится к области машиностроения, в частности к кривошипным прессам открытого типа. Пресс содержит станину с двумя стойками, два ползуна, установленные в направляющих, и два стола, образующие две штамповые зоны. В верхней части станины горизонтально установлен главный вал. Штамповые зоны расположены симметрично относительно плоскости симметрии главного вала, перпендикулярной его оси вращения. Главный вал смонтирован в подшипниковых опорах, размещенных над штамповыми зонами. В качестве главного вала может быть использован коленчатый или эксцентриковый вал. В результате обеспечивается повышение жесткости станины при увеличении производительности пресса. 2 з.п. ф-лы, 9 ил.
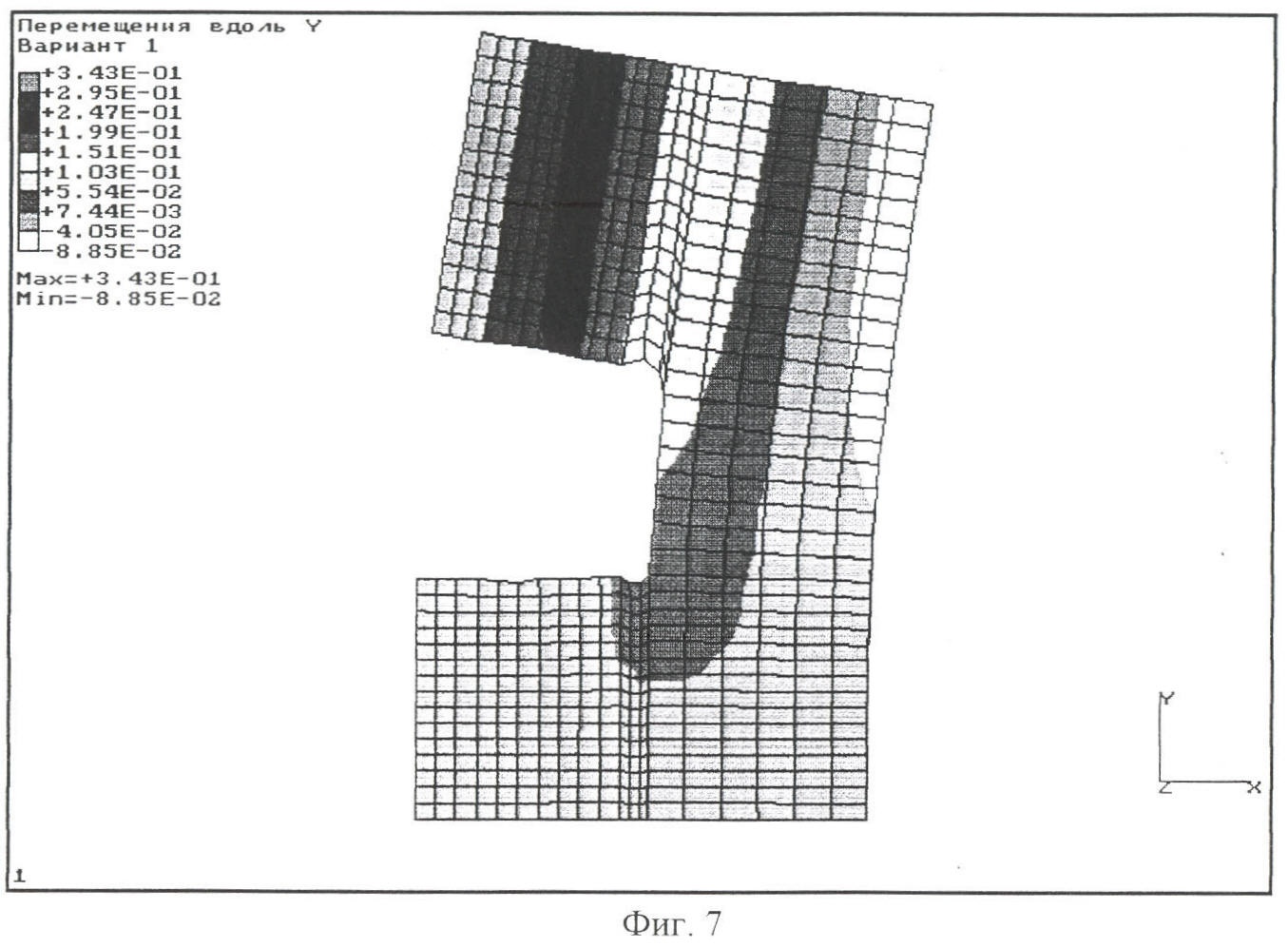
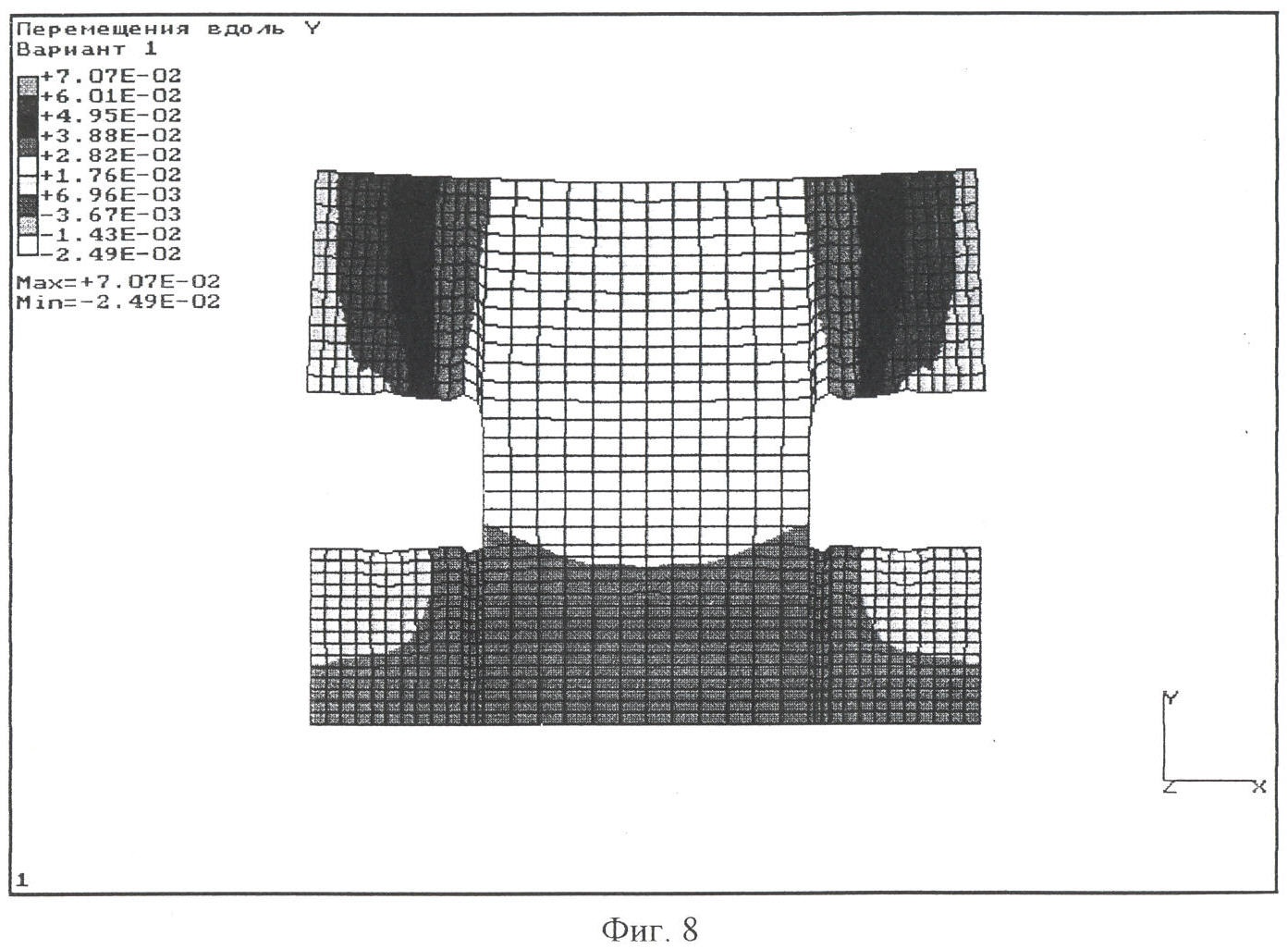
Изобретение относится к области машиностроения, в частности к конструкции кривошипных прессов открытого типа. Одной из проблем при проектировании мощных кривошипных прессов является повышение жесткости станины пресса. Эту задачу в основном решали путем введения в конструкцию различных компенсирующих элементов или путем изменения базового сечения станины. Известен способ увеличения угловой жесткости С-образной станины пресса, по которому к станине прикладывают усилие, противоположное по направлению технологическому усилию, такой величины, что возникающие напряжения сжатия превышают предел текучести материала станины, после чего нагрузку снимают (SU 636106, МПК В30В 15/04, 05.12.78). Недостатком данного способа является сложность его осуществления для крупногабаритных станин, то есть для станин прессов больших номинальных сил. Известна С-образная станина, содержащая сочлененные своими нижними частями силовую скобу и скобообразный кронштейн со смонтированными в нем направляющими ползуна, которая снабжена рычагами с узлом фиксации скобообразного кронштейна относительно силовой скобы, шарнирно сочлененными со скобообразным кронштейном и силовой скобой (SU 1063629, МПК В30В 15/04, 30.12.83). Недостатком данного конструктивного решения является усложнение конструкции, не приводящее к повышению производительности пресса. Известен штамповочный пресс, содержащий станину, смонтированный в ее направляющих ползун, подштамповую плиту, приводной исполнительный механизм с шатуном и двуплечим рычагом, соединенным шарнирно концами с шатуном и ползуном, а средней частью – со стяжкой, который с целью снижения металлоемкости при высоком уровне жесткости снабжен дополнительным двуплечим рычагом, соединенным концами с ведущим звеном исполнительного механизма и тыльной стороной подштамповой плиты, а средней частью – со стяжкой (SU 1156922, МПК В30В 15/04, 23.05.97). Такое решение также усложняет конструкцию пресса. Кроме того, возможны остановки в работе из-за усталостных отказов деталей рычажного механизма, работающих в тяжелых условиях (особенно стяжка поз.10). Известна одностоечная станина пресса открытого типа, содержащая стойку со стенками коробчатого сечения замкнутого контура и стол, в которой наружный контур сечения стойки выполнен в форме трапеции, при этом фронтальная сторона наружного контура сечения должна быть больше или равна ширине стола по фронту, а тыльная сторона стойки выполнена меньшей, чем фронтальная (RU 2025278, МПК В30В 15/04, 30.12.1990). Предложенное техническое решение позволяет снизить деформацию и металлоемкость станины, однако, оно применимо в основном для одностоечных станин коробчатого типа и не позволяет увеличить производительность пресса. Известны также технические решения, в которых с целью повышения жесткости станины направляющие ползуна установлены на специальном выступе, не нагруженном изгибающим моментом (GDR 133920, 31.01.79, PL 58923, 05.12.69). При работе пресса этот выступ с направляющими подвергается значительно меньшим упругим деформациям, чем та часть, где расположены подшипники кривошипного вала, однако оба решения громоздки, имеют большую металлоемкость и сложны в изготовлении. Наиболее близким аналогом настоящего изобретения является кривошипный пресс открытого типа, содержащий станину, включающую две стойки, установленный в направляющих ползун и стол, образующие штамповую зону, и главный вал, горизонтально установленный в верхней части станины (Банкетов А.Н. и др. Кузнечно-штамповочное оборудование. М.: Машиностроение, 1970, с.362-363, рис.155(а)). Недостатком данного пресса является недостаточная жесткость станины. Технической задачей настоящего изобретения является повышение жесткости станины при повышении производительности пресса. Поставленная задача решается в кривошипном прессе открытого типа, содержащем станину, включающую две стойки, установленный в направляющих ползун и стол, образующие штамповую зону, и главный вал, горизонтально установленный в верхней части станины, который согласно изобретению снабжен вторым столом и вторым установленным в направляющих ползуном, стойки станины выполнены с обеспечением образования станиной и упомянутым вторым столом и вторым ползуном второй штамповой зоны, расположенной симметрично упомянутой первой штамповой зоне относительно плоскости симметрии главного вала, перпендикулярной его оси вращения, а главный вал установлен в подшипниковых опорах, размещенных над первой и второй штамповыми зонами. Главный вал может быть выполнен коленчатым или эксцентриковым. Главный вал может быть выполнен составным, причем его части могут быть соединены посредством фрикционных муфт. Расчеты, проведенные методом конечных элементов (МКЭ), подтвердили существенное увеличение жесткости станины, выполненной согласно настоящему изобретению. Это позволяет снизить напряжения и контактные давления в инструменте до 2,5 раз при прочих равных условиях. Наличие двух штамповых зон позволяет увеличить производительность пресса в два раза, но при этом возможна работа только на одной позиции, в том случае, когда главный вал выполнен состоящим из двух частей, соединенных посредством муфты. Напряжения в инструменте за счет жесткости станины также будут значительно снижены по сравнению с известными конструкциями. Дополнительным техническим эффектом является снижение металлоемкости пресса за счет отсутствия задней стенки станины, которая не требуется при указанной форме стоек. Однако не следует полагать, что конструкция согласно настоящему изобретению представляет собой два отдельных пресса, установленных диаметрально противоположно друг другу и жестко связанных между собой. При такой схеме не произойдет значительного повышения жесткости, так как боковые стойки не будут единым целым, а для обеспечения синхронности работы отдельных прессов потребуется дополнительное оборудование. Сущность изобретения поясняется на конкретном примере его реализации со ссылкой на прилагаемые чертежи, на которых схематически показано следующее. Фиг.1 – кривошипный пресс открытого типа Барнаульского завода тяжелых механических прессов марки К2130, общий вид. Фиг.2 – кривошипный пресс открытого типа, выполненный согласно настоящему изобретению, вид сбоку. Фиг.3 – то же, вид спереди (сзади). Фиг.4 – то же, вид сверху (повернуто). Фиг.5 – то же, продольный разрез. Фиг.6 – станина, сечение А-А (базовое). Фиг.7 – значения вертикальных перемещений (мм) в кривошипном прессе марки К2130, полученные расчетом МКЭ. Фиг.8 – значения вертикальных перемещений (мм) в кривошипном прессе, выполненном согласно настоящему изобретению, полученные расчетом МКЭ. Фиг.9 – схема приложения сил к кривошипному прессу при работе. Для удобства восприятия ползуны и шатуны прессов показаны не на всех чертежах. Кривошипный пресс открытого типа содержит станину 1, ползун 2, установленный в направляющих 3, стол 4 и главный вал 5. Станина 1 включает стойки 6, 7. Главный вал 5 установлен перпендикулярно фронту пресса в верхней части станины 1. Стойки 6, 7 выполнены из стали 35Л или серого чугуна СЧ 28, СЧ 30 и тому подобных марок. Пресс снабжен вторым столом 9 и вторым ползуном 10, установленным в направляющих 11. Станина 1 совместно с ползунами 2, 10 и столами 4, 9 образует две штамповые зоны 12, 13, расположенные диаметрально противоположно одна относительно другой. Главный вал 5 выполнен удлиненным и установлен в подшипниковых опорах 8, размещенных над первой и второй штамповыми зонами. Главный вал 5 может иметь различное исполнение: он может быть выполнен коленчатым или эксцентриковым. Главный вал может быть выполнен из двух частей, соединенных посредством муфты. В этом случае возможна штамповка на одной из позиций пресса, при этом жесткость станины также будет повышенной по сравнению с известными аналогами. Кривошипный пресс марки К2130 содержит станину 14, стойки которой имеют С-образную форму. Данный пресс аналогичен прессу, выбранному в качестве ближайшего аналога. Кривошипный пресс работает следующим образом. В процессе штамповки к прессу прикладывается технологическая сила, как показано на фиг.9 (для пресса согласно настоящему изобретению приложение сил будет симметричным, так как штамповка осуществляется на двух позициях одновременно). Силы (F), равные по величине и направленные навстречу друг другу, прикладываются к инструменту, установленному на столе пресса, и к главному валу пресса. В результате совместного действия этих сил (F) происходит раскрытие зева станины, т.е. верхняя часть станины отходит от первоначального положения (в ненагруженном состоянии) вверх, а нижняя часть вместе со столом отходит вниз. При этом происходит перекос нижней поверхности ползуна пресса относительно стола, что приводит к смещению верхней части инструмента (пуансона) относительно нижней части (матрицы), что отрицательно сказывается на качестве изделия и стойкости инструмента, а в пределе может привести к закусыванию частей инструмента (матрицы и пуансона). В предлагаемом решении достигается повышенная жесткость станины, так как за счет формы стоек происходит компенсация отрицательного влияния прилагаемых сил, как показано на фиг.7 и фиг.8. При указанной форме стоек верхняя часть стоек станины отклоняется от первоначального положения в гораздо меньшей мере. Перемещения верхней части вдоль вертикальной оси (оси Y) в предлагаемом решении примерно в 5 раз меньше, чем в прессе К2130, как видно из фиг.7 и фиг.8. Зона максимальных перемещений по оси Y у пресса К2130 составляет 0,343 мм, а у предлагаемого решения – 0,0707 мм соответственно (расчетные значения МКЭ приведены для пресса силой 1 МН). Повышение жесткости станины кривошипного пресса происходит при одновременном снижении металлоемкости конструкции и увеличении производительности пресса в два раза. Увеличение жесткости станины в свою очередь позволяет снизить напряжения и контактные давления на инструменте, что повышает его стойкость и улучшает качество штампуемых изделий.
Формула изобретения
1. Кривошипный пресс открытого типа, содержащий станину, включающую две стойки, установленный в направляющих ползун и стол, образующие штамповую зону, и главный вал, горизонтально установленный в верхней части станины, отличающийся тем, что он снабжен вторым столом и вторым установленным в направляющих ползуном, стойки станины выполнены с обеспечением образования станиной и упомянутыми вторым столом и вторым ползуном второй штамповой зоны, расположенной симметрично упомянутой первой штамповой зоне относительно плоскости симметрии главного вала, перпендикулярной его оси вращения, а главный вал установлен в подшипниковых опорах, размещенных над первой и второй штамповыми зонами. 2. Пресс по п.1, отличающийся тем, что главный вал выполнен коленчатым или эксцентриковым. 3. Пресс по п.1 или 2, отличающийся тем, что главный вал выполнен составным из частей, соединенных посредством фрикционной муфты.
РИСУНКИ
|
||||||||||||||||||||||||||