Патент на изобретение №2358034
|
||||||||||||||||||||||||||
(54) МЕТАЛЛОПОКРЫТИЕ С ПОВЫШЕННОЙ АДГЕЗИЕЙ К МАТЕРИАЛУ ПОДЛОЖКИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ
(57) Реферат:
Изобретение относится к способу получения металлопокрытия, адгезия к материалу подложки которого составляет более 10 МПа и до 18,6 МПа и характеризующегося содержанием в составе покрытия металлов, углерода и кислорода, и может найти применение в машиностроении, автомобилестроении, авиастроении, порошковой металлургии, других отраслях промышленности. Покрытие получают химическим осаждением металлов при разложении карбонилов металлов, сорбированных на подложку из газовой фазы. Осаждение выполняют в реакторе с принудительным цикличным перемещением подложки из зоны сорбции реагента в зону его разложения и обратно путем псевдоожижения, механического или вибрационного перемешивания. Технический результат изобретения заключается в том, что существенно улучшены характеристики покрытий и получен ряд новых материалов, обладающих улучшенными физико-химическими и механическими свойствами поверхности, а также в экологичности и дешевизне таких покрытий по сравнению с аналогами, поскольку покрытия создаются в полностью замкнутом по реагентам цикле. 2 н. и 7 з.п. ф-лы, 2 ил., 1 табл.
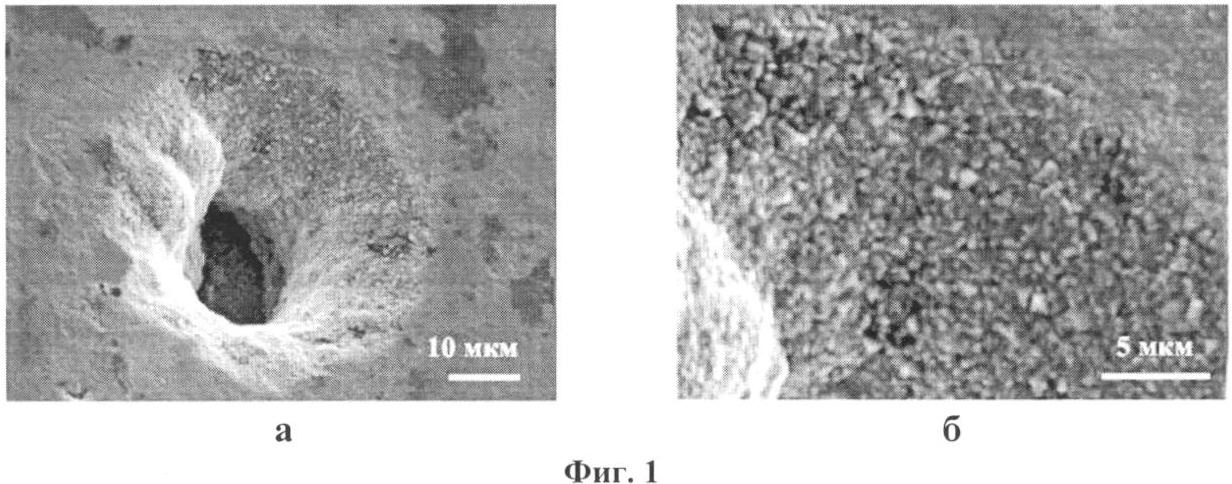
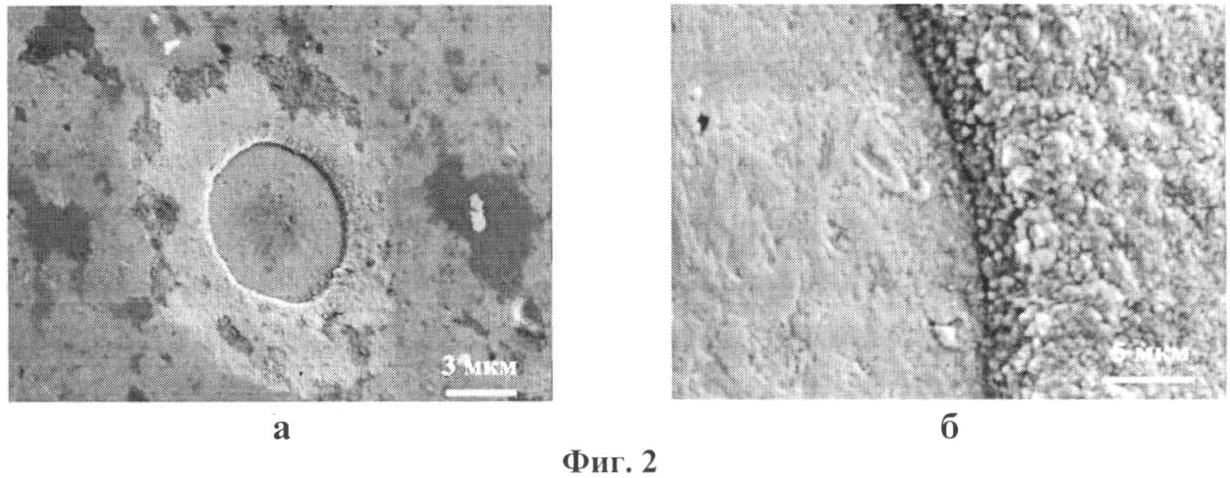
Область применения Изобретение описывает способ получения металлопокрытия методом химического осаждения металлов из газовой фазы путем разложения карбонилов этих металлов в условиях термоциклирования подложки, адгезия которого к материалу подложки составляет более 4 МПа, тогда как адгезия иных металлопокрытий, полученных с использованием химического разложения карбонилов металлов, не превышает 3 МПа. Способ изготовления металлопокрытия и покрытие на его основе могут использоваться в качестве композиционных материалов с различными свойствами, материалов с ячеистой структурой, абразивных материалов, микропорошков с различным композиционным составом, а также служить в качестве антикоррозионных покрытий, напыленных покрытий, комбинированных, в т.ч. многослойных покрытий различного назначения. Покрытия могут найти применение в машиностроении, автомобилестроении, авиастроении, порошковой металлургии, химической промышленности, инструментальной промышленности, атомной энергетике, медицине, а также в любых других областях, где используются покрытия, полученные путем металлизации. Уровень техники Вследствие многообразия факторов, влияющих на процесс металлизации, весьма сложно подобрать оптимальные условия для его проведения, поэтому в настоящее время нет ни одного способа, явно превалирующего над другими, и, как следствие, состав и свойства покрытий различаются весьма сильно. Вследствие этого разработка новых покрытий и усовершенствование существующих в последнее время активно ведутся [1, 2]. Большой объем задач, решаемых с помощью композиционных материалов, требует широкого спектра композиционных материалов, часто сложного состава, с различными физико-химическими, механическими свойствами. Основу целого ряда таких материалов составляют металлизированные материалы, изделия и порошки. Существующие металлопокрытия характеризуются довольно низкой адгезией покрытия к подложке, которые получены методами гальванического осаждения (не более 12 МПа) или разложения галогенидов (не более 18 МПа), или металлорганических соединений (не более 20 МПа). Достаточно высокая адгезия покрытий к подложке, полученных методами гальванического осаждения или восстановления галогенидов, со временем значительно снижается из-за проникновения между фазами подложки и покрытия агрессивных сред (остатков растворов или низших галогенидов в макродефектах подложки). Приведенная адгезия покрытий, полученных разложением металлоорганических соединений, является исключительным случаем, требующим специальной подготовки металлизируемой подложки; обычно адгезия покрытий, полученных таким способом не превышает 2-3 МПа. Карбонильный метод обычно позволяет создать покрытия с адгезией не более 3 МПа [3]. Адгезия заявляемых покрытий, полученных с помощью карбонильного метода с использованием термоциклирования подложки, превышает эти значения и достигает 25 МПа. Адгезия покрытия к подложке является одной из самых важных характеристик покрытия: чем больше значение прочности адгезионных соединений, т.е. больше сила сцепления нескольких фаз, тем меньше вероятность отслаивания покрытия в процессе эксплуатации изделий, что, соответственно, улучшает антикоррозионные свойства таких покрытий. Второй причиной стремления к повышению адгезии является увеличение долговечности таких покрытий, так как продолжительность сохранения целостности и заданных механических свойств в условиях внешнего нагружения или воздействия агрессивных сред является определяющей для времени работы целого изделия или механизма. Соответственно, повышенная адгезия покрытия к материалу подложки обеспечивает как усиленное сцепление между ними, так и увеличивает долговечность материалов или изделий [4]. Состав таких металлопокрытий включает металл покрытия, или металлы покрытия – в случае многокомпонентных покрытий, углерод (как в несвязанном виде, так и в связанном – в виде карбидов металлов покрытия) и кислород. Помимо этого, покрытие может содержать небольшие добавки (не более 10,0% по массе) серы, селена, кремния, азота, фосфора, мышьяка, сурьмы, бора, бериллия, галогенов для улучшения его физико-химических или механических характеристик. Покрытие может содержать до 80% углерода в покрытии и не более 30% кислорода. Помимо этого, ряд покрытий могут быть с пониженным содержанием углерода в покрытии – от 0,01% до 4,0% (зависит от металла покрытия), что не встречается в других покрытиях, полученных карбонильным способом. Содержание углерода в металлопокрытиях регулируется в зависимости от целей их конечного применения, поскольку можно получать набор материалов с различными механическими свойствами. Металлопокрытия, имеющие в своем составе углерод, получают путем разложения карбонилов металлов или металлоорганических соединений, а металлопокрытия, содержащие галогены, получают путем разложения или восстановления водородом галогенидов металлов. Углерод попадает в покрытие двумя путями – либо при каталитическом разложении монооксида углерода на свежеобразованной активной металлической поверхности, либо при вторичном взаимодействии металла покрытия с монооксидом углерода [3, стр.128]. Остальные элементы (сера, селен, кремний, фосфор, мышьяк, сурьма, бор, азот) намеренно вводят с целью направленного изменения физико-химических и/или механических свойств покрытий, – например, для увеличения каталитической активности в случае применения порошков или изделий с такими металлопокрытиями, или увеличения вязкости материала для повышения ударопрочности покрытых изделий, или повышения каких-либо полезных характеристик – жаропрочности, жаростойкости, изностойкости, прочности, твердости и т.п. Однако иногда такие добавки являются нежелательными примесями, и оказываются в составе покрытий вследствие наличия в реакторе следов примесных загрязнений, в этом случае от них пытаются избавиться путем выбора более чистых реагентов. Кристаллическая решетка таких металлопокрытий характеризуется повышенным средним межатомным расстоянием между атомами, входящих в нее, – оно более чем на 0,8% выше, чем межатомное расстояние атомов в кристаллических решетках покрытий, полученных методом разложения карбонилов в изотермических условиях, что подтверждено методом рентгеноструктурного анализа. Это свойство используется при изготовлении катализаторов с повышенной активностью. Также металлизированные порошки с увеличенным межатомным расстоянием обладают повышенной способностью к спеканию, что важно при получении сплавов на базе таких порошков. Покрытие может иметь слоистое (луковичное) строение вследствие фазового разделения металлов покрытия и карбидов этих металлов, либо в случае создания многослойных покрытий. Толщина покрытий составляет от 1 мкм до 1000 мкм, причем скорость наращивания покрытий в условиях термоциклирования подложки более чем в 2-5 раз выше по сравнению со скоростью формирования покрытий в изотермических условиях. Металлопокрытия толщиной от 1 до 10 мкм широко используются в качестве антикоррозионных покрытий в машиностроении, автомобилестроении, авиастроении и инструментальной промышленности. Металлопокрытия с толщиной от 1 до 100 мкм используют для повышенного теплоотвода в силу того, что теплопроводность металлов покрытия часто превышает значение теплопроводности подложки, поэтому их используют в качестве покрытий поглощающих элементов в атомной энергетике (для поглощения, например, тепловых нейтронов), порошковой металлургии (получение композиционных порошков с комбинированными свойствами), электронике и радиотехнике. Покрытия большей толщины (от 100 мкм до 1000 мкм) используют для получения реплик и оттисков поверхностей различных материалов с разрешением по величине реплицируемых дефектов до величины 1 мкм. Их применяют при изготовлении форм или изделий с высокой степенью проработанности поверхности – оттисков пресс-форм, барельефов, изготовлении микродеталей, изучении морфологии поверхностей и т.п. Технический результат изобретения Технический результат изобретения заключается в том, что существенно улучшены характеристики покрытий, и получен ряд новых материалов, обладающих улучшенными физико-химическими и механическими свойствами поверхности, а также в экологичности и дешевизне таких покрытий по сравнению с аналогами (поскольку покрытия создаются в полностью замкнутом по реагентам цикле). Преимуществом данных покрытий также является то обстоятельство, что их форма и морфология поверхности может быть различной, и равномерное по толщине покрытие может быть сформировано на изделиях сложной формы, что не достижимо для других покрытий. В качестве металлизируемых подложек могут выступать любые металлические и неметаллические подложки, способные выдержать температуру формирования покрытий, с любой морфологией поверхности любой геометрической формы. В качестве подложек могут служить порошки средним диаметром частиц от 10 мкм, компактные изделия размером более 1 мм. Сущность изобретения Заявленный технический результат достигается за счет того, что в способе изготовления металлопокрытий с повышенной адгезией к материалу подложки, характеризующийся включением в состав покрытия металлов, углерода и кислорода, металлопокрытие получают методом химического осаждения из газовой фазы, а покрытие создают в реакторе с принудительным многократным термоциклированием подложки от температуры сорбции до температуры разложения, которое достигается либо перемещением подложки из зоны сорбции реагента в зону его разложения и обратно путем механического, вибрационного или псевдоожиженного перемешивания, либо путем цикличного нагрева-охлаждения за счет инфракрасного нагрева или лазерного нагрева или нагрева электронным лучом в пульсационном режиме. Вследствие диффузии карбонилов металлов в дефекты подложки, металл покрытия заполняет эти дефекты при разложении этих карбонилов. Глубина проникновения металла в дефекты подложки составила от 1 до 500 мкм. Глубина проникновения металла покрытия в дефекты подложки на глубину от 1 до 100 мкм используется для создания антикоррозионных покрытий. Для упрочнения подложки и для улучшения теплоотвода создают металлопокрытия с глубиной проникновения металла покрытия от 10 до 500 мкм. Регулирование глубины проникновения металла в дефекты подложки достигается изменением продолжительности временной паузы между периодами сорбции реагентов на подложку и их химического разложения, поскольку для возможности диффузии реагента в дефекты требуется время, которое определяется скоростью диффузии реагента по подложке. Металлопокрытие с повышенной адгезией к материалу подложки, характеризующееся наличием в составе металлов, углерода и кислорода, полученное методом химического осаждения из газовой фазы, отличается тем, что адгезия покрытия к подложке в нем составляет более 4 МПа. Массовая доля углерода в металлопокрытии покрытии может составлять от 0,01% до 80%, а массовая доля кислорода – не более 30%. Содержание углерода в покрытии регулируется – чем выше скорость металлизации, тем меньше доля углерода в конечном покрытии, и наоборот. Помимо этого, часто содержание углерода в покрытии намеренно дополнительно уменьшается (проводится обезуглероживание покрытий), что достигается путем добавления в газ-носитель реагента небольших добавок кислорода или воздуха, с последующим восстановлением водородом [3, с.140]. Это необходимо для получения прочных металлопокрытии, что повышает их долговечность, например, для получения ячеистых материалов, используемых в авиастроении. Повышенное содержание углерода необходимо для образования карбидов металлов в покрытии, упрочняющих такое покрытие. В ряде случаев, наоборот, присутствие углерода является негативным фактором, например, при создании металлопокрытий с высокой теплопроводностью образование карбидов металлов ухудшает этот параметр, поэтому содержание углерода уменьшают. Например, теплопроводность чистого молибдена выше теплопроводности карбида молибдена, поэтому для повышения теплопроводности покрытия (например, для ускоренного теплоотвода в теплонагревательных элементах) проводят обезуглероживание покрытие путем введения окислителя (кислорода или воздуха) в процессе формирования этого покрытия или частичного окисления покрытий с последующим восстановлением в водороде [3, с.140]. Также присутствие углерода в покрытии часто нежелательно при изготовлении катализаторов, где катализатором служит пленка какого-либо металла на подложке или при спекании порошков. Например, реакционная способность вольфрамового покрытия с содержанием 0,01 атомных % углерода в 10 раз выше по сравнению с вольфрамовым покрытием с содержанием 0,3 атомных % углерода. Кислород присутствует в покрытиях вследствие частичного окисления осаждаемого металла на воздухе, а также за счет образования оксидной пленки на свежеосажденном покрытии, если процесс осаждения проводился в инертной атмосфере. В большинстве случаев содержание кислорода в покрытии не является контролируемым параметром, так как незначительно влияет на многие характеристики покрытия. В ряде случаев, образование оксидной пленки повышает химическую стойкость покрытия, поэтому это носит полезный эффект для антикоррозионных покрытий. Однако в ряде случаев наличие кислорода нежелательно, например, в случае приготовления порошкообразных катализаторов с никелевым покрытием, применяющихся в процессах гидрирования и дегидрирования различных соединений в органическом синтезе, кислород отравляет поверхность никеля, что вызывает снижение активности катализатора. Для устранения кислорода в этом случае проводят обработку любыми восстановителями, например водородом. Также часто кислород устраняется путем отжига (т.е. высокотемпературной обработкой) образованных покрытий. В качестве металла покрытия могут быть использованы элементы VБ, VIБ, VIIБ и VIIIБ групп Периодической таблицы элементов, способные к образованию карбонилов любого стехиометрического состава. Выбор элементов этих групп обусловлен тем, что только они способны к образованию карбонилов. Выбор конкретных реагентов (карбонилов металлов) определяется задачами, для решения которых предназначено требуемое покрытие. Так, для создания антикоррозионных покрытий часто используют карбонилы хрома, и/или никеля, и/или кобальта, и/или марганца. Для повышения стойкости покрытий к питтинговой коррозии в дополнение к этим карбонилам также используют добавки карбонила молибдена и/или вольфрама. Для удешевления стоимости покрытий часто используется введение карбонила железа в качестве основного реагента, а вышеперечисленные карбонилы вводят в качестве дополнительных, вследствие чего образуется металлопокрытие, состоящее, в основном, из железа, но имеющее в своем составе легирующие добавки других элементов, изменяющих улучшающих свойства таких покрытий. Также в случае необходимости для повышения коррозионной стойкости применяют карбонилы ванадия, рения, родия, рутения, платины и палладия, что приводит к созданию самопассивирующихся сплавов, что связано в случае элементов VIII группы не столько с переходом в пассивное состояние (как имеет место в случае, например, с хромом за счет образования химически стойкой оксидной пленки), а с их термодинамической стабильностью. При создании жаростойких, жаропрочных композиционных материалов или покрытий часто используют карбонилы никеля и хрома, а также вольфрама и молибдена. При получении таких материалов большое значение имеет материал подложки – так, покрытый молибденом и/или вольфрамом порошок титана при спекании образует весьма жаропрочные, тугоплавкие и коррозионностойкие материалы, часто применяющиеся в авиастроении и авиакосмической технике. Добавки карбонила ванадия применяют для упрочнения твердого раствора основы металлопокрытий. Для увеличения электропроводности покрытий или материалов на их основе часто используют карбонилы элементов VIII группы. Так, например, для покрытия электрических контактов часто используют покрытия состава Pt-Ni, Pt-Ir, Pt-Rt, Pt-W. В этом случае образуется покрытие с высокой адгезией к материалу основы электрического контакта, что увеличивает срок их службы. Для изготовления резистивных материалов используют материалы составов Ni-Cr (для изготовления резисторов или нагревателей), Pt-Rh, W-Re, Ni-Pt, Ni-Pd (для изготовления материалов термоэлектродов термопар и удлиняющих проводов), которые могут быть созданы заявленным способом. Для изготовления магнитотвердых материалов составов Pt-Co, Fe-Cr-Ni, Pt-Fe, Pt-Pd-Co, Fe-Cr, Fe-Cr-Co, Fe-Cr-W могут быть использованы соответствующие карбонилы этих металлов при использовании одного или нескольких компонентов в виде порошков этих металлов с покрытием за счет разложения карбонилов остальных компонентов с последующим спеканием таких композиционных порошков. Магнитомягкие материалы получают, в основном, при разложении карбонила железа. Межатомное расстояние между атомами в кристаллической решетке металлов покрытия более чем на 0,8% больше по сравнению с межатомными расстояниями между атомами в решетках покрытий, образованных на основе аналогичного состава покрытия, полученного в изотермических условиях. Данный параметр не является регулируемым, но факт образования такой кристаллической решетки экспериментально доказан. Оказалось, что это обстоятельство дает полезное свойство образованному покрытию в случае его использования для порошков, поскольку их металлизированная поверхность обладает большей химической активностью по сравнению с химической активностью тех же самых порошков, металлизированных в изотермических условиях. Это свойство использовано для создания катализаторов с повышенной каталитической активностью (например, при покрытии никелевого порошка размером от 20 до 40 мкм палладием или платиной для создания ряда катализаторов, применяющихся в лабораторном органическом синтезе или даже промышленности – при каталитическом окислении аммиака). Также установлено, что скорость спекания порошков с такой кристаллической решеткой выше на величину до 70% по сравнению с аналогичными порошками, полученными в изотермических условиях. Например, при спекании титанового порошка средним размером 120 мкм, покрытого никелем в условиях термоциклирования этого порошка при сорбции и разложении карбонила никеля (состав конечного порошка (массовое соотношение компонентов) Ti:Ni составлял 50:50), причем межатомное расстояние в кристаллической решетке такого покрытия оказалось на 0,02 Ангстрем больше межатомного расстояния в аналогичном покрытии, полученном в изотермических условиях, на скорость спекания оказалась на 68% выше по сравнению с тем же титановым порошком, покрытым никелем в изотермических условиях, при достижении одинаковых свойств и эксплуатационных характеристик (одинаковых температур плавления – 1270°С и модуля упругости Е=67 ГПа) с одинаковыми температурами прямого и обратного мартенситного превращения). Металлопокрытие отличается чередованием слоев с различными металлами и/или фазовым разделением металлов и их соединений с углеродом или кислородом. Такое чередование слоев дает возможность создания различных композиционных с комбинированными свойствами (например, свойства теплопроводности, химической стойкости, хрупкости, пластичности, вязкости, электромагнитные свойства, микротвердости и т.п. – в зависимости от свойств металлов и/или их соединений, которые обладают требуемыми свойствами). Так, получены сплавы с ячеистой структурой, которые представляют собой материал, в котором основу составляет объемная сетка из одного металла или сплава, а ячейки сетки заполнены другим металлом или сплавом, при этом достигается сочетание свойств обоих составляющих [3, с.199]. Примером такого материала служит жаропрочный композит на основе тугоплавкого металла (вольфрама или молибдена), из которого выполнена объемная сетка, а ячейки заполнены интерметаллидным составом на основе никель-алюминий, никель-алюминий-ниобий, никель-алюминий-ниобий-титан и др. Такие композиты получают путем предварительной металлизации интерметаллидных гранул вольфрамом или молибденом с созданием металлопокрытия толщиной 1-5 мкм, а затем полученный материал компактируется газостатическим прессованием. Полученная композиция сочетает высокую сопротивляемость высокотемпературной газовой коррозии и прочностные свойства, а также повышенную термическую стабильность вследствие образования барьерной фазы из тугоплавкой матрицы. Другим примером может служить композиционный материал с фазовым разделением металла и его соединения с углеродом или кислородом (карбидов или оксидов соответственно). Например, при получении молибденовых или вольфрамовых покрытий часто образуются покрытия «луковичного» строения – наблюдается чередование слоев, обедненных углеродом и слоев, обогащенных углеродом. Это может быть объяснено тем, что при температуре процесса параллельно с разложением карбонила металла идет каталитический распад монооксида углерода на свежеобразованной металлической поверхности, в результате чего происходит выделение свободных атомов углерода. По мере протекания процесса идет их накопление, и при достижении критической концентрации начинается образование карбидов металлов с повышенным содержанием углерода [3, с.131]. В случаях, когда повышенное содержание углерода нежелательно, его влияние можно снизить путем проведения процесса в другой атмосфере (например, диоксида углерода). Аналогично, при проведении процесса в атмосфере воздуха происходит частичное окисление металлов с образованием оксидов металлов, что в ряде случаев приводит к их выделению в виде отдельных фаз. Это необходимо для снижения химической активности металлопокрытий в случаях, когда это необходимо. Этот эффект в случае с образованием оксидных фаз не всегда полезен – например, при спекании металлизированных порошков оксиды замедляют спекание и ухудшают прочностные характеристики конечных сплавов. Для устранения этого нежелательного эффекта процесс металлизации следует проводить в инертной атмосфере (например, азота или аргона), а образовавшиеся оксиды можно разрушать путем термического отжига покрытий или удалять путем воздействия восстановителей. В целом образование оксидов или карбидов металлов и их выделение в виде отдельной фазы зависит от физико-химических свойств металлов и этих соединений, их соотношения и температуры, и это можно предсказать на основе фазовых диаграмм состояния систем металл-карбид металла или металл-оксид металла; для смещений в ту или иную область состояния таких систем нужно увеличить или уменьшить содержание одного из компонентов или изменить температуру. В состав покрытия могут входить добавки серы, и/или селена, и/или кремния, и/или азота, и/или фосфора, и/или мышьяка, и/или сурьмы, и/или бора, и/или бериллия, одного или нескольких галогенов (фтора, хлора, брома, иода). Введение этих компонентов обеспечивает образование соответствующих халькогенидов (сульфидов, селенидов), галогенидов (фторидов, хлоридов, бромидов, иодидов), силицидов, нитридов, фосфидов, боридов, и улучшает определенные характеристики покрытий. Вышеперечисленные компоненты могут оказаться в покрытии вследствие присутствия загрязнений, либо за счет введения специальных добавок в процессе химического осаждения металлов покрытия, а также вследствие диффузионного отжига путем диффузии их из подложки в покрытие. Также в ряде случаев перед металлизацией подложки обрабатывают специальными составами, содержащими эти компоненты, и после осаждения металла конечное покрытие будет содержать определенное количество введенных элементов. Указанные добавки изменяют физико-химические и механические свойства покрытий в нужном направлении и определяются требованиями, которым должны удовлетворять сформированные покрытия, поэтому их вводят для придания покрытию определенного спектра свойств. Так, металлоподобные нитриды обеспечивают повышение твердости покрытия одновременно с увеличением теплопроводности, однако пластичность покрытий оказывается ниже, чем у покрытий с добавками боридов, силицидов и карбидов [5, с.151]. Добавки боридов увеличивают твердость и износостойкость покрытий. С увеличением содержания боридов уменьшаются удельное электрическое сопротивление и коэффициент термического расширения, увеличивается температура плавления и микротвердость [5, с.152]. Так, при напылении на стальную заготовку нитрида бора в количестве 6% по массе по отношению к количеству осажденного хрома на стальные заготовки, результирующее покрытие, содержащее нитриды и бориды хрома, обладало повышенной износостойкостью и микротвердостью по сравнению с хромовым покрытием, образованным на аналогичных заготовках в идентичных условиях без предварительной обработки поверхности. Добавление кремния и его соединений (например, карбида кремния) в образующееся в процессе химического осаждения или свежеобразованное покрытие (диффузией из подложки в процессе отжига) повышает жаропрочность и жаростойкость материалов, а также коррозионную стойкость конечного покрытия, что позволяет использовать материалы с такими покрытиями в авиастроении, атомной, космической и ракетной технике [5, с.152]. Так, добавки кремния в молибденовом покрытии увеличивают электропроводность, и увеличивают стойкость к окислению, что дает возможность использовать такие покрытия для электрических нагревательных элементов, работающих при температурах более 1000°С. Добавки бериллия часто применяются при улучшении характеристик никелевых покрытий. Примесь бериллия увеличивает химическую стойкость покрытий, увеличения отражательной способности изделий с такими покрытиями, увеличивает прочность и теплопроводность покрытий. Часто никелевые покрытия с добавками бериллия применяются в атомной энергетике, вследствие малого поперечного сечения захвата тепловых нейтронов и способности замедления быстрых нейтронов. При получении полупроводниковых материалов (например, структур металл-диэлектрик-полупроводник) для создания металлических покрытий с повышенной электронной проводимостью используют добавки фосфора или сурьмы, а с дырочной проводимостью – добавки бора. Благоприятное влияние на коррозионную стойкость никелевых покрытий оказывает включение фосфора, такие покрытия используют для защиты от коррозии емкостей для захоронения радиоактивных отходов с гарантийным сроком эксплуатации не менее пятидесяти лет. Присутствие сурьмы, мышьяка, серы, селена и галогенов в большинстве случаев имеет негативное влияние на механические свойства покрытий, однако иногда их вводят для намеренного снижения каких-либо характеристик покрытий, например, к повышению хрупкости материала для изделий предохранительных устройств. В ряде случаев эти добавки улучшают какие-либо характеристики покрытий, например сера и селен снижают удельное электрическое сопротивление, а галогениды улучшают химическую стойкость покрытий в агрессивных средах. Новизна способа получения металлопокрытий с повышенной адгезией к подложке заключается в том, что металлизацию подложек различных размеров и форм (включая и высокодисперсные порошки) с созданием различных композиционных материалов и покрытий проводят путем химического разложения летучих (парообразных) реагентов при использовании термоциклирования подложки от температуры сорбции реагента до температуры его разложения. Это необходимо для того, чтобы сорбированный реагент не разлагался сразу же при контакте с подложкой и диффундировал в дефекты подложки для более прочного сцепления с ней и увеличивал, таким образом, адгезионную прочность покрытия. Условие термоциклирования подложки подразумевает цикличный процесс нагрева и охлаждения подложки от температуры сорбции реагента, которая не более чем на 50°С отличается от нижней температуры разложения реагента, до температуры разложения реагента, которая не более чем на 50°С отличается от высшей температуры разложения реагента. Цикличность процесса необходима для того, чтобы происходила последовательная смена режимов: сорбции при пониженной температуре и разложения при повышенной. Температура сорбции реагента должна быть низкой, поскольку, при повышенных температурах скорость сорбции реагента и сорбционная способность подложки снижается, что является неблагоприятным фактором для процесса. Второй причиной использования низкой температуры при сорбции реагента является то, что при высокой температуре увеличивается вероятность образования металла в приповерхностном объеме подложки, и образованное в этом случае покрытие будет рыхлым, неплотным, а его адгезия к подложке низка. Повышенная температура проведения процесса при разложении реагента необходима для интенсификации процесса – увеличения скорости реакции химического разложения. Поскольку только ограниченное количество реагента может быть сорбировано на единицу площади подложки (что определяется сорбционной способностью подложки – физико-химическими свойствами, такими как морфология поверхности, химический состав и т.д.), то после единичного акта сорбции до состояния, близкого к насыщению, необходимо произвести разложение реагента. Далее происходит последующий новый акт сорбции при пониженной температуре, и таким образом происходит цикличное постепенное послойное наращивание покрытия и увеличение его толщины до необходимой. Способ обеспечивает наращивание толщины покрытия от 1 мкм до 1000 мкм и характеризуется высокой (более чем в 2-5 раз по сравнению с другими существующими технологиями металлизации из газовой фазы) скоростью процесса при металлизации больших суммарных площадей подложек (более 1 мкм/ч при общей поверхности металлизации свыше 100 м2, высоким выходом металла в покрытие – в общем случае – 80-90% при металлизации малогабаритных изделий и 90-99,9% при металлизации порошков, низкими энергозатратами, отходов вследствие замкнутого по реагентам цикла, а также обеспечивает высокую адгезию покрытия с подложкой (до 25 МПа). Преимуществом заявляемого способа также является то обстоятельство, что форма и морфология поверхности могут быть различными, и возможно покрытие изделий сложной формы, что не всегда наблюдается при использовании других способов. Особенностью предлагаемого способа является также эффект “самозалечивания” макродефектов подложки – пор, трещин, механических дефектов, выходов дислокации и т.п., что присутствует, как правило, только в некоторых вариациях методов газофазного осаждения, причем глубина проникновения металла достигает 500 мкм при использовании заявляемого способа металлизации, что недостижимо при использовании разложения реагентов в изотермических условиях. В связи с этим еще обеспечивается равномерность и повышенная плотность (бездефектность) покрытия, поскольку заполняются не только дефекты подложки, но и дефекты самого покрытия. Исследования выявили, что сорбированый на охлажденной поверхности реагент в процессе ее нагрева до температуры разложения не испаряется, а мигрирует по поверхности к активным центрам, где распадается с образованием зародышей новой фазы. В качестве активных центров выступают макро- и микродефекты подложки (открытые поры, трещины, выходы дислокации). Рост покрытия начинается из глубины пор и трещин. Оно заполняет не только внутреннюю поверхность макродефектов, но и частично (но при необходимости и полностью) внутренний их объем. При многократном термоциклировании покрытие по мере металлизации макродефектов полностью воспроизводит внешний рельеф подложки, а затем и несколько выравнивает его. Таким образом, формируется беспористое покрытие с повышенной адгезией к подложке, определяемой наличием «корневой» системы покрытия в приповерхностном слое, проникающем на глубину до 500 мкм, с высокими прочностными характеристиками. Таким образом, особенностью предлагаемого покрытия является то, что оно заполняет макродефекты подложки – поры, трещины, механические дефекты, выходы дислокаций и т.п., что присутствует, как правило, только для покрытий, полученных в некоторых вариациях методов газофазного осаждения, причем глубина проникновения металла покрытия в дефекты подложки достигает 500 мкм, что недостижимо для других металлопокрытий. В связи с этим обеспечивается равномерность и повышенная плотность (бездефектность) покрытия, поскольку металлом заполняются не только дефекты подложки, но и дефекты самого покрытия, поскольку обеспечивается «самозалечивание» этих дефектов, что уменьшает проникающую способность агрессивных сред и скорость разрушения материала покрытия. Помимо повышенной адгезии покрытий к подложке, а также их плотности и равномерности, следует выделить повышенную прочность материала покрытия, что является следствием его бездефектности и положительно влияет на механические характеристики изделий с такими покрытиями. Плотность металлопокрытия выше плотности гальванического металлопокрытия. Поскольку подложки не идеальны, и всегда имеют дефекты, то вследствие того, что при использовании гальванического метода металл покрытия не заполняет макродефекты подложки (поры, трещины и т.п.), и, соответственно, пространство над ними, то плотность гальванического покрытия будет всегда ниже по сравнению с плотностью покрытия, полученного сорбцией и разложением реагентов в условиях термоциклирования при одинаковой толщине сравниваемых покрытий и одинаковых подложках. Второй причиной повышенной плотности является равномерность роста покрытия и самозалечивание дефектов самого покрытия. Третьей причиной повышенной плотности образованного в условиях термоциклирования подложки является то, что реагент в этих условиях успевает сорбироваться на подложку, а после разлагается с выделением металла. В изотермических условиях разложение реагента может начаться в приповерхностном слое, что создает рыхлое, неплотное покрытие с низкой адгезий. Преимущества такого покрытия очевидны – чем плотнее покрытие, тем большей химической стойкостью обладает покрытие. Это является одной из причин повышенной коррозионной стойкости металлопокрытий, полученных в условиях термоциклирования подложки. Кроме этого, многие покрытия характеризуются “теневым” эффектом, заключающемся в том, что покрытие образовано только на внешней, обращенной к потоку реагента, стороне подложки. Внутренние поверхности, например, сопрягаемые поверхности усов на шплинтах раздвижных, металлом покрытия не закрываются. Тем более не закрывается внутренняя поверхность открытых дефектов подложки (пор, трещин), объем которых может заполняться агрессивными по отношению к подложке реагентами или растворами, что ухудшает эксплуатационные характеристики изделий. Заявляемое покрытие лишено этих недостатков, т.е. покрытие расположено как на внешней, так и на внутренней стороне подложки, а также заполняет ее дефекты с высокой глубиной проникновения металла в подложку. Равномерность покрытия определяется условиями доставки реагента к подложке. При использовании термоциклирования подложки помимо диффузии из газовой фазы, также происходит диффузия уже сорбированного реагента по подложке, и, таким образом происходит его проникновение в макродефекты подложки, что невозможно при использовании методов газофазного осаждения в изотермических условиях, поскольку при контакте реагента с подложкой сразу же происходит его разложение с выделением металла. Поэтому при использовании термоциклирования «теневой эффект» исключен, поскольку процесс доставки реагента к подложке не зависит от расположения подложки к потоку реагента. Дополнительно для увеличения адгезий покрытия с подложкой иногда проводят диффузионный отжиг, который в ряде случаев совмещают с процессом формирования покрытия. Отжиг необходим для того, чтобы обеспечить более глубокое проникновение металла покрытия в дефекты подложки путем его диффузии и/или диффузионное сплавление с материалом подложки. Получено, что в результате отжига металлопокрытий, полученных в условиях термоциклирования подложки, конечные покрытия являются более прочными и долговечными, а их адгезия более чем на 0,1 МПа превышает адгезию свежеосажденного покрытия. Поэтому, часто материал покрытия диффузно связывают с подложкой покрытия за счет последующего диффузионного отжига сформированного покрытия. Известно, что вследствие низкой температуры формирования покрытий между ними и подложкой отсутствует как химическое, так и диффузионное взаимодействие [3, с.228], несмотря на заполнение макродефектов подложки материалом покрытия. Наличие промежуточного диффузионного слоя между подложкой и покрытием, несомненно, должно способствовать как увеличению адгезии покрытия, и, как следствие увеличению химической стойкости изделия в целом, что особенно важно для изделий, подвергающихся значительным сдвиговым нагрузкам [3, с.228]. В процессе диффузионного отжига происходит взаимная диффузия материалов подложки и покрытия, что особенно проявляется при их большом сродстве (например, при диффузии металла покрытия в металлические подложки). Это обеспечивает создание промежуточного слоя с градиентом характеристик и обеспечению сплошности материала на границе подложка-покрытие, что увеличивает адгезию между ними и повышает стойкость покрытий. Длительность диффузионного отжига зависит от требуемых характеристик, которые нужно достигнуть, обычно составляет от 5 минут до 12 часов. Температуры, при которых обычно производят отжиг, зависит от типа и структуры материалов подложки и покрытия (при отжиге не должно происходить разрушения материалов или необратимого фазового перехода, ухудшающего другие характеристики изделий). Чем выше температура отжига, тем выше скорость диффузии, что, соответственно, сокращает продолжительность процесса отжига и экономит время. При металлизации изделий температура определяется физико-химическими свойствами материалов покрытия или подложки и может почти достигать температур их плавления или термодеструкции. Обычно, при металлизации порошков температура отжига составляет до 1000°С, при отжиге изделий с более термостойкими подложками и тугоплавкими покрытиями, температура может быть выше. Направление диффузии и характер движения атомов определяется их коэффициентами диффузии и структурными особенностями подложки и покрытия [3, с.229]. Также известно, что при термообработке покрытий (при диффузионном отжиге) наблюдается не только взаимная диффузия основных компонентов покрытия и подложки, но и элементов, присутствующих в подложке в незначительных количествах, что часто приводит к увеличению микротвердости покрытий [3, с.229]. Полезный эффект диффузионного отжига широко описан [6], практические примеры реализации процессов отжига также описаны в литературе [3, с.230-239]. Вследствие ряда вышеуказанных причин – проникновения металла покрытия в дефекты подложки, образования «корневой» системы покрытия в приповерхностном слое, образования диффузионных связей – адгезия покрытия к подложке, созданного в условиях термоциклирования, превышает 4 МПа, тогда как адгезия аналогичных покрытий, полученных разложением карбонилов в изотермических условиях не превышает 3 МПа. Технически металлизацию с созданием заявленных покрытий осуществляют в реакторе, в котором реализуется термоциклирование подложки от температуры сорбции реагента на металлизируемой поверхности до температуры его термического разложения (обычно с принудительным перемещением порошка или изделий из одной зоны в другую и обратно). В качестве таких реакторов служат двухзонные реакторы, реакторы с инфракрасным нагревом или лазерным нагревом или нагревом электронным лучом в пульсационном режиме (в этих случаях принудительное перемещение металлизируемых объектов необязательно), кольцевые реакторы, и любые другие реакторы [3, с.43-46, 53-59]. Таким образом, используются реакторы, в которых обеспечивается сорбция реагента без разложения; процессы сорбции и разложения разделены во времени и, иногда, в пространстве. Пары реагента подаются в холодную зону, продукты разложения отводятся из горячей [3]. Для металлизации порошкообразных материалов наиболее подходит реактор фонтанирующего слоя, снабженный в верхней части нагревателем любого типа, например электропечью сопротивления, а в нижней части – жидкостным холодильником. Фонтанирующий слой является разновидностью псевдоожиженного слоя и отличается наличием двух встречных потоков порошка – по центру реактора вверх и по стенкам реактора вниз. Вверх порошок поднимается потоком псевдоожижающего газа, а вниз опускается под действием силы тяжести. Для металлизации малогабаритных изделий обычно применяется двухзонный реактор с кольцевым устройством для перемещения изделий внутри реактора [7]. Часто технически металлизацию осуществляют в двухзонном аппарате, а термоциклирование подложки от температуры сорбции карбонила на металлизируемой поверхности до температуры термического разложения – принудительным перемещением покрываемого материала из одной зоны в другую и обратно. Порошкообразные материалы перемещаются под действием потока газа-носителя, а изделия – с помощью специальных приспособлений. Механическое перемещение осуществляется путем пересыпания изделий и/или в процессе колебательного движения реактора (вибрации) и/или за счет перемещения изделий, размещенных (тарелки, полки, емкости) на движущихся элементах или зацепленных (крючки, подвески) с элементами, перемещающиеся под действием привода. Для деталей больших размеров, сложной конфигурации или чувствительных к соударению используют реактор с перемещением металлизируемых изделий на подвесках или в газопроникаемых контейнерах. Специальный привод обеспечивает перемещение деталей между зонами. Металлопокрытия с повышенной адгезией к материалу подложки применяются при создании: – композиционных материалов с различными механическими и физико-химическими свойствами; – антикоррозионных покрытий; – напыленных покрытий; – абразивных материалов; – многослойных покрытий различной толщины слоев с использованием широкого спектра металлов покрытий; – комбинированных покрытий, а также создания покрытий на порошках и частицах высокодисперсных сред. Материалы и изделия с покрытием с повышенной адгезией могут применяться в следующих областях: – машиностроение; – автомобилестроение; – авиастроение; – порошковая металлургия; – химическая промышленность; – инструментальная промышленность; – атомная энергетика; – электроника и радиотехника; – медицина, а также в любых других областях, где применяются металлопокрытия. Спектр применения многокомпонентных металлопокрытий (металлопокрытий различного состава из нескольких металлов с градиентами каких-либо свойств), изделий на основе многокомпонентных металлизированных материалов слишком широк и определяется требованиями к полупродукту или конечному продукту. Их свойства могут направленно моделироваться, что подчеркивает универсальность заявляемого способа. Таким образом, изобретение может быть применено для решения целого ряда научно-технических и практических задач, создания большого набора материалов и изделий на их основе, создания различных покрытий. Идеальное воспроизведение рельефа подложки материалов покрытия позволяет использовать полученные композиционные порошки для получения сложных сплавов методом диффузионного насыщения одних металлов другими. Примером такого сплава может служить сплав титана с 30% молибдена, получаемый только диффузионными методами. Высокая поверхность контакта молибденового покрытия с поверхностью титановых частиц позволяет при запекании изделий получать гомогенный состав с максимальным разбросом до 0,4%, что обеспечивает высокую коррозионную стойкость сплава в 5% в растворе H2SO4 при 1000°С, скорость коррозии 0,01 мг/м3·с, значительную прочность выше 1160 МПа и пластичность – 85% относительное удлинение. Гомогенность состава достигается и в процессе плазменного напыления порошков. Так продолжительность работы крыльчатки центробежного насоса с титано-молибденовым покрытием увеличивается в 5-6 раз без заметного износа покрытия, перекачивалась пульпа, содержащая 20-50% H2SO4 с температурой 90°С. Молибденовое покрытие на порошкообразных материалах атомной энергетики позволило получать изделия с повышенной устойчивостью в воде и повышенной теплопроводностью – в 2-3,5 раза выше по сравнению с изделиями, полученными из смеси порошков. Металлизированные алмазы повышают стойкость изготовленного из них абразивного инструмента. Работоспособность бурового инструмента увеличивается на 20% при снижении расхода алмазов на 25%; работоспособность шлифовальных кругов увеличивается на 20-25%. Изменяя температуру и концентрацию реагента можно формировать блестящие или матовые покрытия с повышенной шероховатостью, что важно при закреплении металлизированных абразивных зерен в матрице. Металлопокрытие также может быть выполнено в виде плотной оболочки материалов ядерной энергетики для задерживания образующихся в результате ядерного распада различных газов, продуктов распада, что увеличивает срок службы тепловыделяющих элементов. Процесс может быть использован для металлизации внутренних труднодоступных поверхностей, а также для заполнения металлом покрытия дефектов подложки, которые после термообработки «завариваются» металлом покрытия. Сочетание металлизации с последующей диффузионной термообработкой может быть использовано для сваривания близко прилегающих поверхностей, в особенности на труднодоступных участках. Все покрытия были созданы в лабораторных условиях на установке АУППМ МИСИС в ООО «Рус-Атлант» (Москва) и ООО «Моналит» (Москва) [3, с.184]. Примеры металлопокрытий с повышенной адгезией к подложке приведены ниже: Пример 1. Молибденовое покрытие толщиной 3 мкм, созданное на частицах порошка моноалюмината никеля размером от 8 до 12 мкм путем разложения гексакарбонила молибдена в среде аргона в условиях термоциклирования подложки в градиенте температур от 130°С до 350°С в течение 4 часов. Покрытие плотное ровное, воспроизводящее рельеф подложки. Адгезия между подложкой и сформированным покрытием составила 10,5 МПа. Покрытие использовано при создании жаропрочного материала с ячеистой структурой. Пример 2. Молибденовое покрытие толщиной 2,5 мкм, созданное на частицах порошка оксида европия размером от 10 мкм до 50 мкм путем разложения гексакарбонила молибдена в среде смеси аргона и водорода составом 70 и 30 об.% соответственно в условиях термоциклирования подложки в градиенте температур от 130°С до 350°С в течение 5 часов. Покрытие плотное ровное, воспроизводящее рельеф подложки. Адгезия между подложкой и сформированным покрытием составила 14,0 МПа. Покрытие использовано для получения материалов для атомной энергетики. Пример 3. Никелевое покрытие толщиной 9 мкм на керамических изделиях (образцы оксида циркония ZrO2) размером 10×20×30 мм, созданное путем разложения тетракарбонила никеля в атмосфере монооксида углерода в двухзонном реакторе, в котором поддерживалась температура зоны сорбции 70°С, а зоны реагирования – 220°С, с механическим перемещением изделий из одной термической зоны в другую и обратно. Время формирования покрытия составило 8 часов, адгезия покрытия к подложке составила 15,4 МПа. Образованное покрытие – плотное, блестящее, по границе контакта покрытие-подложка идеально воспроизводит рельеф подложки. Покрытие использовано электротехнике. Пример 4. Аналогично Примеру 3, отличающееся тем, что покрытие формировалось на подложке, склонной к газовыделению, при этом шероховатость керамических изделий (глубина царапин, трещин, сколов и других макродефектов) составляла от 10 до 100 мкм, а шероховатость образованного покрытия – от 0,1 мкм до 2 мкм, что иллюстрирует эффект «самозалечивания» дефектов и образование ровного бездефектного покрытия. Временная пауза для диффузии в дефекты подложки составляла 15 минут. В результате газовыделения паров воды из подложки образуется кратер (см. Фиг.1(а)), фрагмент его боковой поверхности показан на Фиг.1(б). На Фиг.2 представлен вид этого же кратера на конечном этапе «зарастания» металлом покрытия. На Фиг.1 показан образовавшийся в результате газовыделения из подложки кратер (а) и фрагмент его боковой поверхности (б). На Фиг.2 показан внешний вид кратера (а) и фрагмент его боковой поверхности (б) на конечном этапе зарастания материалом покрытия. Пример 5. Никелевое покрытие толщиной 9 мкм на метизах с резьбой от M1 до М6 длиной от 5 до 30 мм, с адгезией к подложке 24,3 МПа. Условия формирования покрытия аналогичны условиям Примера 3. После металлизации изделия подвергались термическому отжигу в течение 30 минут в том же реакторе, в той же атмосфере при температуре 800°С. В результате сформировался диффузионный слой на границе покрытие -подложка толщиной 5 мкм. Наблюдалось залечивание макродефектов подложки, заполнение их материалом покрытия на глубину 140 мкм, продолжительность временной паузы составляла 24 минуты. Покрытие использовано в качестве антикоррозионного защитного слоя. Пример 6. Металлопокрытие из молибдена, полученное разложением гексакарбонила молибдена в условиях, аналогичным условиям Примера 1, отличающееся тем, что в качестве добавки концентрацией 1 об.% в газ-носитель использован кислород. Затем по окончании формирования покрытия проводили его термический отжиг в атмосфере водорода при температуре 890°С, продолжительность 30 минут. По сравнению с примером 1 наблюдалось изменение состава покрытия в сторону снижения содержания углерода с 3% до 0,1% по отношению к массе покрытия. Покрытие использовано при создании термостойких материалов с ячеистой структурой. Пример 7. Металлопокрытие из вольфрама толщиной 20 мкм на штабиках оксида европия, полученное разложением гексакарбонила вольфрама в двухзонном реакторе, в котором поддерживалась температура зоны сорбции 140°С, а зоны реагирования – 450°С с механическим перемещением изделий из одной термической зоны в другую и обратно с помощью кольцевого устройства, в токе водорода в течение 10 часов. Адгезия покрытия к подложке составила 12 МПа. Покрытие использовано в качестве материала, применяющегося в атомной энергетике. Пример 8. Металлопокрытие из никеля и вольфрама (состав – 30 мас.% доля никеля и 70 мас.% доля вольфрама) на изделиях из титана, полученное разложением паров соответствующих карбонилов этих металлов в атмосфере монооксида углерода в двухзонном реакторе, в котором поддерживалась температура зоны сорбции 70°С, а зоны реагирования – 450°С с цикличным механическим перемещением из одной термической зоны в другую и обратно, продолжительностью 10 часов. Образованное покрытие имело толщину 8 мкм, адгезия к подложке составила 10 МПа. Полученные изделия с покрытием использованы в качестве материала с памятью формы (обратимой деформацией). Пример 9. Аналогично Примеру 8, никель-вольфрамовое покрытие выполнено с градиентом концентрации металлов по толщине (со стороны подложки покрытие обогащено никелем – 70% никеля и 30% молибдена, а с внешней стороны обогащено молибденом – 70% молибдена и 30% никеля). Пример 10. Молибденовое покрытие толщиной 3,0 мкм получено на зернах искусственного алмаза марки АС20 зернистостью от 40 мкм до 800 мкм путем разложения гексакарбонила молибдена в среде смеси аргона и водорода составом 70 и 30 об.% в условиях термоциклирования подложки (алмазного порошка) в градиенте температур от 105°С до 370°С в течение 4 часов в псевдоожиженном слое на установке АУППМ МИСИС, который обеспечивался выбором скорости подачи газа-носителя паров карбонила молибдена для каждого размера частиц порошка при заданных соотношениях диаметра и высоты реактора. Образованное покрытие плотное, ровное, воспроизводящее рельеф подложки. Адгезия между подложкой и сформированным покрытием составила 10,0 МПа. Покрытие использовано для получения металлизированных зерен алмаза, которые затем спекаются в вакууме по технологии вакуумно-диффузионной сварки в алмазно-абразивный инструмент». Пример 11. Металлопокрытия, полученные в условиях Примеров 1, 3 и 7, имели состав покрытий, отраженный в таблице.
Пример 12. Молибден-ванадиевое металлопокрытие (состав – 10 мас.% доля ванадия и 90 мас.% молибдена на хромомарганцевых деталях узлов аппаратов химической промышленности для обеспечения повышенной термической и коррозионной стойкости, полученное разложением паров соответствующих карбонилов этих металлов в среде аргона в двухзонном реакторе, в котором поддерживалась температура зоны сорбции 45°С, а зоны реагирования – 300-700°С, с медленным цикличным механическим перемещением из одной термической зоны в другую и обратно, продолжительностью 12 часов. Образованное покрытие имело толщину 5 мкм, адгезия к подложке составила 19 МПа. После отжига изделий в вакууме при 1000°С в течение 1 часа адгезия покрытия составила 21 МПа. Пример 13. Хромомарганцевое металлопокрытие (состав – 15 мас.% доля марганца и 85 мас.% доля хрома) на соединительных элементах (коленах, переходах) из низколегированных сталей, полученное разложением паров соответствующих карбонилов этих металлов в вакууме в двухзонном реакторе, в котором поддерживалась температура зоны сорбции 55°С, а зоны реагирования – 150°С с цикличным механическим перемещением из одной термической зоны в другую и обратно, продолжительностью 5 часов. Образованное покрытие имело толщину 11 мкм, адгезия к подложке составила 16,3 МПа. После отжига изделий в среде азота при 730°С в течение 2,5 часов адгезия покрытий составила 18,6 МПа. Полученные изделия нашли применение в качестве соединительной арматуры в добывающей промышленности для откачки подземных вод, поскольку образованные покрытия показали высокую стойкость к кавитации, 20 коррозии и абразивному износу. Источники информации 1. Pierson, H.O. – Handbook of Chemical Vapor Deposition – Principles, Technology and Applications (2nd Edition) William Andrew Publishing/Noyes, 1999. 2. Mattox, D.M. – Handbook of Physical Vapor Deposition (PVD) Processing William Andrew Publishing/Noyes, 1998. 3. А.Г.Ермилов, «Металлизация термоциклированием», Саранск, тип.«Красный октябрь», 2006. 4. Pocius A.V. – Adhesion Science and Engineering – Mechanics of Adhesion, Ed. by D.A.Dillard, Elsevier – 2002. 5. Справочник по конструкционным материалам. / Под ред. Б.Н.Арзамасова, Т.В.Соловьевой. М.: Изд-во МГТУ им. Н.Э.Баумана, 2005. 6. Heat Treatment: Principles and Techniques. By T.V.Rajan, C.P.Sharma, Ashok К Sharma, Prentice-Hall of India, 2004. 7. Ермилов А.Г., Сафонов В.В., Нестеров Н.В. – Пат.RU 8. Найдич Ю.В., Колесниченко Г.А. Взаимодействие металлических расплавов с поверхностью алмаза и графита. – Киев: Наукова Думка, 1967.
Формула изобретения
1. Способ получения металлопокрытия, адгезия к материалу подложки которого составляет более 10 и до 18,6 МПа и характеризующегося содержанием в составе покрытия металлов, углерода и кислорода, химическим осаждением металлов при разложении карбонилов металлов, сорбированных на подложку из газовой фазы, в реакторе с принудительным цикличным перемещением подложки из зоны сорбции реагента в зону его разложения и обратно путем псевдоожижения, механического или вибрационного перемешивания. 2. Способ по п.1, отличающийся тем, что материал покрытия диффузно связывают с подложкой покрытия за счет последующего диффузионного отжига сформированного покрытия. 3. Металлопокрытие, адгезия к материалу подложки которого составляет более 10 и до 18,6 МПа, полученное способом по п.1. 4. Металлопокрытие по п.3, отличающееся тем, что массовая доля углерода в металлопокрытии составляет от 0,01 до 80%, а массовая доля кислорода – не более 30%. 5. Металлопокрытие по п.3 или 4, отличающееся тем, что в качестве металла покрытия использованы элементы VБ, VIБ, VIIБ и VIIIБ групп Периодической таблицы элементов, способные к образованию карбонилов любого стехиометрического состава. 6. Металлопокрытие по п.3 или 4, отличающееся тем, что межатомное расстояние между атомами в кристаллической решетке металлов покрытия более чем на 0,8% больше по сравнению с межатомными расстояниями между атомами в решетках покрытий, образованных на основе аналогичного состава покрытия, полученного в изотермических условиях. 7. Металлопокрытие по п.3 или 4, отличающееся тем, что его плотность выше плотности любого гальванического металлопокрытия при одинаковой толщине сравниваемых покрытий и одинаковой подложке. 8. Металлопокрытие по п.3 или 4, отличающееся чередованием слоев с различными металлами и/или фазовым разделением металлов и их соединений с углеродом или кислородом. 9. Металлопокрытие по п.3 или 4, отличающееся тем, что в состав покрытия входят добавки серы, и/или селена, и/или кремния, и/или азота, и/или фосфора, и/или мышьяка, и/или сурьмы, и/или бора, и/или бериллия, и/или одного или нескольких галогенов: фтора, хлора, брома, йода.
РИСУНКИ
|
||||||||||||||||||||||||||
 2192504 от 10.11.2002.
2192504 от 10.11.2002. rphys. und Werkstoffarsch. 1986,
rphys. und Werkstoffarsch. 1986,