Патент на изобретение №2357838
|
||||||||||||||||||||||||||
(54) РЕЖУЩАЯ ПЛАСТИНА
(57) Реферат:
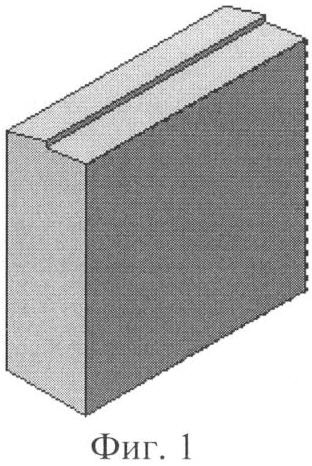
Режущая пластина квадратной формы, на рабочей части которой выполнены два расположенных друг за другом режущих клина, расстояние между клиньями составляет 1,98 мм. Технический результат: повышение производительности обработки и снижение шероховатости обработанной поверхности. 3 ил
Изобретение относится к области машиностроения, а именно к обработке цилиндрическими фрезами. Известна сменная неперетачиваемая цельная режущая пластина квадратной формы SNUN 05 Т3 08 F/T [1]. Недостатком данной пластины является достаточно высокая шероховатость обработанной поверхности, а это ведет к удорожанию процесса обработки из-за ввода дополнительной финишной операции, что, в свою очередь, приводит к увеличению общего времени обработки. Задача, на решение которой направлено изобретение, состоит в снижении шероховатости обработанной поверхности за счет геометрии режущей части пластины, увеличения скорости инструмента, уменьшении числа проходов и общего времени на обработку. Это достигается тем, что в режущей пластине квадратной формы в отличие от прототипа на рабочей части пластины выполнены два расположенных друг за другом режущих клина, расстояние между вершинами которых составляет 1,98 мм. Сущность изобретения поясняется чертежами: на фиг.1 представлена трехмерная модель режущей пластины квадратной формы, на фиг.2 – разрез А-А, на фиг.3 – вид по Б. Режущая пластина квадратной формы состоит из основания 1, на одной из режущих кромок которого выполнен первый режущий клин 2, для которого: передний угол равен 0°, задний угол равен 8°; и второй режущий клин 3, для которого: передний угол равен 0°, задний угол равен 16°. Устройство работает следующим образом: режущую пластину квадратной формы устанавливают в корпус цилиндрической фрезы и фиксируют с помощью механического крепления. Собранную фрезу устанавливают на плоскошлифовальный станок мод. 3Е711ВФ. Производят обработку плоской заготовки шириной 40 мм и длинной 250 мм. Обрабатываемый материал – сталь 40Х с пределом прочности Инструмент установлен на плоскошлифовальный станок, зафиксирован прижимом и отбалансирован. Рабочий диаметр инструмента D=250 мм, ширина инструмента 40 мм, глубина резания t=0,5 мм, скорость инструмента Vинс=25 м/с, скорость заготовки Vз=4 м/мин. Штучное время на обработку составляет 0,7 мин. При данных режимах резания шероховатость обработанной поверхности при однопроходной обработке составляет Ra=0,43 мкм, что в 1,5-2 раза ниже, чем при классическом шлифовании кругом ПП 250×25×76 25А40НС16К6. Таким образом, предлагаемая режущая пластина квадратной формы обеспечивает снижение шероховатости обработанной поверхности в 1,5-2 раза, позволяет сократить число проходов, общее время обработки и увеличить скорость инструмента. Источники информации 1. Обработка металлов резанием: Справочник технолога [Текст] / А.А. Панов, В.В. Аникин, Н.Г. Бойм и др.; Под общ. ред. А.А. Панова. 2-е изд., перераб. и доп. – М.: Машиностроение, 2004. – 784 с.: ил. – ISBN 5-94275-049-1.
Формула изобретения
Режущая пластина квадратной формы, отличающаяся тем, что на рабочей части пластины выполнены два расположенных друг за другом режущих клина, расстояние между которыми составляет 1,98 мм.
РИСУНКИ
|
||||||||||||||||||||||||||
 в=700 МН/м2; заготовка – поковка.
в=700 МН/м2; заготовка – поковка.