Патент на изобретение №2356967
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(54) ФЛЮС ДЛЯ ЗАЩИТНОГО ПОКРЫТИЯ РАСПЛАВА ЛАТУНИ
(57) Реферат:
Изобретение относится к области металлургии и может быть использовано при защите расплава латуни в кристаллизаторе машины непрерывного литья. Флюс содержит фритту фтористой силикатной эмали 20-25% и октаборат натрия остальное. Технический результат заключается в устранении дефектов, возникающих при непрерывном литье сложнолегированных латуней. 1 табл., 3 ил.
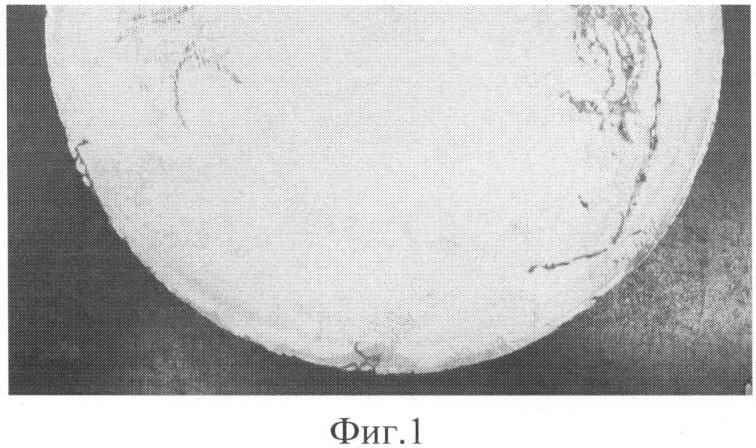
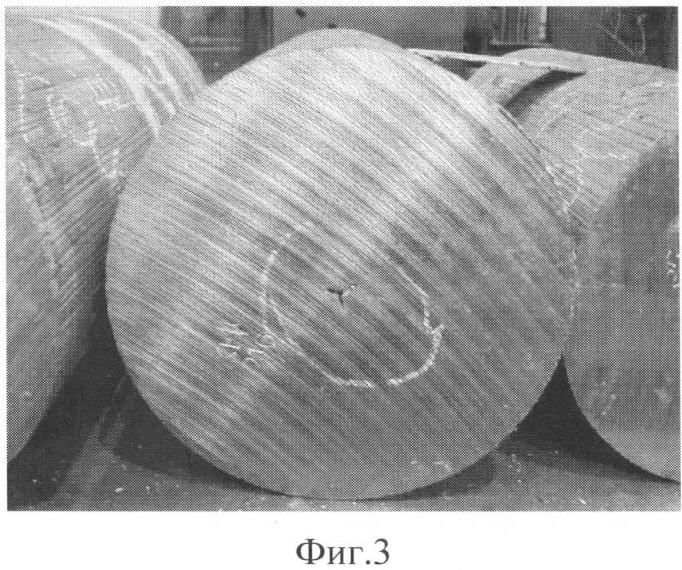
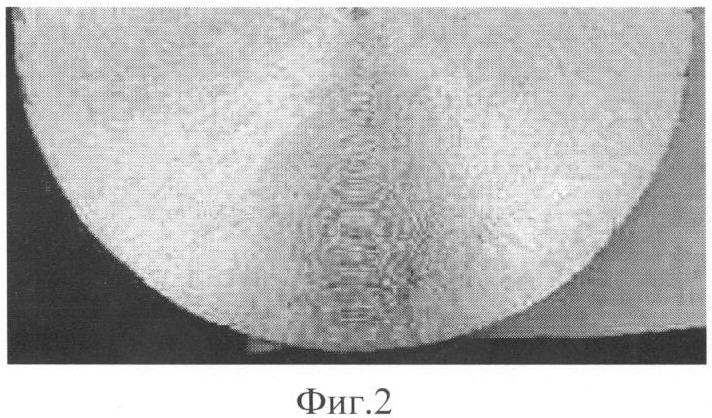
Предлагаемый объект относится к области металлургии и может быть применен при защите расплава латуни в кристаллизаторе машины непрерывного литья. Сплавы тяжелых цветных металлов обладают большим разнообразием свойств в состоянии расплава. Это обуславливает дифференцированный подход к выбору флюсов для плавки, а также разливки этих материалов. По мере усложнения химического состава медных сплавов все более сложным являлся вопрос выбора подходящих составов для защиты расплавов от окисления и газонасыщения. Еще более сложным вопросом является разработка составов флюсов, используемых для тех же целей не в пространстве печи, а в кристаллизаторах машин непрерывной разливки. В этом случае кроме защитных функций состав флюса должен обладать дополнительным комплексом физических и технологических свойств: необходимым уровнем теплопроводности, адгезионными и антифрикционными характеристиками. Особенно сложной проблемой является подбор материала флюса для разливки латуней, поскольку входящий в их состав цинк находится выше температуры не только плавления, но и кипения. Именно поэтому в дальнейшем обзоре будут проанализированы исключительно флюсы, применяемые для обработки расплавов латуней. А.с. СССР Японская корпорация MITSUBISHI MATERIALS CORPORATION получила патент Японии Фирмой ПРОМЭКОМЕТ в описании к патенту РФ Фирмой “ФИНАО” в описании к способу и устройству совмещенного непрерывного литья и прокатки медных сплавов по патенту РФ Уральскому политехническому институту и Ревдинскому заводу по обработке цветных металлов выдано а.с. СССР В 2005 г. патентом Украины Американская корпорация OLIN CORPORATION получила патент США Наиболее близким по технической сущности и наличию совпадающих признаков является состав флюса, приведенный в книге [8, с.647]. Флюс для защитного покрытия расплава латуни содержит октаборат натрия. Промышленные эксперименты показали, что качество слитков из двойных латуней, отливаемых с применением этого состава флюса, оказывается удовлетворительным. Но применение такого флюса при непрерывном литье заготовок из сложнолегированных латуней, содержащих легкоокисляемые компоненты (марганец, алюминий, железо, кремний) приводило к появлению таких дефектов, как крупные засоры (наружные и внутренние), наплывы, неслитины, а также внутренние трещины. Технической задачей настоящего изобретения является устранение дефектов, возникающих при непрерывном литье сложнолегированных латуней. Флюс для защитного покрытия расплава латуни содержит октаборат натрия и отличается тем, что он дополнительно содержит фритту фтористой силикатной эмали при следующем соотношении компонентов: фритта фтористой силикатной эмали – 20-25%; октаборат натрия – остальное. По терминологии ГОСТ 24405 [9] фритта силикатной эмали представляет собой стекловидный продукт, полученный в процессе гранулирования сплавленной шихты, содержащей в основе оксиды кремния, бора, натрия, алюминия и др. Таким образом, фритта представляет собой не просто набор шихтовых материалов, а продукт, полученный за счет их термической обработки. Кроме того, фритта представляет собой гранулированный материал, что отличает ее от покрытия и делает удобным смешивание ее с другими компонентами. Набор оксидов, входящих в состав фритты фтористой силикатной эмали, в сочетании с необходимым количеством октабората натрия оказывается подходящим для создания необходимого комплекса свойств флюса, применяемого в кристаллизаторе при непрерывном литье заготовок из сложнолегированной латуни. Фритта фтористой силикатной эмали отличается от других фритт тем, что содержит от 1 до 6% фтора. Фтор образует соединения с компонентами эмали, повышающие жидкотекучесть расплава флюса. Последнее обстоятельство позволяет подобрать необходимую вязкость флюса при температурах литья, обеспечивающую его затекание в зазор между стенкой кристаллизатора и кристаллизующимся сплавом. Благодаря такому воздействию снижется адгезия отливаемого материала по отношению к материалу стенки кристаллизатора, достигается снижение внутренних напряжений, отсутствие трещин и засоров. На фиг.1 показаны крупные поверхностные и внутренние засоры в слитке, отлитом с применением флюса по прототипу (половина темплета). На фиг.2 показана половина поперечного темплета слитка, отлитого с применением флюса по предлагаемому техническому решению. На фиг.3 показаны трещины в слитке, отлитом с применением флюса с содержанием фритты за пределами заявленного диапазона. Пример 1 (по прототипу). Выплавляли латунь ЛМцАЖКС следующего химического состава (мас.%): медь 70,45; алюминий 5,44; железо 1,79; марганец 6,80; свинец 0,86; кремний 2,09; цинк – остальное, при содержании примесей не более 0,3. В условиях полунепрерывной разливки слитка диаметром 215 мм при температуре 1170°С в кристаллизатор вводили октаборат натрия при условии закрытия зеркала расплава. После разливки оценивали качество слитка по следующим параметрам: состояние поверхности, наличие внутренних засоров, длина внутренних трещин. Результаты опыта Пример 2. В опыте
Добавка фритты в количестве 10% (опыт Пример 3 (по предлагаемому объекту). В опытах Пример 4. В опыте В связи с этим установили, что для получения приемлемого качества слитка интервал содержания фритты фтористой силикатной эмали в составе флюса составляет 20-25%. Технический результат от применения заявляемого объекта заключается в устранении дефектов, возникающих при непрерывном литье сложнолегированных латуней. Литература 1. А.с. СССР 2. Патент Японии 3. Патент РФ 4. Патент РФ 5. Патент СССР 6. Патент Украины 7. Патент США 8. Специальные способы литья: Справочник. / Под ред. В.А.Ефимова. М.: Машиностроение. 1991. 9. ГОСТ 24405-80. Эмали силикатные (фритты). Группа У 13.
Формула изобретения
Флюс для защитного покрытия расплава латуни, содержащий октаборат натрия, отличающийся тем, что он дополнительно содержит фритту фтористой силикатной эмали при следующем соотношении компонентов, %:
РИСУНКИ
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 897876[1] защищен состав покровно-рафинирующего флюса для меди и ее сплавов. В состав флюса входит фтористый натрий 3-15% и хлористый натрий – остальное. Флюс предназначен для использования в отражательной печи и не может быть использован в кристаллизаторах, поскольку его компоненты не обладают антифрикционной способностью.
897876[1] защищен состав покровно-рафинирующего флюса для меди и ее сплавов. В состав флюса входит фтористый натрий 3-15% и хлористый натрий – остальное. Флюс предназначен для использования в отражательной печи и не может быть использован в кристаллизаторах, поскольку его компоненты не обладают антифрикционной способностью.