|
|
(21), (22) Заявка: 2007122537/02, 15.06.2007
(24) Дата начала отсчета срока действия патента:
15.06.2007
(43) Дата публикации заявки: 20.12.2008
(46) Опубликовано: 20.05.2009
(56) Список документов, цитированных в отчете о
поиске:
RU 2262401 C1, 20.10.2005. RU 2094141 C1, 27.10.1997. RU 2048219 C1, 20.11.1995. JP 09-228013 A, 02.09.1997. JP 02-137604 A, 25.05.1990. GB 2158373 A, 13.11.1985.
Адрес для переписки:
624760, Свердловская обл., г. Верхняя Салда, ул. Парковая, 1, ОАО “Корпорация ВСМПО-АВИСМА”, Патентный отдел
|
(72) Автор(ы):
Смирнов Владимир Григорьевич (RU),
Моршинина Евгения Анатольевна (RU),
Калинин Владимир Сергеевич (RU),
Крохин Борис Глебович (RU)
(73) Патентообладатель(и):
ОАО “Корпорация ВСМПО-АВИСМА” (RU)
|
(54) СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНЫХ ТРУБ ИЗ АЛЬФА- И ПСЕВДО-АЛЬФА- ТИТАНОВЫХ СПЛАВОВ
(57) Реферат:
Изобретение относится к трубному производству и может применяться при изготовлении бесшовных труб из  – и псевдо--титановых сплавов. Слиток куют в заготовку за несколько переходов с чередованием – и псевдо--титановых сплавов. Слиток куют в заготовку за несколько переходов с чередованием  и (+)-области, причем последний переход – в (+)-области. В заготовке формируют центральное отверстие и нагревают заготовку до 650-800°С со скоростью 50÷70°С/мин, далее со скоростью 20÷30°С/мин до температуры прессования. Прессование трубной заготовки производят с вытяжкой 2-7. Затем трубную заготовку нагревают до температуры раскатки со скоростью 50÷70°С/мин и осуществляют раскатку с вытяжкой 2-3. Способ позволяет сформировать микроструктуру, обеспечивающую высокие технологические и эксплуатационные свойства изделий. 3 табл., 2 ил. и (+)-области, причем последний переход – в (+)-области. В заготовке формируют центральное отверстие и нагревают заготовку до 650-800°С со скоростью 50÷70°С/мин, далее со скоростью 20÷30°С/мин до температуры прессования. Прессование трубной заготовки производят с вытяжкой 2-7. Затем трубную заготовку нагревают до температуры раскатки со скоростью 50÷70°С/мин и осуществляют раскатку с вытяжкой 2-3. Способ позволяет сформировать микроструктуру, обеспечивающую высокие технологические и эксплуатационные свойства изделий. 3 табл., 2 ил.
Изобретение относится к трубному производству и может применяться при изготовлении бесшовных труб из – и псевдо--титановых сплавов. Изобретение может быть использовано для изготовления изделий, предназначенных для эксплуатации в различных областях промышленности, в том числе авиакосмической.
Особенностью производства труб из сплавов на основе титана является то, что заготовкой для их производства являются слитки, полученные методом вакуумной дуговой плавки, при которой процессы плавления, литья и затвердевания соединены воедино и раздельное регулирование их практически невозможно. Происходит значительный перегрев расплава, и образуется крупнозернистая структура слитков, имеющая значительную неоднородность по сечению и крупнозернистую микроструктуру. При сохранении данной структуры металла изделиям, изготовленным из него, будут присущи невысокие эксплуатационные свойства.
Для повышения технологических и эксплуатационных свойств необходимо формирование в них мелкозернистой (размер зерен фаз не более 150-200 мкм) микроструктуры. Кроме того, достижение в полуфабрикатах структурно-однородного состояния особенно важно для оценки качества труб методами ультразвукового контроля, который широко применяется при их контроле. При высокооднородной и мелкозернистой структуре титанового сплава значительно снижается уровень акустических шумов, увеличивается предельная чувствительность метода, ограниченная этими шумами, и материал становится более “прозрачным”, т.е. имеющим минимальный уровень структурных помех, что создает возможность обнаружения дефектов минимального размера. Это предполагает продление ресурса работы изделий и, следовательно, снижение стоимости машин и агрегатов за счет эксплуатации изделий с дефектами допустимого размера.
Известен способ производства горячекатаных труб из титановых – и (+)-сплавов, включающий ковку слитка в пруток за несколько переходов в – и (+)-области, резку заготовок на краты, изготовление шашек под прессование, сверление осевого отверстия и механическую обточку боковой поверхности, нагрев биллета выше или ниже температуры полиморфного превращения и прессование полой трубной заготовки (патент РФ  2127160, МПК В21В 23/00, В21В 3/00, публ. 1999.03.10.) – аналог. 2127160, МПК В21В 23/00, В21В 3/00, публ. 1999.03.10.) – аналог.
Данный способ используется для изготовления трубных заготовок.
Известен способ производства горячекатаных труб из – и (+)-сплавов на основе титана, включающий ковку слитка в заготовку с последующей механической обработкой, получение центрального отверстия, прокатку на пилигримовом стане и механическую обработку, при этом ковку при каждом переходе начинают производить при температуре в -области, или – и (+)-области, а по мере охлаждения заготовки заканчивают в (+)-области с уковом не менее 20%. Сквозную прошивку сплошной заготовки осуществляют при температуре -области, а перед прокаткой на пилигримовом стане прошитую заготовку охлаждают до температуры на 30÷100°С ниже Тпп. Прокатку ведут со скоростью деформации
от 3·10-3 с-1 до 102 с-1 (патент РФ 2262401, МПК В21В 3/00, публ. 2005.10.20) – прототип. Изобретение обеспечивает формирование в трубах мелкозернистой микроструктуры с высокой степенью однородности.
Недостатками известного способа являются невозможность получения микроструктуры металла с величиной зерен менее 150-200 мкм, а также ограниченные возможности пилигримовых станов, не позволяющие производить трубы диаметром менее 270 м.
Целью данного изобретения является:
– создание способа получения труб из – и псевдо--титановых сплавов, с мелкозернистой (размер зерен не более 50-100 мкм) микроструктурой;
– достижение структурно-однородного состояния в готовом изделии, обеспечивающего “прозрачность” для ультразвукового контроля качества полуфабрикатов и изделий;
– расширение технологических возможностей станов поперечно-винтовой прокатки.
Техническим результатом, достигаемым при осуществлении изобретения, является создание технологии, при которой совмещаются операции по формированию геометрических размеров труб из – и псевдо--титановых сплавов, в т.ч. диаметром менее 270 мм на поперечно-винтовых станах с процессами формирования регламентированной микроструктуры, обеспечивающей высокие технологические и эксплуатационные свойства изделий.
Указанный технический результат достигается тем, что в предлагаемом способе изготовления горячекатаных труб из – и псевдо--титановых сплавов, включающем ковку слитка в заготовку за несколько переходов с чередованием , (+)-области, причем последний переход куют в (+)-области, получение центрального отверстия в заготовке, нагрев заготовки с центральным отверстием, прессование трубной заготовки, нагрев трубной заготовки под раскатку, раскатку на стане и механическую обработку, нагрев заготовки с центральным отверстием производят до температуры 650-800°С со скоростью, равной 50÷70°С/мин, далее со скоростью 20÷30°С/мин до температуры прессования, определяемой по формуле (1):

где Тпрессования – температура прессования;
ТПП – температура полиморфного превращения сплава, °С;
 s – сопротивление деформации с учетом скорости деформации и температуры деформации, МПа; s – сопротивление деформации с учетом скорости деформации и температуры деформации, МПа;
с – удельная теплоемкость сплава, кДж/кг·К;
 – плотность материала сплава, кг/м3; – плотность материала сплава, кг/м3;
µ – величина вытяжки,
прессование трубной заготовки производят с вытяжкой 2-7,
нагрев трубной заготовки под прокатку осуществляют со скоростью нагрева, равной 50÷70°С/мин, до температуры, определяемой по формуле (2):

Траскатки – температура раскатки,
прокатку осуществляют с вытяжкой 2-3.
Сущность заявленного способа заключается в следующем.
Ковку слитка осуществляют за несколько переходов с чередованием ковки в и (+)-области. Ковкой в -области уменьшаем размер зерна. При последующей ковке с нагревом металла в (+)-области зерно измельчается.
Окончательная ковка в (+)-области позволяет упрочнить металл в процессе деформационного наклепа за счет увеличения плотности дислокаций.
В процессе нагрева такого металла до температуры (+)-области (650-800°С) со скоростью 50÷70°С/мин, а затем более медленный нагрев со скоростью 20÷30°C/мин до температуры прессования Тпрессования, определяемой из формулы (1), начинается первичная рекристаллизация из большого количества центров за счет повышенной внутренней энергии, накопленной металлом при деформации. Регламентированный нагрев позволяет измельчить и выровнять размер зерна по сечению заготовки. При прессовании с вытяжкой µ=2÷7 происходит формирование измельченно-вытянутого зерна, при этом не происходит начала вторичной рекристаллизации. Этим мы подготавливаем структуру перед нагревом под раскатку.
Быстрый (скоростной) нагрев со скоростью 50÷70°С/мин до температуры раскатки Траскатки, рассчитываемой по формуле (2), и последующая прокатка с вытяжкой не менее 2 для обеспечения необходимой степени деформации, но не более 3, во избежание деформационного перегрева и «раздутия» трубы, обеспечивает получение мелкого, рекристаллизованного зерна, образуемого из удлиненных зерен. Как результат, формируются макрозерна размером не более 2-го балла. Нагрев трубной заготовки со скоростью менее  =50÷70°С/мин приводит к образованию участков крупного зерна. При более высокой скорости нагрева не обеспечивается равномерность температурного поля и требуется наличие специального технологического оборудования. =50÷70°С/мин приводит к образованию участков крупного зерна. При более высокой скорости нагрева не обеспечивается равномерность температурного поля и требуется наличие специального технологического оборудования.
Примеры конкретного выполнения.
Пример 1 (-титановый сплав). Слиток  740 мм из сплава Gr2 за несколько переходов с чередованием – и (+)-области отковали в пруток 285 мм, причем последний переход осуществляли в (+)-области. Из кованого, механически обработанного прутка 280 мм изготовили шашку размерами 275 мм×50 мм×112,5 мм для дальнейшего прессования на прессе 3150 т.с. Температуру нагрева под прессование Тпрессования определяли по формуле (1): 740 мм из сплава Gr2 за несколько переходов с чередованием – и (+)-области отковали в пруток 285 мм, причем последний переход осуществляли в (+)-области. Из кованого, механически обработанного прутка 280 мм изготовили шашку размерами 275 мм×50 мм×112,5 мм для дальнейшего прессования на прессе 3150 т.с. Температуру нагрева под прессование Тпрессования определяли по формуле (1):

Заготовку нагревали со скоростью 50-60°С/мин до температуры Т=700°С, далее со скоростью 20-30°С/мин до Тпрессования и выдержкой 30 минут при данной температуре. Прессование трубной заготовки производили с вытяжкой, равной 4,51.
Полученную трубную заготовку 133×45×44 мм нагревали под раскатку до температуры, определяемой по формуле (2):

со скоростью 70°С/мин, далее выдержка 10 минут при данной температуре, затем осуществляли раскатку трубы на поперечно-винтовом стане со степенью вытяжки, равной 4,51.
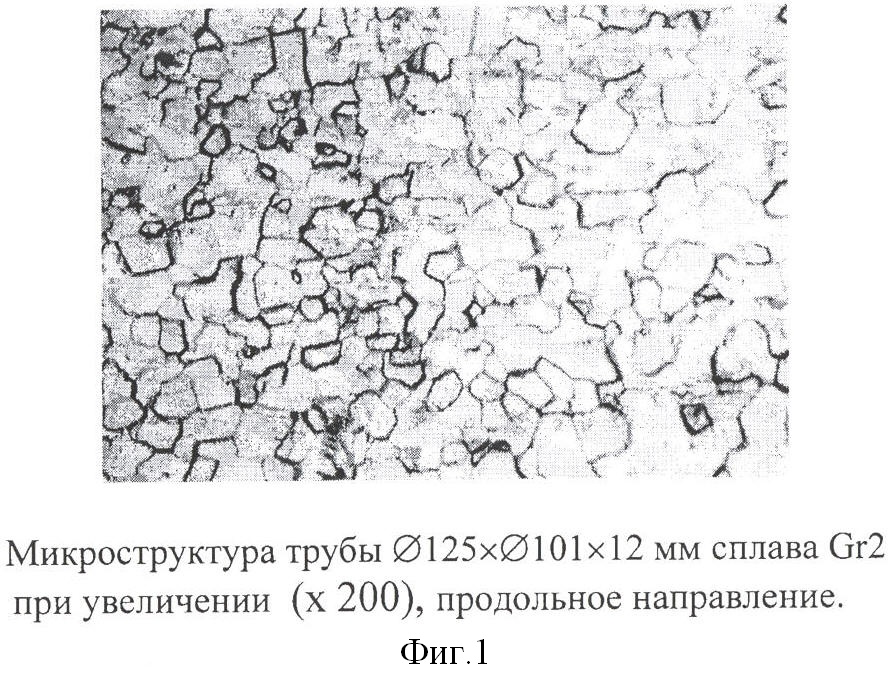
Далее трубы механически обрабатывали на готовый размер 125 мм×101 мм×12 мм и подвергали ультразвуковому контролю.
Трубы из сплава Gr2 размером 125 мм×101 мм×12 мм, изготовленные по предложенному способу, обладают механическими свойствами, приведенными в табл.1 и 2. Макроструктура приведена на фиг.1.
| Таблица 1 |
| образца |
Механические свойства труб размером 125×101×12 мм, сплав Gr2 |
| В, МПа |
0,2, МПа |
 , % , % |
 , % , % |
| 1 |
493 |
370 |
33,3 |
64,6 |
| 2 |
489 |
387 |
32,1 |
61,3 |
| 3 |
490 |
381 |
34,6 |
65,7 |
| 4 |
488 |
375 |
35,8 |
64,6 |
| Требование ASTM B861 |
 345 345 |
275-450 |
20 |
– |
| Таблица 2 |
| образца |
Результаты испытаний на ударную вязкость, KCU, кгс·м/см2 |
| 1 |
15,7 |
| 2 |
17,5 |
| 3 |
17,0 |
| 4 |
16,6 |
Пример 2.
Пример для псевдо--титановых сплавов (сплав ОТ4).
Слиток 740 мм куют в пруток 280 мм с окончанием ковки в (+)-области, механически обрабатывают на 275 мм. Изготавливают шашку под прессование 275×50×225 мм.
Для данного слитка температура полиморфного превращения Тпп=950°С.
Заготовку с центральным отверстием нагреваем в индукторе до температуры 750-850°С со скоростью, равной 20-30°С/мин, до температуры прессования:

где s=95 МПа, µ=4,68, с=0,73 кДж/(кг·К), =4,55 г/см3.
Перед раскаткой заготовку нагревают со скоростью 50-70°С/мин до температуры:

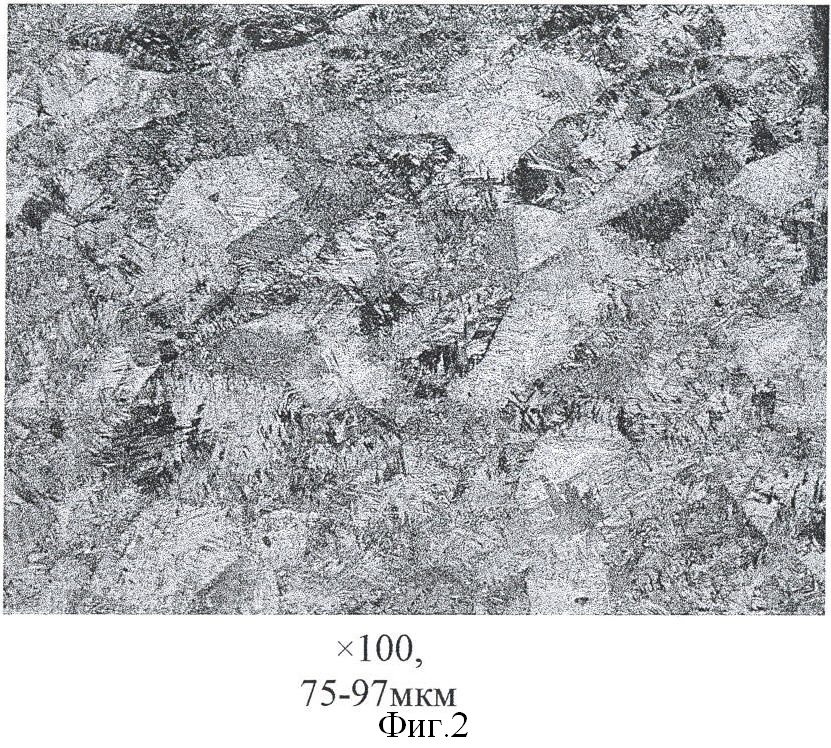
Механические свойства труб размером 107×87×10 мм из сплава ОТ4 приведены в таб.3. Макроструктура приведена на фиг.2.
| Таблица 3 |
| образца |
Механические свойства |
| в, МПа (кгс/мм2) |
, % |
, % |
| 1 |
753,62 (76,9) |
17,6 |
44,3 |
| 2 |
753,62 (76,9) |
17,6 |
49,2 |
| 3 |
752,64 (76,8) |
21,6 |
50,4 |
| 4 |
761,46(77,7) |
16,8 |
47,0 |
| 5 |
774,2 (79,0) |
18,4 |
50,2 |
| 6 |
774,2 (79,0) |
18,8 |
51,6 |
| Требование ТУ 1-5-107 |
617,8-833,6 (63-85) |
Не менее 8 |
– |
Анализ микроструктуры труб показал, что ее структура равноосная, близка к глобулярной с размером зерен 65-90 мкм.
Заявленный способ позволяет из – и псевдо--титановых сплавов получить прокаткой на поперечно-винтовых станах трубы диаметром менее 270 мм с мелкозернистой (размер зерен не более 50-100 мкм) микроструктурой, которая обусловливает высокие технологические и эксплуатационные свойства изделий, в т.ч. снижение уровня структурных шумов при ультразвуковом контроле.
Формула изобретения
Способ изготовления горячекатаных труб из – или псевдо--титановых сплавов, включающий ковку слитка в заготовку за несколько переходов с чередованием – и (+)-областей, причем последний переход куют в (+)-области, получение центрального отверстия в заготовке, нагрев заготовки с центральным отверстием, прессование трубной заготовки, нагрев трубной заготовки под прокатку, прокатку на стане и механическую обработку, отличающийся тем, что нагрев заготовки с центральным отверстием производят до температуры 650-800°С со скоростью 50÷70°С/мин, далее со скоростью 20÷30°С/мин до температуры прессования, определяемой по формуле

где Тпрессования – температура прессования;
ТПП – температура полиморфного превращения сплава, °С;
s – сопротивление деформации с учетом скорости деформации и температуры деформации, МПа;
с – удельная теплоемкость сплава, кДж/(кг·К);
– плотность материала сплава, кг/м3;
µ – величина вытяжки,
прессование трубной заготовки производят с вытяжкой 2-7, нагрев трубной заготовки под раскатку осуществляют со скоростью нагрева,равной 50÷70°С/мин, до температуры, определяемой по формуле

Траскатки – температура раскатки,
а раскатку осуществляют с вытяжкой 2-3.
РИСУНКИ
|
|