Патент на изобретение №2353460
|
||||||||||||||||||||||||||
(54) СПОСОБ НЕПРЕРЫВНОГО УВЕЛИЧЕНИЯ СЕЧЕНИЯ ДЛИННОМЕРНОГО ПРОФИЛЯ
(57) Реферат:
Способ непрерывного увеличения сечения длинномерного профиля относится к обработке металлов давлением. Способ для восстановления длинномерного профиля с непрерывным увеличением его сечения обработкой давлением включает очистку поверхности, предварительную калибровку сечения профиля, разупрочняющую термообработку и пластическое деформирование профиля путем прессования через отверстие матрицы, сечение которого больше, чем сечение исходного профиля. Перед пластическим деформированием в отверстие матрицы вводится технологическая заглушка, обеспечивающая накопление материла в зоне распрессовки. Пластическое деформирование профиля проводят, совмещая процессы прокатки, распрессовки и прессования. Обеспечивается повышение точности размеров профиля и увеличение скорости процесса. 2 ил.
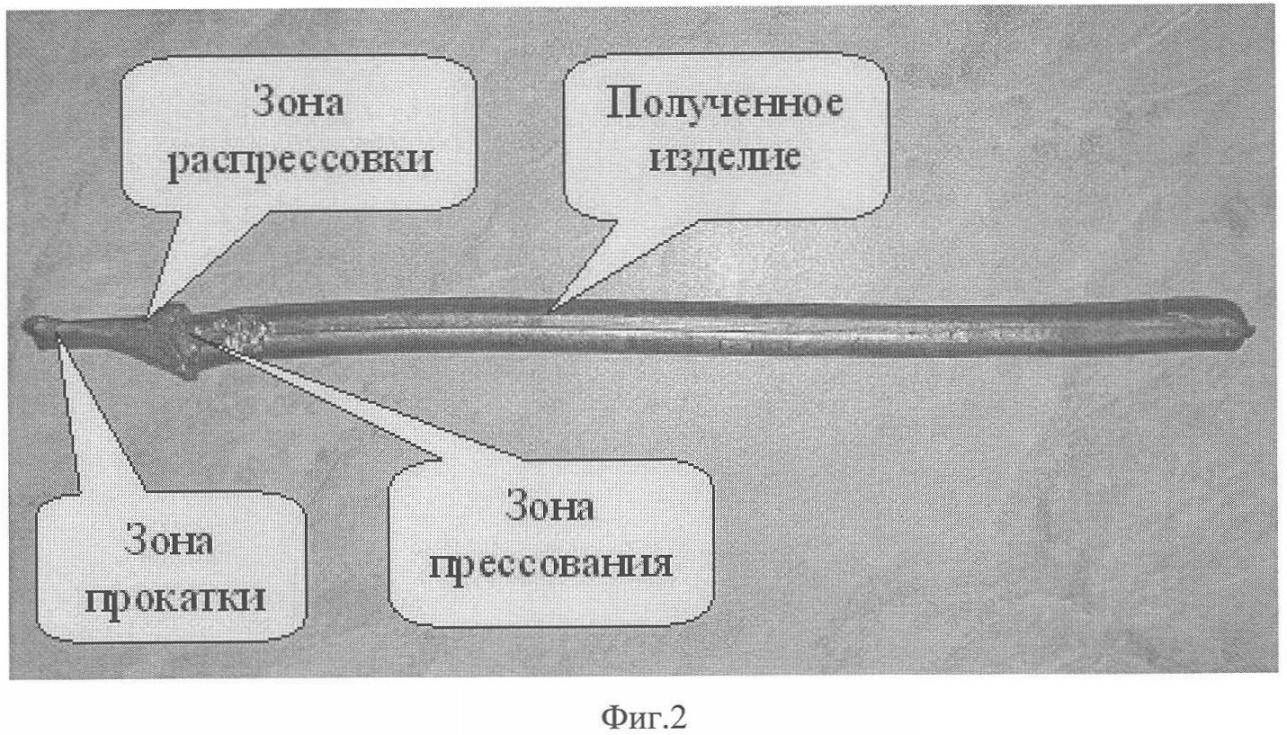
Изобретение относится к обработке металлов давлением и может быть использовано как способ увеличения сечения длинномерного профиля, например, для переработки профиля одной конфигурации в профиль другой конфигурации большего сечения, в частности для восстановления изношенного сечения медных контактных проводов. Известен способ утолщения профиля путем высадки (см. авт. св. СССР Наиболее близким из числа известных к заявленному по своей технической сущности является способ увеличения сечения длинномерного профиля путем непрерывной высадки выдавливанием (см. патент РФ Поставлена задача: повысить точность размеров профиля и увеличить скорость процесса. Поставленная задача достигается тем, что в способе непрерывного увеличения сечения длинномерного профиля обработкой давлением, включающем очистку поверхности, предварительную калибровку сечения профиля, разупрочняющую термообработку и пластическое деформирование заготовки, которое согласно изобретению осуществляют совмещенным процессом прокатки, распрессовки и прессования сквозь отверстие матрицы сечением больше, чем сечение исходного профиля. Это позволяет повысить точность размеров профиля и увеличить скорость процесса. На фиг.1 предоставлена схема совмещенного процесса и конфигурация сечений профиля в различных сечениях по ходу процесса: сечение А-А соответствует профилю заготовки перед входом в деформирующие валки; сечение Б-Б соответствует профилю заготовки между валками в зоне прокатки; сечение В-В соответствует профилю заготовки между валками в зоне распрессовки; сечение Г-Г соответствует профилю изделия в прессующей матрице. Процесс деформирования предварительно очищенной, откалиброванной, отожженной заготовки осуществляется следующим образом (фиг.1). Заготовка 1 под действием сил трения втягивается слева направо в щель между валками 2, уменьшая свое сечение. В зоне распрессовки создаются условия для увеличения сечения полосы. В период подготовки к непрерывному процессу в отверстие матрицы 3 временно вводится технологическая заглушка, обеспечивающая накопление металла в зоне распрессовки. В дальнейшем металл выталкивает заглушку и прессуется сквозь освободившееся в матрице отверстие. Пример осуществления способа. Проведена прокатка-прессование заготовок из прессованных свинцовых прутков диаметром 9 мм. Длина заготовок варьировалась в пределах 250
Формула изобретения
Способ для восстановления длинномерного профиля с непрерывным увеличением его сечения обработкой давлением, включающий очистку поверхности, предварительную калибровку сечения профиля, разупрочняющую термообработку и пластическое деформирование профиля путем прессования через отверстие матрицы, сечение которого больше, чем сечение исходного профиля, отличающийся тем, что перед пластическим деформированием в отверстие матрицы вводится технологическая заглушка, обеспечивающая накопление материла в зоне распрессовки, а пластическое деформирование профиля проводят, совмещая процессы прокатки, распрессовки и прессования.
РИСУНКИ
|
||||||||||||||||||||||||||
 638412, кл. B21J 5/08, 1974 г.). Недостатком известного способа является невозможность получения бесконечного провода с равномерным сечением по длине. Известен также способ утолщения прутков(см. авт. св. СССР
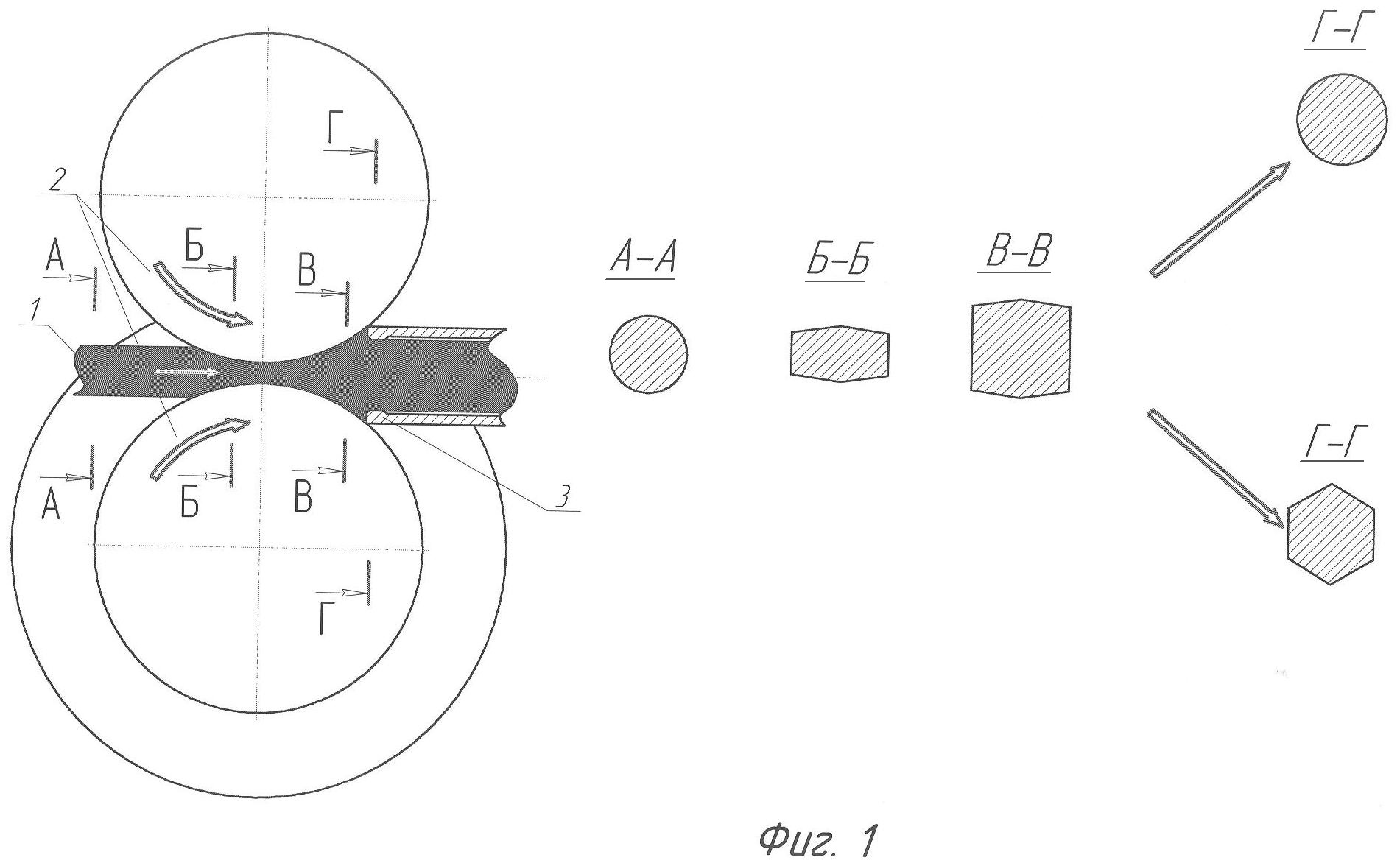
638412, кл. B21J 5/08, 1974 г.). Недостатком известного способа является невозможность получения бесконечного провода с равномерным сечением по длине. Известен также способ утолщения прутков(см. авт. св. СССР  600 мм. На фиг.2 представлен образец изделия с недокатом. Видны зона прокатки, зона распрессовки, зона прессования и элемент готового изделия. Проведенные исследования доказывают возможность стабильного процесса увеличения поперечного сечения профиля предлагаемым способом с диаметра 9 мм до диаметра 13 мм.
600 мм. На фиг.2 представлен образец изделия с недокатом. Видны зона прокатки, зона распрессовки, зона прессования и элемент готового изделия. Проведенные исследования доказывают возможность стабильного процесса увеличения поперечного сечения профиля предлагаемым способом с диаметра 9 мм до диаметра 13 мм.