Патент на изобретение №2347136
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(54) СПОСОБ ОБНАРУЖЕНИЯ ДЕФЕКТОВ ВНУТРИПРОМЫСЛОВЫХ ТРУБОПРОВОДОВ
(57) Реферат:
Изобретение относится к трубопроводному транспорту, может быть использовано для контроля и выявления дефектов в трубопроводах, применяемых для перекачки нефти, нефтепродуктов, пластовых вод и позволяет расширить объем и качество контроля находящихся в эксплуатации подземных трубопроводов. Способ включает измерение над трубопроводом характеристик магнитного поля в процессе перемещения датчика вдоль трубопровода, выявление потенциально опасных участков трубопровода и определение их положения на местности, вскрытие этих участков и осуществление в них ультразвукового контроля. Ультразвуковой контроль осуществляют, возбуждая упругие изгибные и продольные колебания, и одновременно трубопровод подвергают импульсной нагрузке путем частичного перекрытия потока жидкости на конце контролируемого участка. О наличии дефектов судят по уменьшению амплитуды и несущей частоты отраженных сигналов. Предлагаемый способ обнаружения дефектов внутрипромысловых трубопроводов позволяет в полевых условиях оперативно контролировать их состояние и выявлять дефекты не только высокой и средней, но также и малой степени опасности за границей шурфа по обе его стороны. 7 ил., 2 табл.
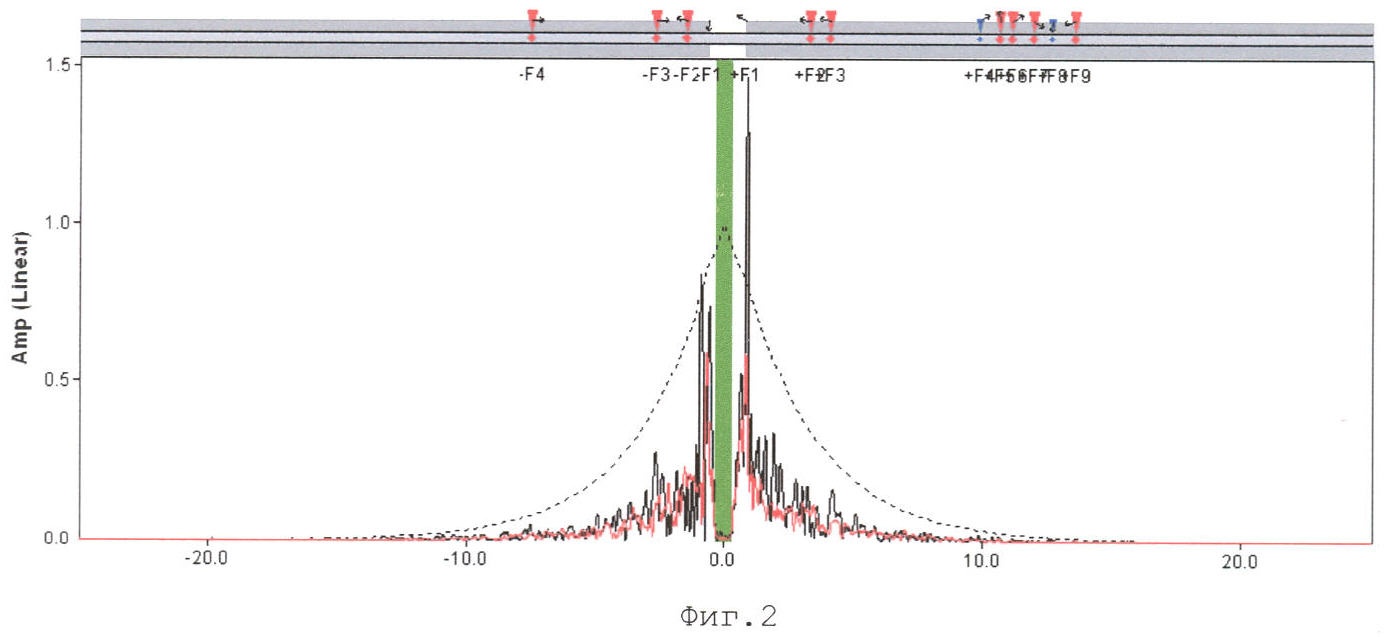
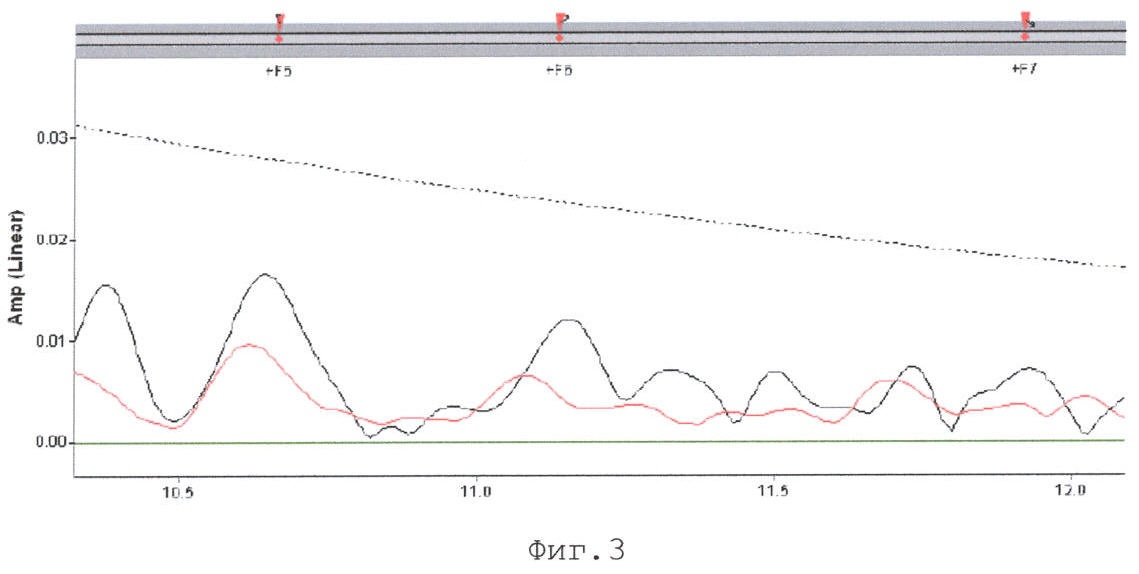
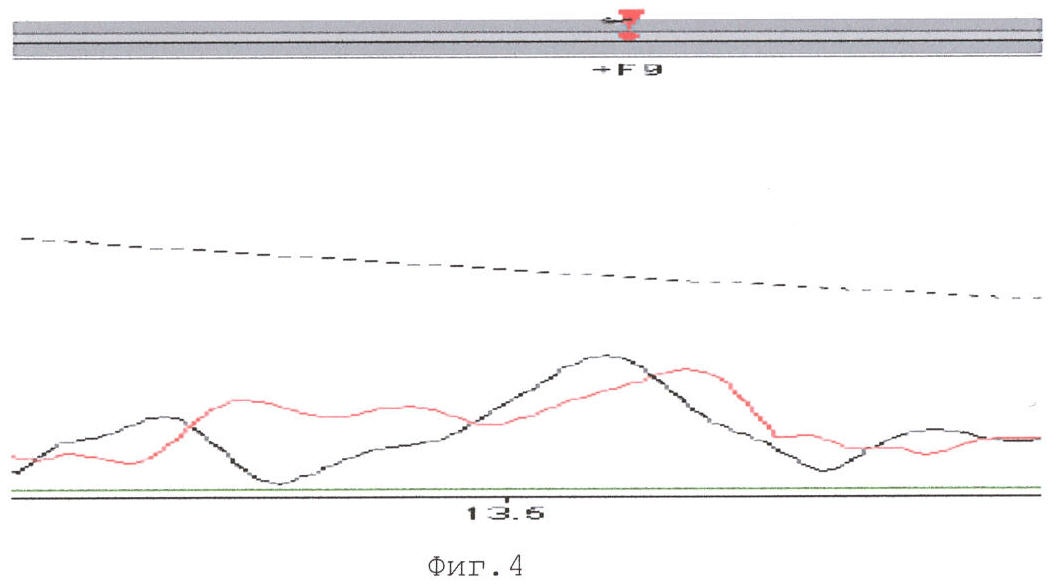
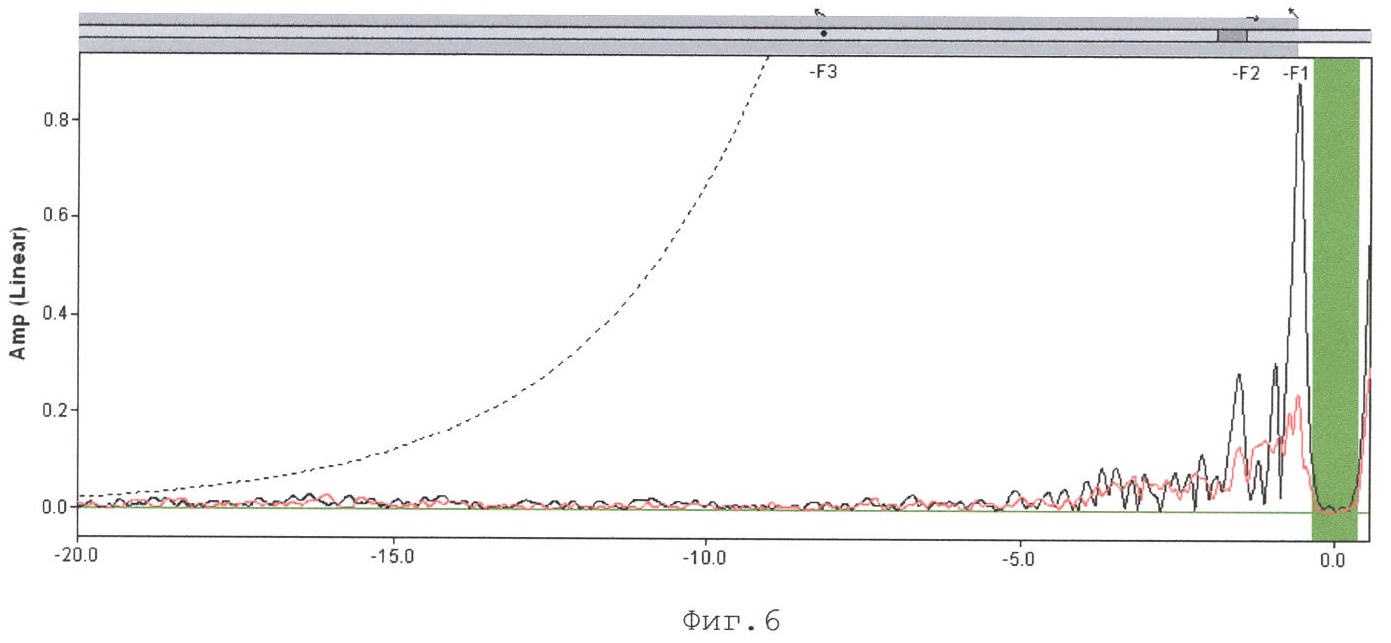
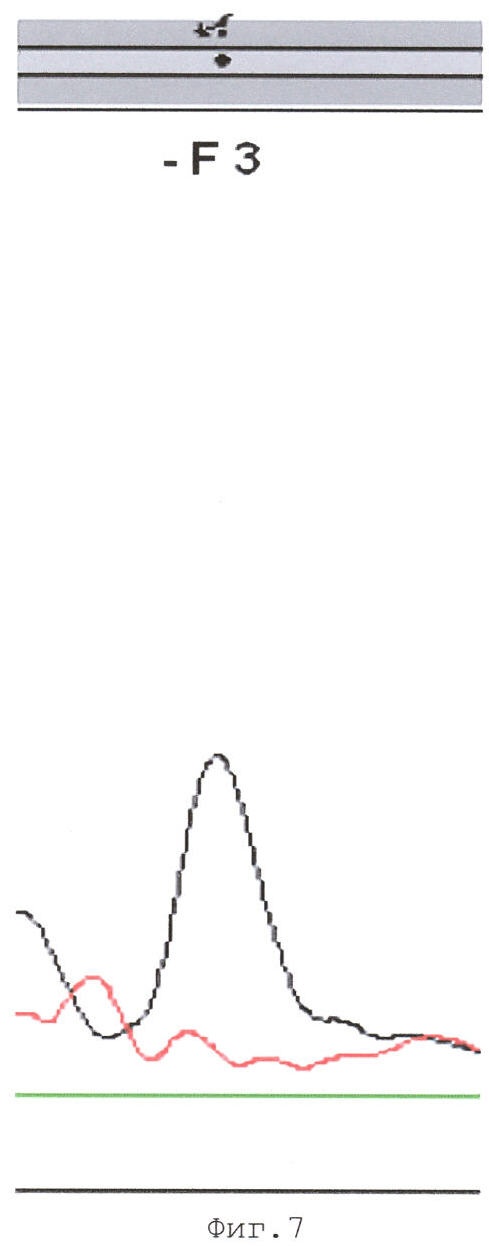
Изобретение относится к трубопроводному транспорту и может быть использовано для контроля и выявления дефектов в трубопроводах, применяемых для перекачки нефти, нефтепродуктов, пластовых вод. Известен бесконтактный магнитометрический способ диагностики технического состояния трубопроводов, основанный на регистрации и анализе аномалий напряженности магнитного поля, возникающих в зонах концентрации продольных и поперечных напряжений, в зонах пластической деформации, изменения структуры металла на участках предразрушения и разрушения металла (РД 102-008-2002. Инструкция по диагностике технического состояния трубопроводов бесконтактным магнитометрическим методом. М., АО ВНИИСТ, 2003). Способ обеспечивает обнаружение и регистрацию дефектных участков трубопроводов и позволяет классифицировать зарождающиеся и развивающиеся дефекты по степени опасности, но не гарантирует выявление дефектов, не вызывающих изменение уровня напряженно-деформированного состояния металла, таких как сквозные дефекты, питтинговые коррозионные поражения. Известен способ акустического контроля трубопроводов (патент РФ №2247370, МПК G01N 29/04), согласно которому в контроллруемом участке трубопровода возбуждают импульсы свободных упругих колебаний, изменяют нагрузку последовательно во всех локальных зонах участка и для каждой зоны производят по два измерения при разных акустических нагрузках зоны путем приема упругих колебаний с измерением их частоты в максимально возможной близости от данной локальной зоны. О наличии и местоположении дефектов судят по наличию и местоположению локальных зон, характеризующихся скачкообразным изменением результатов в первом и втором измерениях. При этом два различных состояния акустической нагрузки локальных зон создают замораживанием жидкости внутри трубопровода одновременно на всем его контролируемом участке и ее последующим постепенным размораживанием последовательно во всех локальных зонах этого участка. Данный способ невозможно использовать для контроля находящихся в эксплуатации подземных трубопроводов, перекачивающих, например, нефть или нефтепродукты, т.к. для этого пришлось бы останавливать эксплуатацию трубопровода и освобождать его от продукта. Наиболее близким к предлагаемому изобретению по совокупности существенных признаков является способ обнаружения дефектов внутрипромысловых трубопроводов, описанный в патенте РФ №2301941, МПК F17D 5/02. Указанный способ включает измерение над трубопроводом характеристик магнитного поля в процессе перемещения датчика вдоль трубопровода, выявление потенциально опасных участков трубопровода и определение их местоположения. После чего эти участки раскапывают и осуществляют визуально-измерительный контроль с использованием ультразвуковых или вихретоковых толщиномеров. Данный способ, однако, не гарантирует выявление сквозных дефектов, а использование в шурфах для визуально-измерительного контроля толщиномеров позволяет осуществлять отбраковку лишь по уменьшению толщины стенки трубы более нормированного значения, не обеспечивает выявление мелких дефектов продольной и поперечной ориентации, а также дефектов, вызванных коррозионными поражениями в виде питтинга или сульфидного коррозионного растрескивания под напряжением как в шурфе, так и за границами шурфа. Задачей настоящего изобретения является расширение объема и качества контроля находящихся в эксплуатации подземных трубопроводов. Поставленная задача решается за счет того, что в способе обнаружения дефектов внутрипромысловых трубопроводов, включающем измерение над трубопроводом характеристик магнитного поля в процессе перемещения датчика вдоль трубопровода, выявление потенциально опасных участков трубопровода и определение их положения на местности, вскрытие этих участков и осуществление в них ультразвукового контроля, в отличие от прототипа ультразвуковой контроль осуществляют, возбуждая упругие изгибные и продольные колебания, и одновременно трубопровод подвергают импульсной нагрузке путем частичного перекрытия потока жидкости на конце контролируемого участка. О наличии дефектов судят по уменьшению амплитуды и несущей частоты отраженных сигналов. Технический результат, достигаемый при осуществлении данного изобретения, заключается в том, что совокупность предложенных действий позволяет обнаруживать дефекты различного характера не только в самом шурфе, но и за его границей на значительном расстоянии, поскольку распространение возбуждаемых упругих изгибных и продольных колебаний идет по трубе в разные стороны на длину от нескольких сот метров для труб в отличном состоянии до нескольких метров для труб в плохом состоянии, что во много раз больше длины стандартного шурфа, составляющей 4 метра (РД 39-132-94). При этом импульсная нагрузка, осуществляемая путем частичного перекрытия потока жидкости на конце контролируемого участка, способствует раскрытию мелких дефектов и получению дополнительной информации о состоянии контролируемого участка. В целом это позволяет увеличить как объем, так и качество контроля трубопровода, используя для этого существующий шурф. Сущность изобретения можно пояснить следующим конкретным примером. Был осуществлен контроль внутрипромыслового трубопровода для перекачки нефти протяженностью 10000 километров, диаметром 159х6 из Ст.20, изоляционное покрытие ПВХЛ, рабочее давление 3 МПа, температура 10°С, категория 1. Сначала были выявлены потенциально опасные участки трубопровода путем измерения над трубопроводом характеристик магнитного поля с помощью бесконтактного комплекса магнитометрической диагностики КМД-01 (Россия), в состав которого входили блоки индукционных и феррозондовых магнитомеров и блок сбора данных. Местоположение выявленного потенциально опасного участка было определено на местности и осуществлено его вскрытие. Далее на этом участке был проведен ультразвуковой контроль с помощью системы Wave-maker фирмы Guided Ultrasonics (Великобритания). На фиг.1 представлен общий вид контролируемого участка в шурфе №1, на фиг.2 показана общая диаграмма сканирования этого участка при полностью открытой задвижке, на фиг.3 дана диаграмма сканирования участка на расстоянии 10,5-12,0 м в положительном направлении от места установки датчиков, где наблюдается скопление нескольких локальных дефектов высокой степени опасности, на фиг.4 представлена диаграмма сканирования с локальным дефектом высокой степени опасности. Результаты контроля участка трубопровода в шурфе №1 с классификацией дефектов по степени опасности представлены в Таблице 1. Анализ представленных результатов контроля показывает, что на данном участке были выявлены дефекты высокой и средней степени опасности в одну и другую сторону от шурфа на расстоянии до 30 м. Наличие мелких дефектов при этом не обнаружено. На фиг.5 показан общий вид участка испытаний в шурфе №2, на фиг.6 представлена общая диаграмма сканирования этого участка, когда была проведена его импульсная нагрузка путем перекрытия задвижки на конце участка на 1/2 сечения трубопровода, на фиг.7 представлена диаграмма локального дефекта. В таблице 2 приведены результаты контроля в шурфе №2. Как видно из представленных данных, на этом участке значительных дефектов не обнаружено, но с закрытием задвижки на 1/2 сечения трубопровода на расстоянии 8,14 м от места установки датчиков под землей обнаружен дефект малой степени опасности, представляющий собой локальное пятно развивающейся коррозии. В стандартном поисковом режиме данный дефект не определялся. Таким образом, предлагаемый способ обнаружения дефектов внутрипромысловых трубопроводов позволяет в полевых условиях оперативно контролировать их состояние и выявлять дефекты не только высокой и средней, но также и малой степени опасности за границей шурфа по обе его стороны.
Формула изобретения
Способ обнаружения дефектов внутрипромысловых трубопроводов, включающий измерение над трубопроводом характеристик магнитного поля в процессе перемещения датчика вдоль трубопровода, выявление потенциально опасных участков трубопровода и определение их положения на местности, вскрытие этих участков и осуществление в них ультразвукового контроля, отличающийся тем, что ультразвуковой контроль осуществляют, возбуждая в контролируемом участке трубопровода упругие изгибные и продольные колебания, и одновременно подвергают его импульсной нагрузке путем частичного перекрытия потока жидкости на конце контролируемого участка, а о наличии дефектов судят по уменьшению амплитуды и несущей частоты отраженных сигналов.
РИСУНКИ
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||