Патент на изобретение №2346797
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(54) СОСТАВ СВАРОЧНОЙ ПРОВОЛОКИ
(57) Реферат:
Изобретение может быть использовано для изготовления сплавов на кобальтовой основе и присадочных металлов, а именно проволоки из этих сплавов для сварки, наплавки и ремонта сваркой деталей из высоколегированных жаропрочных никелевых и кобальтовых сплавов. Состав сварочной проволоки включает компоненты в следующем соотношении, мас.%: углерод 0,10-0,30; хром 15,0-20,0; вольфрам 1,4-2,0; молибден 14,0-20,0; никель 2,0-4,0; железо 2,0-4,0; марганец 0,5-1,0; титан 0,5-1,5; алюминий 0,5-1,5; по меньшей мере, один компонент из группы редкоземельных металлов 0,01-0,03; рений 0,01-0,05; кобальт – остальное до 100%. Суммарное содержание титана и алюминия составляет 1,0-2,0%. Изобретение обеспечивает повышение прочностных характеристик сплава сварочной проволоки, а также повышение качества сварного соединения за счет исключения появления в нем трещин. 3 ил., 2 табл.
Изобретение относится к металлургии и к сварочному производству, и может быть использовано для изготовления сплавов на кобальтовой основе и присадочных металлов из этих сплавов для сварки, наплавки и ремонта сваркой ответственных деталей из высоколегированных жаропрочных никелевых и кобальтовых сплавов деталей горячего тракта авиационных газотурбинных двигателей, работающих при высоких температурах (более 900°С). Известно, что при сварке высоколегированных жаропрочных сплавов, особенно литых типа ВЖЛ12У-ВИ, ЧС88У-ВИ и др., могут образовываться трещины в сварном соединении. При этом трещины могут образовываться как непосредственно при сварке, так и в условиях дальнейшей высокотемпературной эксплуатации деталей, изготовленных из жаропрочных сплавов и имеющих сварные соединения. Основными факторами, вызывающими образование трещин, являются высокий уровень и темп нарастания напряжений в сварном соединении, а также низкая релаксационная стойкость и деформационная способность жаропрочных сплавов при высокой температуре. Сварка таких сплавов известными присадочными металлами не позволяет получить качественных соединений ввиду указанной склонности этих сплавов к образованию горячих трещин в сварном соединении и их недостаточных прочностных свойств при высоких температурах. Известны сплавы на кобальтовой основе с высоким содержанием углерода (более 1,0%), так называемые стеллиты, которые используются для наплавки или напыления клапанов и деталей, работающих при высоких температурах с термоударами или в абразивных средах. Например, сплав для наплавки на основе кобальта, состав которого содержит, %: углерод (С) – 2,2-2,8%; хром (Cr) – 28-32%; вольфрам (W) – 15-18%; кремний (Si) – 0,8-1,2%; марганец (Mn) – 0,3-1,0%; ванадий (V) – 0,1-0,3%; бор (В) – 0,05-0,2%; кобальт (Со) – остальное (а.с. SU №346065 А, В23К 35/30, опубликовано 28.07.1972 г., бюллетень №23). Наплавленные слои прутками из этого сплава на стальные изделия имеют твердость 55-60 HRC. Недостатком таких наплавочных материалов, обладающих высокой твердостью наплавленных слоев и низкой пластичностью, для сварки жаропрочных сплавов, работающих в условиях динамических нагрузок, не пригодны. Известен также присадочный металл из сплава на основе кобальта, содержащий 0,2-0,5% углерода (С); 1,1-3,0% кремния (Si); 25,0-30,0% хрома (Cr); 0,1-1,0% вольфрама (W); 0,2-3,0% железа (Fe); 0,4-6,0% молибдена (Мо); 0,1-2,0% марганца (Mn); 1,0-4,0% никеля (Ni); остальное кобальт (Со) и примеси: около 0,007% бора (В); около 0,01% фосфора (Р); около 0,02% серы (S) (патент US №4659632 А, кл. В32В 15/01, опубликован 21.04.1987 г.). Указанный присадочный металл использовался в виде литых прутков для ручной наплавки валиков методом TIG (сварка неплавящимся вольфрамовым электродом в инертном газе) на стальные пластины JIS SUI-2 (HRC 60) для повышения износостойкости наплавленного слоя. Недостатком этого присадочного металла является то, что он не обеспечивает отсутствие трещин при сварке жаропрочных сплавов и необходимые механические свойства сварных соединений. Известен также кобальтовый сплав, содержащий 0,05% углерода (С); 29% хрома (Cr); 20% никеля (Ni); 6% тантала (Та); 0,25% церия (Се); остальное – кобальт (Со) (патент US №5192625 А, кл. В32В 15/00, опубликован 09.03.1993 г.). Из указанного сплава изготавливается сварочная проволока для сварки, наплавки и ремонта деталей из кобальтовых сплавов, в частности для ремонта трещин на литых соплах газовых турбин. В соответствии с описанием данного патента трещины на сварных образцах, имитирующих сопло газовой турбины, заваренные сварочной проволокой из указанного кобальтового сплава начали появляться после 300 циклов термического воздействия при температуре 1588°F (864,4°С) в течение 4 минут плюс 70°F (21,1°C) в течение 4 минут. В патенте приведены прочностные характеристики сплава: предел прочности при растяжении при 1400°F (760°С) – 103400 psi (712,9 МПа), при 1600°F (871,1°C) – 60100 psi (414,4 МПа), длительная 1003-часовая прочность при 1500°F (815,6°С) – 25000 psi (172,4 МПа). Недостатком данного технического решения является то, что приведенные выше прочностные свойства для сварных соединений высокожаропрочных сплавов являются недостаточными. Наиболее близким к заявленному составу является состав сварочной проволоки, преимущественно для сварки жаропрочных сталей и сплавов в защитной среде, включающий углерод, хром, никель, вольфрам, марганец, железо, алюминий, редкоземельные металлы, кобальт (а.с. SU 810413 А, В23К 35/32, опубликовано 07.03.1981 г., бюллетень №9). При этом состав сварочной проволоки содержит, %: 0,05-0,35% углерода (С), 20-30% хрома (Cr), 10-20% никеля (Ni), 9-11% вольфрама (W), 0,5-2,0% марганца (Mn), 0,5-10,0% железа (Fe), РЗМ (редкоземельные металлы) 0,01-0,08%, 0,01-0,03% кальция (Са), любой компонент, выбранный из группы цирконий, гафний, алюминий в количестве 0,02-0,15%, при их суммарном содержании в пределах 0,04-0,20%. Указанный состав сварочной проволоки использовался при сварке разнородного сочетания сталей марок 30ХГСНА и 13Х15Н4АМ3 и сплава ВЖЛК21. Предел прочности сварных соединений при сварке литейного кобальтового жаропрочного сплава ВЖЛК21 при 1000°С составляет 20,0 кгс/мм2 (196,1 МПа). Недостаток данной сварочной проволоки состоит в том, что при сварке высоколегированных жаропрочных никелевых сплавов, например, ВЖЛ12У-ВИ (15Х10Н58К13М3Т4Ю5БВФР) и ЧС88У-ВИ (06Х16Н58К11В5М2Т5Ю3БЮР) указанная сварочная проволока не обеспечивает отсутствие трещин в сварных соединениях. Техническим результатом заявленного изобретения является повышение прочностных характеристик сплава сварочной проволоки, а также повышение качества сварного соединения за счет исключения в нем появления трещин. Указанный технический результат достигается тем, что состав сварочной проволоки, преимущественно для сварки жаропрочных сталей и сплавов в защитной среде, включающий углерод, хром, никель, вольфрам, марганец, железо, алюминий, по меньшей мере, один компонент из группы редкоземельных металлов, кобальт, дополнительно содержит молибден, титан и рений, при следующем соотношении компонентов, мас.%:
при этом суммарное содержание титана и алюминия составляет 1,0-2,0%. Примеры содержания элементов заявленного и известного составов приведены в табл.1.
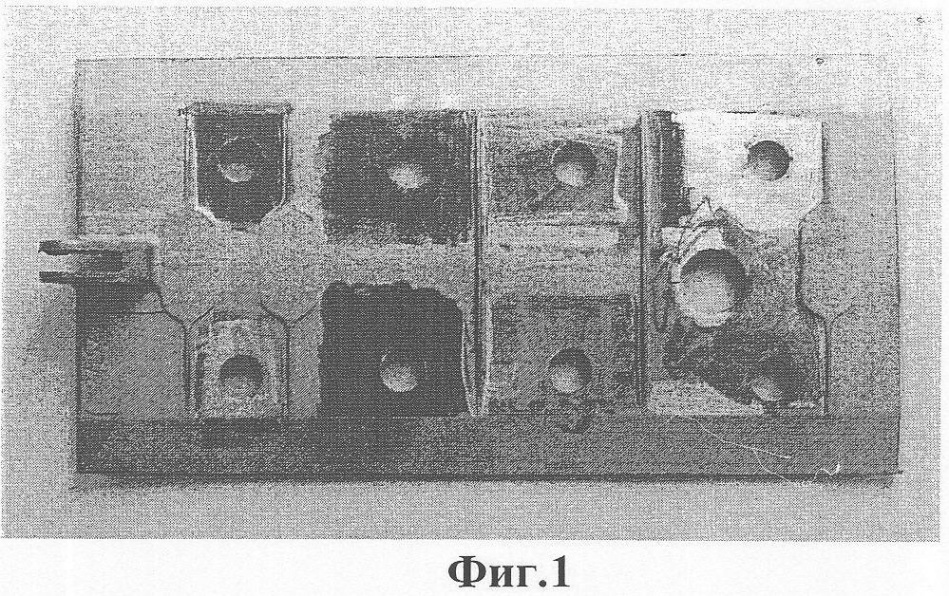
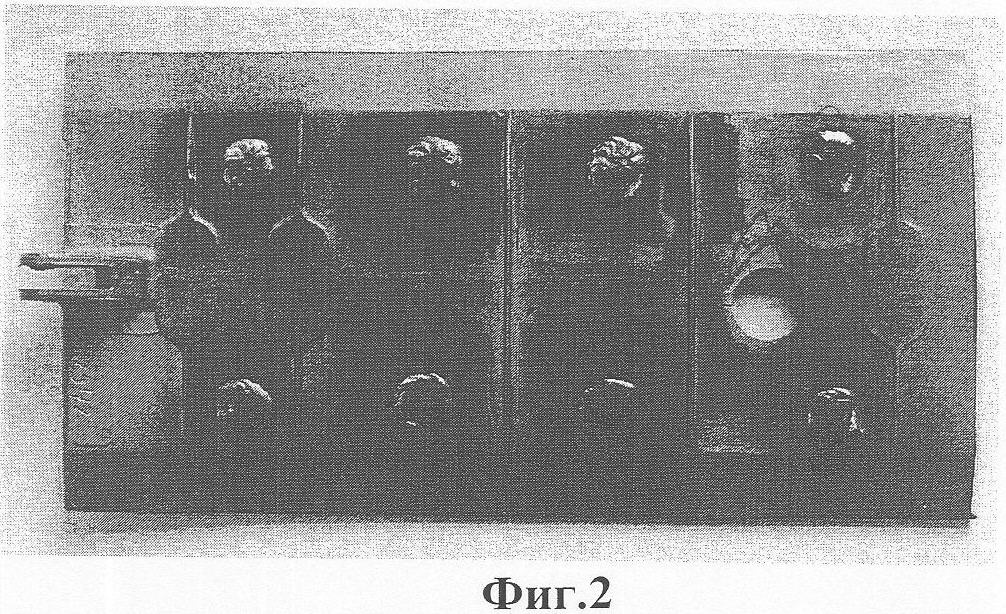
Содержание углерода (С) 0,10-0,30% в составе сварочной проволоки необходимо для образования с молибденом и хромом карбидов, обеспечивающих жаропрочность металла сварного шва. При содержании углерода менее 0,10% не достигается требуемый уровень прочности сварного шва. При содержании углерода более 0,30% – в металле сварного шва образуются горячие трещины. Хром (Cr) в пределах 15,0-20,0% растворяется в кобальтовой матрице с образованием карбидов и обеспечивает жаростойкость наплавленного металла сварного шва. Введение молибдена (Мо) в количестве 14,0-20,0% в состав сварочной проволоки обусловлено необходимостью обеспечения жаропрочности наплавленного металла сварного шва, особенно для деталей, работающих при температурах выше 900°С, за счет образования в структуре металла карбидов, а также интерметаллидной фазы Мо2Со9. Вольфрам (W) введен в сварочную проволоку в количестве 1,4-2,0%. Известно, что молибден и вольфрам являются взаимозаменяемыми практически во всех сплавах. Однако легирование кобальтовой сварочной проволоки молибденом является более предпочтительным, так как в этом случае сварные соединения менее подвержены образованию трещин. Это связано с тем, что молибденовая карбидная фаза по сравнению с вольфрамовой является более “мягкой”. Поэтому в заявленном составе сварочной проволоки содержание молибдена значительно превалирует над вольфрамом, причем наилучшим является соотношение 10:1. Для повышения жаропрочности металла сварного шва в сварочную проволоку дополнительно введен титан (Ti) и алюминий (Al), каждый в пределах 0,5-1,5%. При этом их суммарное содержание составляет 1,0-2,0%. Повышение жаропрочности при введении в кобальтовую матрицу титана и алюминия связано с образованием в структуре металла интерметаллидных фаз TiCo2 и Co2Al9. Суммарное ограничение содержания титана и алюминия в составе сварочной проволоки связано с ухудшением свариваемости (т.е. появлением трещин в сварном соединении при сварке и термообработке). Содержание никеля (Ni) и железа (Fe) в сварочной проволоке, каждого от 2,0 до 4,0%, обусловлено их нахождением в пределах диапазона растворимости в кобальтовой матрице, что не вызывает ухудшения свойств наплавленного металла. Введение рения (Re) в количестве 0,01-0,05% заявленного состава сварочной проволоки обеспечивает очищение и упрочнение междендритных границ при кристаллизации металла шва, а также измельчение дендритов, что повышает пластичность металла шва и способность релаксации сварочных напряжений. При этом наличие рения в составе сварочной проволоки также повышает жаропрочность металла шва. Марганец (Mn) в заявленном составе содержится в количестве 0,5-1,0%. Положительное действие марганца обусловлено его способностью к раскислению металла шва и связыванию серы в тугоплавкий сульфид MnS. По этой причине сварные швы имеют повышенную пластичность и стойкость к горячим трещинам. При содержании марганца менее 0,5% его действие является малозначительным, а при содержании более 1,0% увеличивается количество неметаллических включений в шве и уменьшаются его пластические свойства. Кобальт (Со) является основой заявленного состава сварочной проволоки. Это обусловлено тем, что кобальтовые жаропрочные сплавы, легированные тугоплавкими элементами (Cr, W, Mo, Nb и др.) и элементами, образующими с кобальтовой матрицей жароупрочняющую фазу (Al, Ti), обладают лучшей свариваемостью по сравнению с никелевыми и железоникелевыми жаропрочными сплавами. В качестве редкоземельных металлов (РЗМ) может быть использован, например, церий, лантан, мишметалл (смесь церия и лантана). При этом в составе сварочной проволоки, в заявленном диапазоне 0,01-0,03, может быть использован как один из обозначенных редкоземельных металлов, так и несколько (их смесь). Введение в заявленный состав для изготовления сварочной проволоки РЗМ в количестве 0,01-0,03% обусловлено тем, что указанное количество является достаточным для раскисления металла при его выплавке. Увеличение содержания РЗМ более 0,03% приводит к увеличению количества неметаллических включений, понижающих пластические свойства. Предложенное изобретение иллюстрируется чертежами, на которых изображены: на фиг.1 показаны литые пластины из сплава ВЖЛ12У-ВИ, выполненные с отверстиями (имитаторами дефектов) и имеющие толщину 2-3 мм, до аргонодуговой сварки отверстий; на фиг.2 показаны те же пластины (что и на фиг.1) после аргонодуговой сварки отверстий; на фиг.3 показан типовой сварной образец для испытания на прочность при растяжении. Заявленный состав сварочной проволоки был получен путем двойного переплава состава проволоки в вакуумной печи. Сначала из чистых шихтовых исходных материалов получали шихтовую заготовку, от которой отделяли прибыльную (“грязную”) часть. Затем чистый металл вновь переплавляли в вакуумной печи и заливали в формы для получения прутков диаметром 3,0 мм. В результате двойного переплава была достигнута высокая чистота металла по сере и фосфору, содержание которых составило соответственно 0,003 и 0,004%, а также по наличию кремния – 0,2-05%, т.е. был получен сплав с минимальным содержанием примесей. Сера и фосфор, как известно, являются вредными примесями, особенно в жаропрочных сплавах. Поэтому их содержание в полученном после переплава присадочном металле для сварки жаропрочных сплавов должно быть минимальным. Заявленный состав сварочной проволоки был использован для заварки литейных дефектов на литых деталях – проставках из сплава ВЖЛ12У-ВИ (15Х10Н58К13М3Т4Ю5БВФР), с рабочей температурой 975°С. Из деталей проставок толщиной 2,0-3,0 мм были вырезаны пластины, на которых высверлили отверстия диаметром 6; 8; 10; 15 мм. (см. фиг.1). Отверстия заварили аргонодуговой сваркой (см. фиг.2) разными составами сварочных проволок – известным (прототип) и заявленным. После заварки отверстий проводили рентгеноконтроль на наличие трещин в сварном соединении. Для оценки механических свойств сварных соединений были изготовлены типовые плоские сварные образцы 1 со сварным швом 2 (см. фиг.3). В таблице 2 приведены результаты рентгеноконтроля и сравнительные испытания сварных образцов, выполненные заявленным и известным из прототипа составом сварочной проволоки (см. табл.1), а также типовыми сварочными проволоками на никелевой основе ЭП367 (06Х15Н60М15), ЭП533 (06Х20Н57М8В8Т3Р). В таблице 2 приведены средние данные при испытании не менее трех образцов.
где
Из таблицы 2 следует, что сварные соединения высоколегированного жаропрочного сплава ВЖЛ12У-ВИ, выполненные заявленным составом сварочной проволоки, имеют повышенную жаропрочность по сравнению с известным составом, но самое важное то, что заявленный состав значительно превосходит известные сварочные проволоки по трещиностойкости сварных соединений. Для сварных соединений этот показатель является определяющим, поскольку от него зависит качество и надежность сварных изделий. Таким образом, заявленный состав сварочной проволоки позволяет устранить литейные дефекты на дорогостоящих деталях из высоколегированных жаропрочных сплавов, в результате чего достигается значительный экономический эффект за счет повышения выхода годного литья. Указанный состав сварочной проволоки позволяет также производить ремонт деталей горячего тракта газотурбинных двигателей из жаропрочных сплавов, в частности деталей регулируемых сопел, бывших в эксплуатации, что также дает значительный технико-экономический эффект.
Формула изобретения
Состав сварочной проволоки, преимущественно для сварки жаропрочных сталей и сплавов в защитной среде, включающий углерод, хром, никель, вольфрам, марганец, железо, алюминий, по меньшей мере, один компонент из группы редкоземельных металлов, кобальт, отличающийся тем, что состав дополнительно содержит молибден, титан и рений при следующем соотношении компонентов, мас.%:
при этом суммарное содержание титана и алюминия составляет 1,0-2,0%.
РИСУНКИ
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 В 20 МПа
В 20 МПа