Патент на изобретение №2344911
|
||||||||||||||||||||||||||
(54) СПОСОБ ОБРАБОТКИ КРЫШИ МОТОРНО-ТРАНСМИССИОННОГО ОТДЕЛЕНИЯ ВОЕННОЙ МАШИНЫ И УСТРОЙСТВО ДЛЯ БАЗИРОВАНИЯ КРЫШИ ПРИ ЕГО ОСУЩЕСТВЛЕНИИ
(57) Реферат:
Группа изобретений относится к термической резке и может быть использована для получения сложного криволинейного контура крупногабаритных деталей из броневых сталей и сплавов. Способ обработки крыши моторно-трансмиссионного отделения (МТО) военной машины (ВМ) включает замер проема корпуса ВМ, базирование крыши по заданным базовым координатам, вырезку контура крыши машиной термической резки (МТР), перемещающейся по рельсовому пути, и слесарную обработку. Замер проема корпуса производят по контрольным точкам с занесением данных в таблицу для составления программы в МТР с числовым программным управлением (ЧПУ). Базирование крыши МТО осуществляют на устройстве для базирования путем совмещения их базовых осей в 0-точке и контур крыши режут по составленной программе. Устройство для базирования крыши моторно-трансмиссионного отделения МТО военной машины (ВМ) содержит стол и упорные платики. Стол выполнен в виде жесткой рамной конструкции с торцевыми балками-направляющими. В балках-направляющих установлены ходовые винты с ловителями для перемещения в горизонтальной плоскости приспособления, размещенного на столе и выполненного в виде рамной конструкции с торцевыми балками, которые повторяют форму торцевых балок-направляющих стола. В торцевых балках приспособления установлены винты с вертикальным ходом для установки крыши в горизонтальном положении и откидные винты для перемещения крыши в продольном направлении. Упорные платики жестко закреплены на торцевых балках приспособления, а центральный базовый платик с 0-точкой пересечения базовых осей расположен на плоском кронштейне, закрепленном на продольной балке приспособления. Обеспечивается точность, удобство и простота процесса обработки, ликвидация брака. 2 н.п. ф-лы, 4 ил.
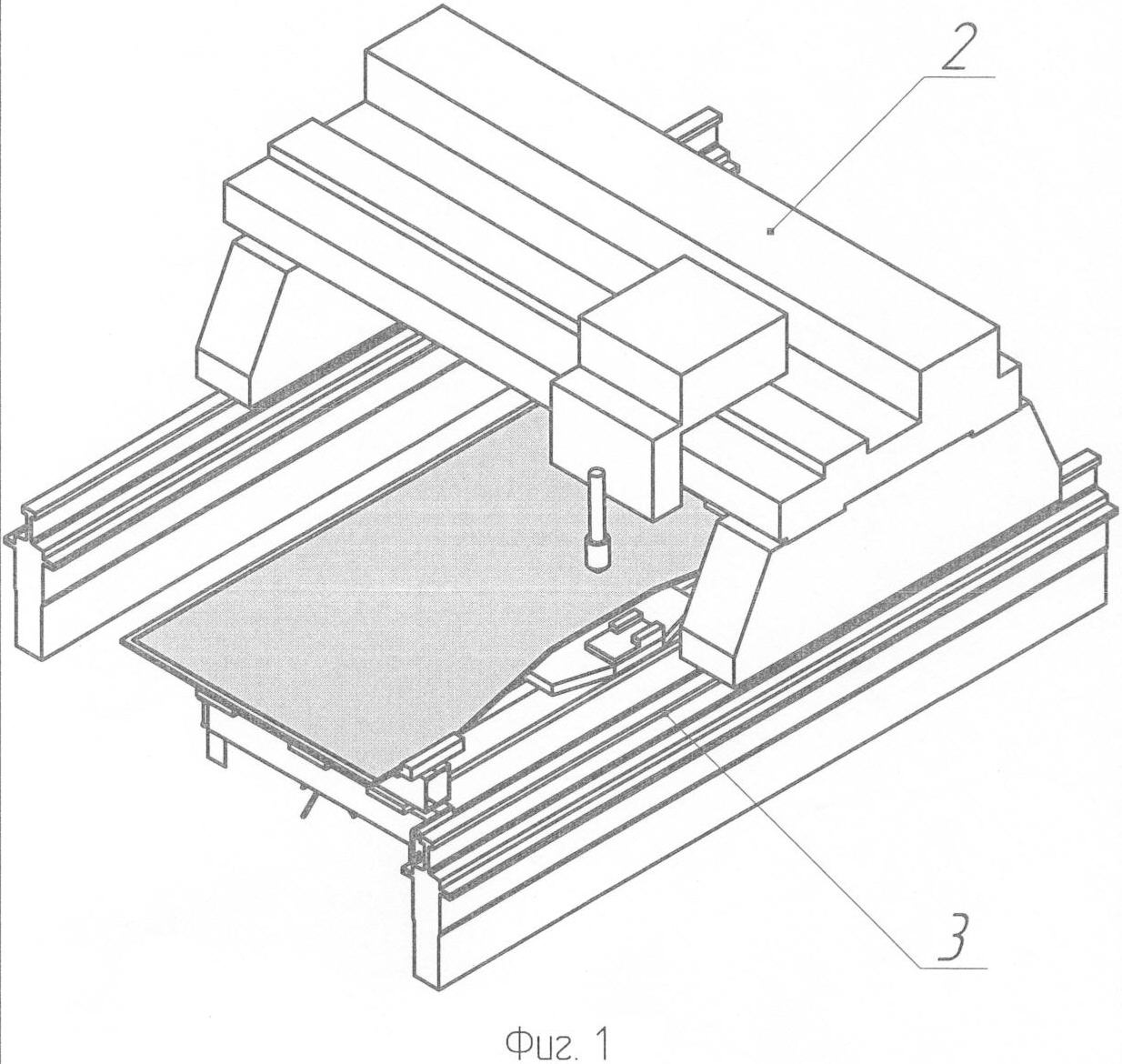
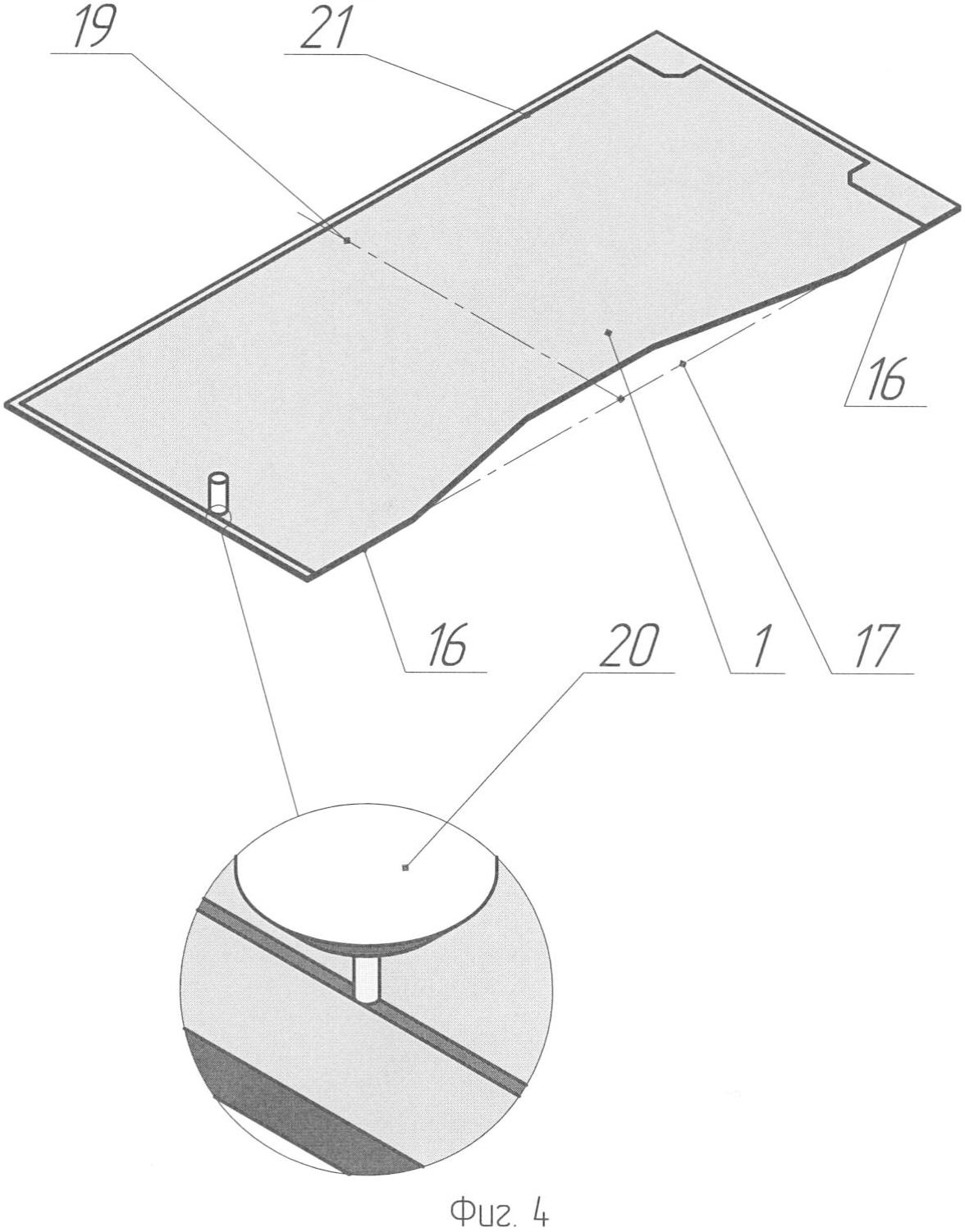
Группа изобретений относится к термической резке и может быть использована для получения сложного криволинейного контура крупногабаритных деталей из броневых сталей и сплавов. Известны способ и устройство изготовления башни среднего танка (см. RU 2208215 C1, F41H 5/20, B23K 31/02, 10.07.2003). Способ включает замер проема корпуса ВМ, базирование крыши по заданным базовым координатам, вырезку контура крыши машиной термической резки (МТР), перемещающейся по рельсовому пути, и слесарную обработку. Устройство содержит стол и упорные платики. Однако известный способ имеет недостатки: 1. Способ сложен и трудоемок и пригоден только для прямого реза простых контуров крыш МТО и никак не сложных криволинейных контуров крыш. 2. Рез контура крыши можно осуществить только за несколько проходов. 3. После реза требуется слесарная доводка контура крыши до заданных ТУ размеров. К недостаткам устройства следует отнести: невозможность использования магнито-копировальных машин для получения сложных криволинейных контуров крыш МТО разных модификаций ВМ из-за отсутствия механизма трансформации измерителей в копиры и точного воспроизводства резких изменений контура, а также точного базирования и фиксации крыши при ее обработке. В настоящее время при изготовлении ВМ разных модификаций со сложными криволинейными контурами крыш МТО повышены требования к точности их изготовления, а также уделяется внимание снижению трудоемкости и удешевлению процесса обработки крыш. Поэтому задачей предлагаемой группы изобретений является обеспечение возможности получения сложного криволинейного реза контура крыши МТО для последующей бесподгоночной установки ее в корпус ВМ, причем различных модификаций. При этом достигается следующий технический результат: возможность получения сложного криволинейного контура крыши МТО путем введения специальной программы в машину термической резки (МТР) с ЧПУ, составленной по контрольным точкам, характерным для каждого корпуса ВМ, а также точной выставки крыши и фиксации ее на специальном устройстве. Для достижения вышеуказанного технического результата предлагается способ обработки крыши МТО ВМ, при котором осуществляют замер проема корпуса ВМ, базирование крыши по заданным базовым координатам, вырезку контура крыши машиной термической резки (МТР), перемещающейся по рельсовому пути, и слесарную обработку. Замер проема корпуса производят по контрольным точкам с занесением данных в таблицу для составления программы в МТР с числовым программным управлением (ЧПУ), а базирование крыши МТО осуществляют на устройстве для базирования путем совмещения их базовых осей в 0-точке, и контур крыши режут по составленной программе. Эти признаки обеспечивают сложный криволинейный рез контура крыши МТО разных модификаций ВМ для последующей бесподгоночной установки ее в корпус ВМ. Для достижения технического результата используют устройство для базирования крыши моторно-трансмиссионного отделения МТО военной машины (ВМ), содержащее стол и упорные платики. Стол выполнен в виде жесткой рамной конструкции с торцевыми балками-направляющими, в которых установлены ходовые винты с ловителями для перемещения в горизонтальной плоскости приспособления, размещенного на столе и выполненного в виде рамной конструкции с торцевыми балками, которые повторяют форму торцевых балок-направляющих стола, причем в торцевых балках приспособления установлены винты с вертикальным ходом для установки крыши в горизонтальном положении и откидные винты для перемещения крыши в продольном направлении, при этом упорные платики жестко закреплены на торцевых балках приспособления, а центральный базовый платик с 0-точкой пересечения базовых осей расположен на плоском кронштейне, закрепленном на продольной балке приспособления. Устройство позволило осуществить точное базирование и надежную фиксацию крыши для осуществления способа точного реза криволинейного контура без дополнительной доводки требуемых размеров. Заявленные изобретения имеют отличия от наиболее близких аналогов, следовательно, они удовлетворяют условию патентоспособности изобретения «новизна». Анализ уровня техники в этой области показал, что признаки, отличающие заявляемые решения, не были выявлены, что удовлетворяет условию патентоспособности изобретений «изобретательский уровень». Заявленные решения взаимосвязаны настолько, что образуют единый изобретательский замысел. Действительно, способ обработки крыши МТО ВМ можно осуществить на устройстве для базирования крыши МТО, следовательно, удовлетворено требование «единство изобретения». Предлагаемое изобретение поясняется примером выполнения и иллюстрируется чертежами, где на фиг.1 показан общий вид предлагаемого устройства, на фиг.2 – стол устройства для базирования крыши МТО, на фиг.3 – приспособление устройства для базирования крыши МТО, на фиг.4 – заготовка крыши МТО с указанием линии реза криволинейного контура. Заявляемый способ обработки крыши 1 МТО ВМ осуществляется машиной термической резки (МТР) с ЧПУ 2, перемещающейся по рельсовому пути с базовым рельсом 3. Обработку крыши 1 производят на специальном устройстве, содержащем стол 4, выполненный в виде жесткой рамной конструкции с торцевыми балками – направляющими 5, где установлены ходовые винты 6 с ловителями 7 для установки и перемещения в горизонтальной плоскости приспособления 8, представляющего собой рамную конструкцию, торцевые балки 9 которой повторяют форму торцевых балок – направляющих 5 стола 4. В торцевых балках 9 установлены винты 10 с вертикальным ходом для выставки заготовки крыши 1 в горизонтальном положении и откидные винты 11 для перемещения крыши 1 в продольном направлении. Со стороны базового рельса 3 на торцевых балках 9 приспособления 8 жестко закреплены упорные платики 12, а центральный платик 13 с 0-точкой пересечения базовых осей расположен на плоском кронштейне 14, закрепленном на продольной балке 15 приспособления 8. Пример. Для осуществления обработки крыши МТО ВМ любой модификации вначале производят обмер проема соответствующего корпуса по контрольным точкам (11 контрольных точек) и данные замера заносят в таблицу для составления управляющей программы для МТР с ЧПУ, которая является индивидуальной для реза контура каждой крыши 1. Программу составляют с учетом гарантированных зазоров, которые заложены в ТУ, а затем обработанную программу вводят в ЧПУ МТР 2. Далее заготовку крыши 1 МТО с помощью грузоподъемного устройства, например крана, устанавливают на приспособление 8 так, что базовые кромки 16 крыши 1, через которые проходит базовая ось 17, поджимаются к базовым платикам 12, и при помощи винтов 10 с вертикальным ходом заготовку выставляют в горизонтальное положение, а для предотвращения саморазвинчивания винтов 10 их фиксируют стопорной гайкой 18. После чего производят позиционирование оси 19 крыши 1 относительно базовой 0-точки на центральном платике 13 при помощи винтов 11. Таким образом, на заявленном устройстве точно выставляется и фиксируется заготовка крыши 1 для реза контура 21, который производят резаком 20 МТР 2 и осуществляют его за один проход, начиная с 0-точки. После вырезки контура по заданной программе машину перемещают в крайнее положение и производят расфиксацию крыши, затем при помощи грузоподъемного устройства снимают готовую крышу с приспособления и подвергают слесарной обработке – зачистке кромок и заусенцев. Заявленный способ обработки крыши МТО успешно осуществлен в сборочном цехе Уралвагонзавода на специальном устройстве, что свидетельствует о промышленном применении как способа, так и устройства. Группа изобретений позволяет получить криволинейный контур крыши МТО за 1 проход резака машиной термической резки с ЧПУ без дополнительных физических и экономических затрат с высокой степенью точности, что дает возможность установить ее без подгонки в корпус ВМ. Точное базирование крыши и рез контура по индивидуальной программе ликвидировали брак дорогостоящих заготовок крыш МТО и создали удобство и простоту процесса обработки.
Формула изобретения
1. Способ обработки крыши моторно-трансмиссионного отделения (МТО) военной машины (ВМ), включающий замер проема корпуса ВМ, базирование крыши по заданным базовым координатам, вырезку контура крыши машиной термической резки (МТР), перемещающейся по рельсовому пути, и слесарную обработку, отличающийся тем, что замер проема корпуса производят по контрольным точкам с занесением данных в таблицу для составления программы в МТР с числовым программным управлением (ЧПУ), а базирование крыши МТО осуществляют на устройстве для базирования путем совмещения их базовых осей в 0-точке, а вырезку контура крыши осуществляют МТР по составленной программе за один проход. 2. Устройство для базирования крыши моторно-трансмиссионного отделения МТО военной машины (ВМ), содержащее стол и упорные платики, отличающееся тем, что стол выполнен в виде жесткой рамной конструкции с торцевыми балками-направляющими, в которых установлены ходовые винты с ловителями для перемещения в горизонтальной плоскости приспособления, размещенного на столе и выполненного в виде рамной конструкции с торцевыми балками, которые повторяют форму торцевых балок-направляющих стола, причем в торцевых балках приспособления установлены винты с вертикальным ходом для установки крыши в горизонтальном положении и откидные винты для перемещения крыши в продольном направлении, при этом упорные платики жестко закреплены на торцевых балках приспособления, а центральный базовый платик с 0-точкой пересечения базовых осей расположен на плоском кронштейне, закрепленном на продольной балке приспособления.
РИСУНКИ
|
||||||||||||||||||||||||||