Патент на изобретение №2339468
|
||||||||||||||||||||||||||||||||||||||||
(54) ОПРАВКА ДЛЯ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ С ВНУТРЕННИМИ ПРОДОЛЬНЫМИ РЕБРАМИ
(57) Реферат:
Изобретение относится к трубопрокатному производству и может быть использовано при холодной периодической прокатке труб с внутренними продольными ребрами. Оправка содержит цилиндрическую и коническую часть, состоящую из обжимного и калибрующего участков с продольными канавками переменной площади поперечного сечения по длине оправки. Для возможности получения труб с высотой внутренних продольных ребер, составляющей до 90% от толщины стенки межреберного пространства, при высокой точности и высоком качестве поверхности ребер, площадь поперечного сечения канавок уменьшается в направлении уменьшения диаметра оправки. 1 з.п. ф-лы, 3 ил., 2 табл.
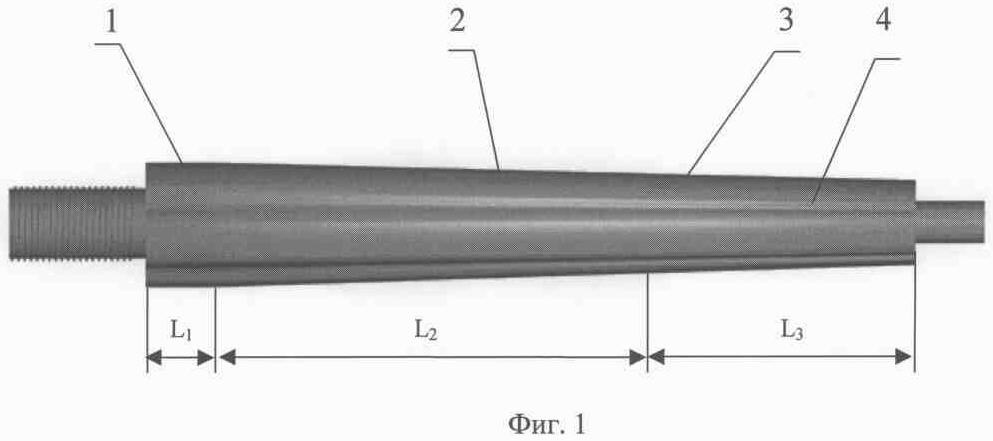
Изобретение относится к области обработки металлов давлением, в частности к холодной прокатке труб с внутренними продольными ребрами. Известна оправка для периодической прокатки труб с внутренними продольными ребрами, содержащая цилиндрическую и коническую части, состоящую из обжимного и калибрующего участков, с продольными канавками при постоянной ширине дна, в которой каждая канавка выполнена с наклонными стенками и с увеличивающейся в направлении уменьшения диаметра оправки площадью поперечного сечения (а.с. СССР №1547894, опубл. 07.03.1990). Недостаток данной оправки заключается в следующем. С увеличением площади поперечного сечения канавок оправки увеличиваются различия в вытяжке металла в межреберном пространстве и ребре, что приводит к появлению значительных растягивающих напряжений и образованию дефектов ребер. Кроме того, наибольшее заполнение канавок происходит в конце обжимной зоны, где металл в большей степени упрочнен. При получении труб с высотой внутренних продольных ребер, составляющей до 90% толщины стенки межреберного пространства, это не дает возможности обеспечить точность геометрических размеров ребер. Задачей изобретения является получение труб с высотой внутренних продольных ребер, составляющей до 90% от толщины стенки межреберного пространства при высокой точности геометрических размеров и высоком качестве поверхности ребер и межреберного пространства. Для достижения технического результата в оправке для формирования труб с внутренними продольными ребрами, содержащей цилиндрическую часть и коническую часть, состоящую из обжимного и калибрующего участков с продольными канавками переменной площади поперечного сечения по длине оправки, площадь поперечного сечения канавок уменьшается в направлении уменьшения диаметра оправки с конусностью образующей дна канавки, в 1,2÷1,5 раза меньшей конусности конической части оправки. В частном случае выполнения дно и выходы из канавок могут быть выполнены скругленными: радиусы скругления выходов из канавки составляют 1,2÷1,7 радиусов скругления дна канавки, а радиусы скругления дна канавок в начале обжимного участка составляют 1,5÷3,0 радиусов округлений дна канавки в конце обжимного участка. Изобретение поясняется чертежами. На фиг.1 изображена оправка, на фиг.2 – продольное сечение канавки, на фиг 3 – поперечные сечения канавки в начале и в конце обжимного участка оправки. Пример. Оправка содержит цилиндрическую часть 1 длиной L1 и коническую часть, состоящую из обжимного участка 2 длиной L2 и калибрующего участка 3 длиной L3 (фиг.1). На конической части оправки выполнены канавки 4 в количестве, соответствующем требуемому количеству ребер в трубах. Конусность образующей дна канавки tg Возможность осуществления изобретения подтверждает прокатка, проведенная на стане ХПТ-55 труб с толщиной стенки 1,6 мм и высотой ребра 1,4±0,05 мм из заготовки с толщиной стенки 4,2 мм (из циркониевого сплава) с применением оправки заявленной конструкции (фиг.1). Результаты измерений геометрических размеров ребер приведены в таблице 1. Точность геометрических размеров и качество поверхности ребер и межреберного пространства удовлетворительное.
Для получения сравнительных данных был опробован также способ прокатки труб с применением оправки-прототипа с увеличением площади поперечного сечения канавок в направлении уменьшения диаметра оправки. С применением данной конструкции оправки проведена прокатка труб с толщиной стенки 1,6 мм и высотой ребер 1,4 мм из заготовок с толщиной стенки 4,2 мм. Результаты измерений приведены в таблице 2. Отмечены недостаточная высота ребер и неудовлетворительное качество поверхности.
Таким образом, с применением предложенной конструкции оправки, по сравнению с прототипом, при одинаковой глубине канавок в калибрующем участке из одного размера заготовок при холодной прокатке формируются более высокие ребра с лучшими параметрами качества поверхности и точности. Оправка опробована в промышленных условиях ОАО ЧМЗ и готовится к серийному производству труб с внутренними продольными ребрами.
Формула изобретения
1. Оправка для периодической прокатки труб с внутренними продольными ребрами, содержащая цилиндрическую часть и коническую часть, состоящую из обжимного и калибрующего участков с продольными канавками переменной площади поперечного сечения по длине оправки, отличающаяся тем, что площадь поперечного сечения канавок уменьшается в направлении уменьшения диаметра оправки с конусностью образующей дна канавок, в 1,2÷1,5 раза меньшей конусности конической части оправки. 2. Оправка по п.1, отличающаяся тем, что дно и выходы из канавок выполнены скругленными, радиусы скругления выходов из канавок составляют 1,2÷1,7 радиусов скругления дна канавок, а радиусы скругления дна канавок в начале обжимного участка составляют 1,5÷3,0 радиусов скруглений дна канавок в конце обжимного участка.
РИСУНКИ
|
||||||||||||||||||||||||||||||||||||||||
 1 в 1,3 раза меньше конусности конической части оправки tg
1 в 1,3 раза меньше конусности конической части оправки tg