Патент на изобретение №2339031
|
||||||||||||||||||||||||||
(54) СПОСОБ ДВУХКАНАЛЬНОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ С ТЕХНОЛОГИЧЕСКИМ НЕПРОВАРОМ СОЕДИНЯЕМЫХ ДЕТАЛЕЙ
(57) Реферат:
Использование: для ультразвукового контроля сварных соединений. Сущность заключается в том, что одновременно сканируют прямым и наклонным ультразвуковыми преобразователями поперек сварного соединения с шагом меньше диаметра ультразвукового пучка и регистрируют время распространения эхо-сигналов по первому и по второму каналам, реконструируют на дисплее суммарную последовательность двумерных изображений сечений зоны контроля, на которых по эхо-сигналам первого канала формируют изображения наружной и внутренней поверхностей сварного соединения в виде цветных линий, линию максимально допустимого технологического непровара, а также изображение вершины непроваренной части стыка и по сигналам второго канала формируют в заданном масштабе кривую с цветным кодом, точки которой соответствуют временному положению импульсов, отраженных от зоны вершины непровара, и с помощью программного обеспечения вычисляют максимальный по амплитуде импульс, обозначают его другим цветом, а ультразвуковое изображение всего объема сварного шва получают соединением концов предыдущих В-сканов с началом последующих В-сканов. Технический результат: повышение точности и надежности определения величины непроваров, а также упрощение оценочной работы дефектоскописта. 3 ил.
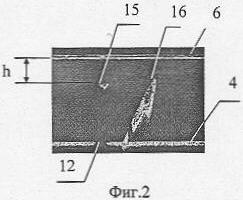
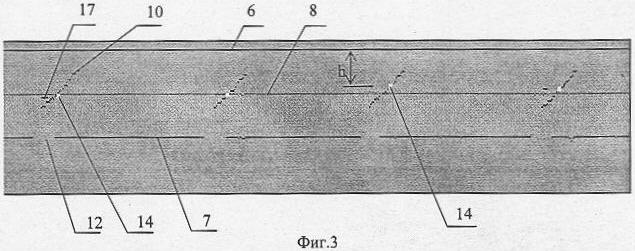
Изобретение относится к ультразвуковой дефектоскопии сварных соединений и может быть использовано в различных отраслях промышленности для определения качества продукции при контроле по ультразвуковым изображениям. Конструкция сварных соединений с технологическим непроваром используется в различных отраслях промышленности. Методы контроля качества этих соединений требуют дальнейшего совершенствования, поэтому предлагаемый способ является актуальным. Известен способ контроля изделий по ультразвуковым изображениям при В и С – сканировании. При В-сканировании реконструируют ультразвуковое сечение сварного шва (Патент РФ №2011194, G01N 29/04, Маслов К.М. и др., Б.И. №7, 15.04.94). Контроль по этому способу осуществляют следующим образом: объект контроля помещают под ультразвуковым преобразователем, анализируют форму сигнала, выбирают процедуру получения изображения, по которому оценивают качество объекта контроля. Недостатком этого устройства является то, что нахождение максимальных размеров дефекта по изображениям, полученным при В-сканировании, проводят с перестройкой режимов контроля. При таком способе на измерение размера дефекта затрачивается около 5 минут, что недопустимо для 100% контроля серийных изделий. Наиболее близким по технической сущности к предлагаемому ультразвуковому способу контроля является выбранный в качестве прототипа “Ультразвуковой способ контроля изделий и материалов” (Патент РФ №2179313, G01N 29/06, 29/04, Пронякин В.Т и др., Б.И. №4, 10.02.2002). Контроль по этому способу осуществляют следующим образом: сканируют ультразвуковым преобразователем по профилю объекта контроля, регистрируют амплитуды и координаты эхо-сигналов, обрабатывают данные на компьютере и получают на дисплее двумерные ультразвуковые изображения сечений зоны контроля, которые суммируют в одно изображение и, при наличии на нем дефекта, “полистно” просматривают все изображения и по ним оценивают наличие и размер дефектов. Существенным недостатком этого способа является невозможность с необходимой точностью суммировать изображения сварных швов с технологическим непроваром, поскольку даже при одинаковой величине непровара амплитуды принятых сигналов зависят еще от формы, толщины, шероховатости и других параметров непровара, поэтому суммарное изображение имеет некоторую размытость и как результат получают существенное значение погрешности в определении величины непровара. Кроме того, влияет субъективный фактор оценки погрешности дефектоскопистом. Этот эффект особенно проявляется в тонкостенных (0,5-5 мм) изделиях. Технической задачей предлагаемого изобретения является повышение точности и надежности определения величины непроваров, а также упрощение оценочной работы дефектоскописта, что особенно важно при работе с особо вредными и ценными материалами. Поставленная задача решается тем, что способ двухканального ультразвукового контроля сварных соединений с технологическим непроваром соединяемых деталей заключается в том, что сканируют ультразвуковым пучком по профилю сварного соединения, регистрируют эхо-сигналы, обрабатывают данные на компьютере и получают на дисплее двумерные ультразвуковые изображения В-сканов зоны контроля, причем одновременно сканируют прямым и наклонным ультразвуковыми преобразователями (ПЭП1 и ПЭП2) поперек сварного соединения с шагом меньше диаметра ультразвукового пучка и регистрируют время распространения эхо-сигналов по первому ПЭП1 и по второму ПЭП2 каналу, реконструируют на дисплее суммарную последовательность двумерных изображений сечений зоны контроля, на которых по эхо-сигналам первого канала формируют изображения наружной и внутренней поверхностей сварного соединения в виде цветных линий, линию максимально допустимого технологического непровара, а также изображение вершины непроваренной части стыка и по сигналам второго канала формируют в заданном масштабе кривую с цветным кодом, точки которой соответствуют временному положению импульсов, отраженных от зоны вершины непровара, и с помощью программного обеспечения вычисляют максимальный по амплитуде импульс, обозначают его другим цветом, а ультразвуковое изображение всего объема сварного шва получают соединением концов предыдущих В-сканов с началом последующих В-сканов. При этом ультразвуковые пучки, излучаемые ПЭП1 и ПЭП2, пересекаются на уровне нормативной глубины проплавления, а траектория сканирования и способ формирования изображения обеспечивают непрерывную последовательную запись всех сечений зоны контроля. На фиг.1 приведена схема двухканального ультразвукового способа контроля сварных соединений с технологическим непроваром соединяемых деталей, реализованного, например, путем сканирования поперечного сварного шва трубы, совершающей вращение вокруг продольной оси; а – схема контроля, б – ультразвуковое изображение, где 1 – труба со сварным швом; 2 – сварной шов; 3 – сканер; 4 – ультразвуковой интроскоп; 5 – ультразвуковые преобразователи ПЭП1 и ПЭП2; 6, 7 – изображение поверхностей сварного шва; 8 – уровень максимально допустимого непровара; 9 – изображение вершины непровара по первому каналу; 10 – кривая временного положения импульсов, отраженных от зоны непровара по второму каналу; 11 – монитор; 12 – изображение тени от непровара; 13 – вершина непровара; 14 – максимум импульсов, отраженных от вершины непровара по второму каналу; h – величина проплавления. На фиг.2 приведено В-изображение вершины непровара и поверхности сварного соединения на стандартном образце (по первому каналу). По второму каналу записано на это же изображение поле ультразвуковых волн, отраженных от боковой поверхности непровара. Определение максимальных значений амплитуд проводят оператором по цвету изображений 15 и 16 непровара, руководствуясь таблицей соответствия цветов и амплитуд. На фиг.3 представлено суммарное по двум каналам ультразвуковое изображение последовательности сечений сварного соединения (LB-сканы), где 17 – изображение вершины непровара по первому каналу. Для повышения точности отсчета величины непровара на изображениях по первому и второму каналам с помощью разработанного программного обеспечения автоматически определяют максимумы отражения от непровара на стандартном образце и эти изображения максимальных точек устанавливают на уровне допустимого технологического непровара. Элементы изображения имеют различные цвета: внешняя и внутренняя поверхности сварного шва 6, 7 обозначены соответственно, например, синим и зеленым цветом; уровень максимально допустимого непровара 8 имеет, например, красный цвет; вершина непровара 14, 17 по двум каналам обозначена, например, желтым цветом; кривая временного положения импульсов, отраженных от зоны непровара 10, обозначена точками, например, синего цвета. Способ двухканального ультразвукового контроля сварных соединений с допустимым непроваром соединяемых деталей осуществляют следующим образом. Контролируемую трубу 1 со сварным швом 2 помещают в сканер 3, шаговые двигатели которого под управлением интроскопа 4 вращают трубу и возвратно-поступательно перемещают ультразвуковые преобразователи 5 вдоль образующей трубы так, что весь объем сварного шва озвучивается ультразвуковыми пучками. Принимаемые сигналы по первому каналу обрабатывают и используют для реконструкции ультразвуковых изображений поверхностей 6, 7 и линии максимально допустимого непровара 8, а также изображения вершины непровара 9, которая наблюдается, если радиус вершины непроплавленной части r> Поскольку определение величины непровара осуществляют по времени распространения импульса до вершины непровара части стыка, то погрешность оценки h не зависит от флуктуации амплитуды отраженного сигнала и поэтому эта погрешность в 2-3 раза меньше, чем при оценки h по амплитуде. Кроме того, двухканальное определение наличия непровара повышает надежность в Предложенный способ проверен на поперечных стыковых швах труб толщиной 2 мм. Полученное ультразвуковое изображение представлено на фиг.3, по которому видно, что величина непровара превысила допустимое значение 50% на участке 2 строк (1 мм). Погрешность оценки глубины проплавления при экспериментах по предлагаемому способу уменьшилась в два раза по сравнению с определением h по амплитуде принятого сигнала. Кроме того, время определения качества сварного соединения дефектоскопистом по получаемым изображениям снизилась с 3-5 минут до 1 минуты и полностью устраняется субъективность контроля. Таким образом, использование предлагаемого двухканального ультразвукового контроля сварных соединений с допустимым технологическим непроваром соединяемых деталей обеспечивает повышение точности и надежности оценки непроваров, а также существенно упрощает работу дефектоскописта.
Формула изобретения
Способ двухканального ультразвукового контроля сварных соединений с технологическим непроваром соединяемых деталей, заключающийся в том, что сканируют ультразвуковым пучком по профилю сварного соединения, регистрируют эхо-сигналы, обрабатывают данные на компьютере и получают на дисплее двумерные ультразвуковые изображения В-сканов зоны контроля, отличающийся тем, что одновременно сканируют прямым и наклонным ультразвуковыми преобразователями поперек сварного соединения с шагом меньше диаметра ультразвукового пучка и регистрируют время распространения эхо-сигналов по первому и по второму каналу, реконструируют на дисплее суммарную последовательность двумерных изображений сечений зоны контроля, на которых по эхо-сигналам первого канала формируют изображения наружной и внутренней поверхностей сварного соединения в виде цветных линий, линию максимально допустимого технологического непровара, а также изображение вершины непроваренной части стыка и по сигналам второго канала формируют в заданном масштабе кривую с цветным кодом, точки которой соответствуют временному положению импульсов, отраженных от зоны вершины непровара, и с помощью программного обеспечения вычисляют максимальный по амплитуде импульс, обозначают его другим цветом, а ультразвуковое изображение всего объема сварного шва получают соединением концов предыдущих В-сканов с началом последующих В-сканов.
РИСУНКИ
|
||||||||||||||||||||||||||
 /2, где
/2, где  (h), где h – глубина проплавления. Если точка 14 кривой 10 выше линии 8, то есть h меньше допустимого значения, то сварной шов бракуется. Одновременное вращение трубы и ультразвуковых преобразователей обеспечивает траекторию сканирования и способ формирования изображения, представляющего непрерывную последовательность всех сечений зоны контроля.
(h), где h – глубина проплавления. Если точка 14 кривой 10 выше линии 8, то есть h меньше допустимого значения, то сварной шов бракуется. Одновременное вращение трубы и ультразвуковых преобразователей обеспечивает траекторию сканирования и способ формирования изображения, представляющего непрерывную последовательность всех сечений зоны контроля. 2 раз, а наличие линии уровня 8 и кривой временного положения вершины непровара 10 не только упрощает проведение оценки непровара, но и повышает точность, даже при отсутствии изображения 15 вершины непровара части стыка по первому каналу.
2 раз, а наличие линии уровня 8 и кривой временного положения вершины непровара 10 не только упрощает проведение оценки непровара, но и повышает точность, даже при отсутствии изображения 15 вершины непровара части стыка по первому каналу.