Патент на изобретение №2334601
|
||||||||||||||||||||||||||
(54) СПОСОБ ПРОФИЛИРОВАНИЯ ЭЛЕМЕНТОВ ПЛУНЖЕРНОГО ЭВОЛЬВЕНТНОГО ЗАЦЕПЛЕНИЯ
(57) Реферат:
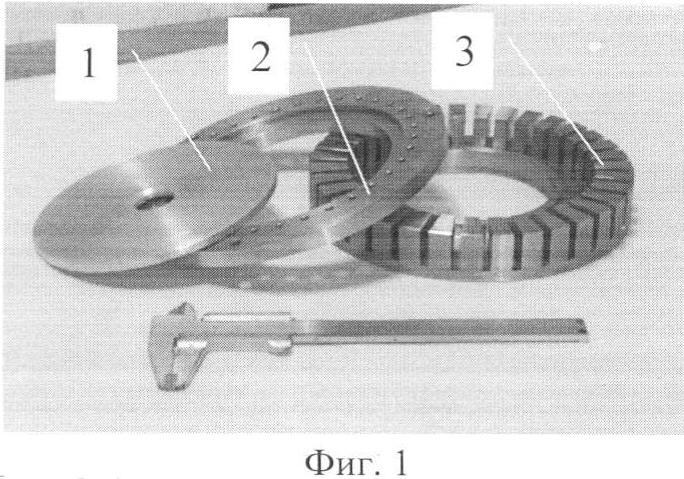
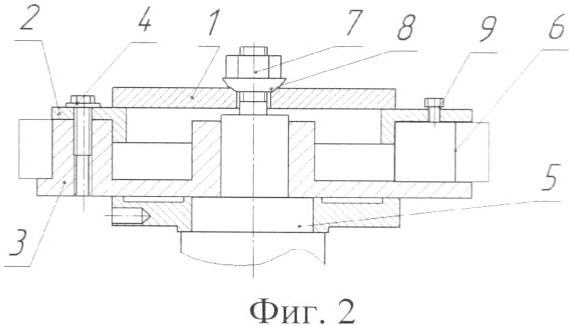
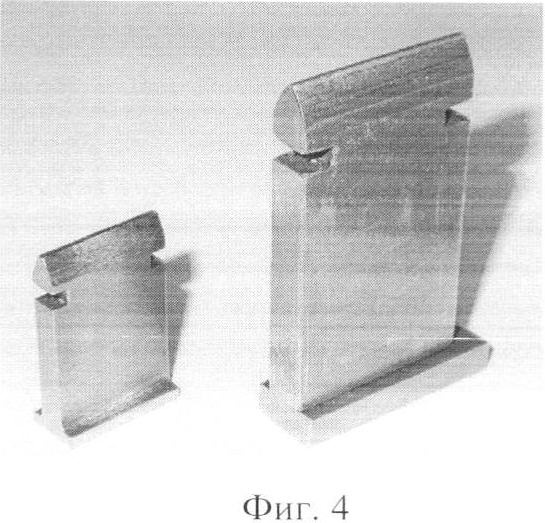
Способ включает непрерывное вращение колеса, установленного на столе зубообрабатывающего станка, возвратно-поступательное движение рейки с прямолинейными режущими кромками вдоль зуба колеса, подачу ее в тангенциальном колесу направлении и отводе рейки при обратном ходе. При этом колесо выполняют в виде технологического приспособления, в пазы которого устанавливают и закрепляют с равным угловым шагом призматические заготовки упомянутых элементов с базированием по задней и торцевой поверхности. Затем приспособление устанавливают и выверяют на столе зубообрабатывающего станка, после чего осуществляют механическую обработку заготовок. В пазы приспособления могут быть установлены пластинчатые пружины. Технический результат: увеличение производительности изготовления элементов плунжерного эвольвентного зацепления. 1 з.п. ф-лы, 4 ил.
Изобретение относится к металлообработке и предназначено для профилирования рабочей поверхности элементов плунжерного эвольвентного зацепления. Эффективность и производительность изготовления отдельных деталей газогидравлических двигателей определяется конструкцией и характеристиками применяемых технологических средств. Особенностью конструкции плунжерного газогидравлического двигателя (“Плунжерный газогидравлический двигатель”, патент RU №2278979, опубл. бюлл. №18, 2006) является дискретность элементов зацепления плунжерной волновой передачи, которые представляют собой отдельные призматические заготовки. Для увеличения производительности изготовления профильной части одного из таких элементов – плунжера, может использоваться известная технология непрерывной обкатки зубчатого колеса инструментом (Калев Н.С. и др. Металлорежущие станки. – М.: Машиностроение, 1980), позволяющая получить эвольвентный профиль рабочей части детали. Известен способ установки зубчатого колеса на зубообрабатывающем станке (Производство зубчатых колес: Справочник / С.Н.Калашников, А.С.Калашников, Г.И.Коган и др.; Под общ. ред. Б.А.Тайца. – 3-е изд., перераб. и допол. – М.: Машиностроение, 1990. – 464 с.: ил., рис.3.11). Недостатком такого способа является низкая производительность, обусловленная невозможностью установки на станке дискретных элементов зацепления – плунжеров. Наиболее близким к предлагаемому по технической сути является способ обработки зубьев цилиндрического эвольвентного колеса (Авт. св. SU №1547977, опубл. 07.03.1990 бюл. №9), основанный на непрерывном вращении колеса, возвратно-поступательном движении рейки с прямолинейными режущими кромками вдоль зуба колеса, подаче ее в тангенциальном колесу направлении и отводе рейки при обратном ходе. Технической задачей, на решение которой направлено заявляемое изобретение, является увеличение производительности изготовления плунжеров плунжерного газогидравлического двигателя. Поставленная задача решается тем, что в известном способе обработки зубьев цилиндрического зубчатого колеса, основанном на непрерывном вращении колеса, возвратно-поступательном движении рейки с прямолинейными режущими кромками вдоль зуба колеса, подаче ее в тангенциальном колесу направлении и отводе рейки при обратном ходе, колесо выполняется в виде технологического приспособления, в пазы которого устанавливаются и закрепляются с равным угловым шагом призматические заготовки плунжеров с базированием по задней и торцевой поверхности, затем приспособление устанавливается и выверяется на столе зубообрабатывающего станка, после чего осуществляют механическую обработку заготовок. Для уменьшения погрешности базирования в пазы приспособления могут быть установлены пластинчатые пружины. На фиг.1 изображено технологическое приспособление для обработки плунжеров; На фиг.2 показано осевое сечение технологического приспособления; На фиг.3 изображен плунжер, профильная часть которого получена обработкой с помощью изложенного способа; На фиг.4 изображено поперечное сечение паза приспособления с установленными пластинчатыми пружинами. Установка заготовок производится в следующей последовательности. Заготовки 6 устанавливаются в пазы сепаратора 3 приспособления, которые размещены с равным угловым шагом и базируются по задней и торцевой поверхности, при помощи винтов 4 к сепаратору 3 крепится крышка 2 с размещенными в ней винтами 9, с помощью которых заготовки закрепляются от радиального и осевого перемещения, затем приспособление с помощью прижимной шайбы 1, сферической шайбы 8 и гайки 7 устанавливается на стол станка 5, дальнейшая настройка станка не отличается от известных способов настройки зубошлифовальных станков. Для уменьшения окружного зазора между заготовкой 6 и сепаратором 3 пазы сепаратора 3 приспособления могут оснащаться пластинчатыми пружинами 10, которые закрепляются с помощью винтов 11.
Формула изобретения
1. Способ профилирования элементов плунжерного эвольвентного зацепления, включающий непрерывное вращение колеса, установленного на столе зубообрабатывающего станка, возвратно-поступательное движение рейки с прямолинейным и режущими кромками вдоль зуба колеса, подачу ее в тангенциальном колесу направлении и отводе рейки при обратном ходе, при этом колесо выполняют в виде технологического приспособления, в пазы которого устанавливают и закрепляют с равным угловым шагом призматические заготовки упомянутых элементов с базированием по задней и торцевой поверхности, затем приспособление устанавливают и выверяют на столе зубообрабатывающего станка, после чего осуществляют механическую обработку заготовок. 2. Способ по п.1, в котором в пазы приспособления установлены пластинчатые пружины.
РИСУНКИ
|
||||||||||||||||||||||||||