Патент на изобретение №2331945
|
||||||||||||||||||||||||||
(54) УСТРОЙСТВО ЛОКАЛЬНОГО РАЗМАГНИЧИВАНИЯ ЭЛЕМЕНТОВ ТРУБОПРОВОДОВ
(57) Реферат:
Изобретение относится к области электротехники и может быть использовано при размагничивании труб, стыков труб промысловых и магистральных газопроводов всех категорий и других намагниченных изделий. Техническим результатом является снижение энергопотребления и трудоемкости. Устройство предназначено для установки в зоне сварочного шва и состоит из размагничивающего кабеля, питаемого постоянным током от сварочного выпрямителя и выполненного в виде многовитковой катушки, которая соединена с помощью разъемов, расположенных в металлическом каркасе с укрепленными на нем датчиками величины и направления магнитного поля. Устройство накладывают по обе стороны от свариваемого шва, а ток подают через блок управления, включенный в систему обратной связи с датчиками магнитного поля. Металлический каркас выполнен составным из разомкнутого ферромагнитного магнитопровода с расположенной внутри катушкой, полюсных наконечников и немагнитных пластин прямоугольной формы с нижней цилиндрической поверхностью, диаметр которой равен наружному диаметру трубы. Полюсные наконечники и немагнитные пластины расположены с чередованием относительно сторон магнитопровода. Металлический каркас покрыт огнестойким материалом. 3 ил.
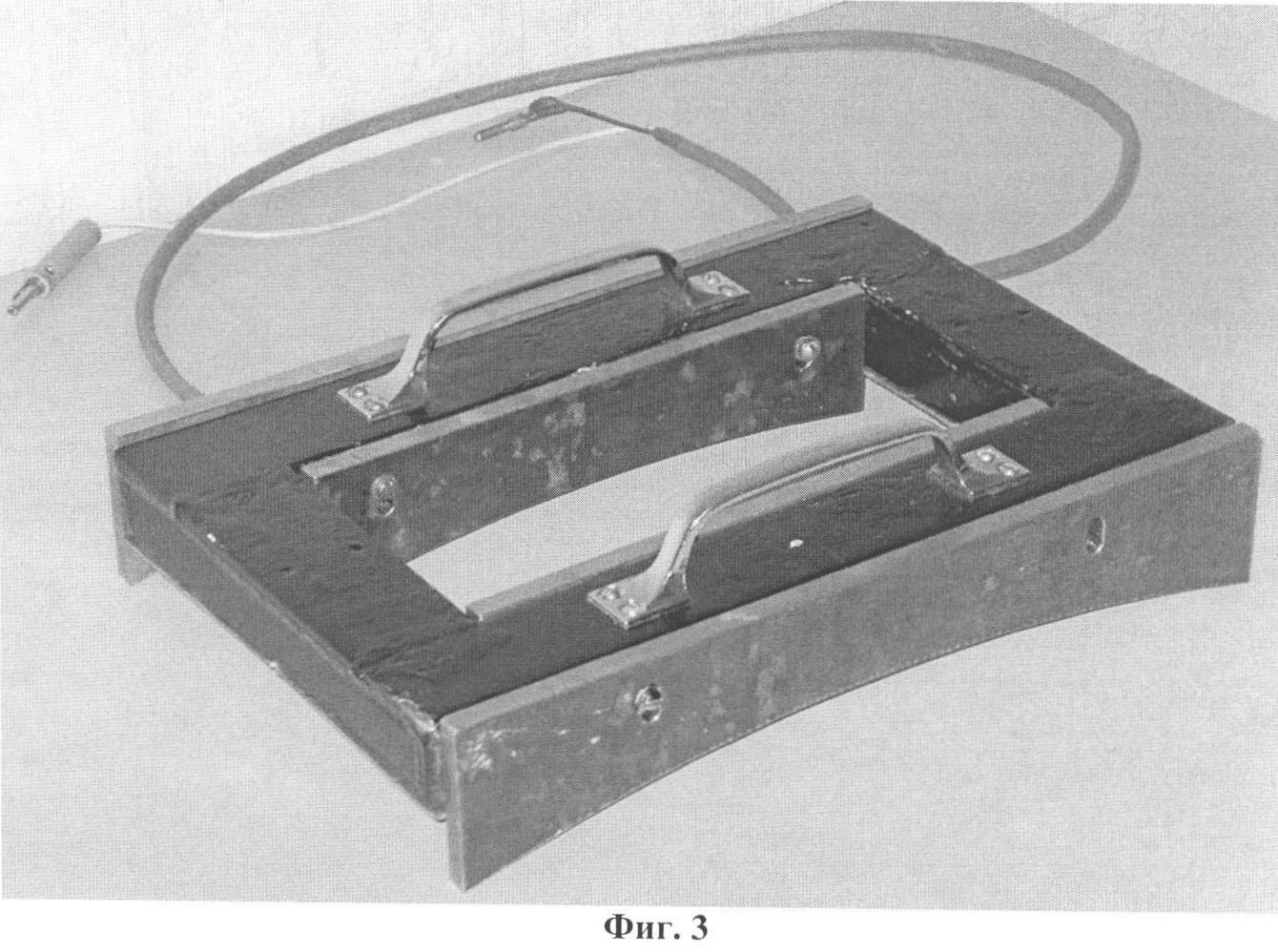
Настоящее изобретение относится к технике размагничивания труб, стыков труб промысловых и магистральных газопроводов всех категорий и других намагниченных изделий. При проведении магнитного контроля внутритрубной или наружной инспекции трубопровода возникает значительная остаточная намагниченность, которая вызывает отрицательные последствия в дальнейшей эксплуатации трубопровода. В частности, при ремонте трубопроводов методом замены поврежденных участков труб остаточная намагниченность не только существенно затрудняет процесс электросварки, но порой делает его невозможным из-за влияния известного эффекта «магнитного дутья». В настоящее время существуют импульсные и компенсационные установки для размагничивания трубопроводов с использованием больших соленоидов ( Такое оборудование требует не только повышенных энергозатрат, но и повышенной трудоемкости при установке на трубопровод в полевых условиях. В качестве недостатка следует отметить значительную трудоемкость и повышенное энергопотребление. Наиболее близким по технической сущности к предлагаемому изобретению является устройство для компенсации магнитного поля трубопровода (свидетельство на полезную модель №13271, МПК H01F 13/00), состоящее из размагничивающего кабеля, наматываемого на трубу и питаемого постоянным током от сварочного выпрямителя, размагничивающий модуль выполняют в виде разъемных колец, содержащих многовитковые катушки, соединяемые с помощью многоконтактных разъемов, расположенные в немагнитном металлическом каркасе с шарнирно укрепленными на нем датчиками величины и направления магнитного поля в зоне свариваемого шва, и накладывают его по обе стороны от свариваемого шва, а ток компенсации в размагничивающий модуль подается через электронный блок управления, включенный в систему обратной связи с датчиками магнитного поля. Недостатком данного.технического решения является увеличение трудоемкости за счет намотки размагничивающего кабеля на трубу и повышенное энергопотребление. Задачей изобретения является снижение энергопотребления и трудоемкости. Поставленная задача достигается тем, что в устройстве локального размагничивания элементов трубопроводов, состоящем из размагничивающего кабеля, питаемого постоянным током от сварочного выпрямителя и выполненного в виде многовитковой катушки, соединенной с помощью разъемов, расположенных в металлическом каркасе с укрепленными на нем датчиками величины и направления магнитного поля в зоне свариваемого шва, накладывают по обе стороны от свариваемого шва, а ток подается через блок управления, включенный в систему обратной связи с датчиками магнитного поля, каркас выполнен составным из разомкнутого ферромагнитного магнитопровода с расположенной внутри катушкой, полюсных наконечников и немагнитных пластин прямоугольной формы с нижней цилиндрической поверхностью диаметра, равного наружному диаметру трубы, которые расположены с чередованием относительно сторон магнитопровода, и покрыт огнестойким материалом. Предлагаемое устройство локального размагничивания поясняется чертежами. На фиг.1 представлена схема размагничивания, на фиг.2 – разрез А-А устройства локального размагничивания трубопроводов. Устройство локального размагничивания трубопроводов содержит каркас 1, на внутренней стороне которого намотана многовитковая катушка 2 из размагничивающего кабеля 3. Каркас 1 выполнен из ферромагнитного магнитопровода 4, двух чередующихся немагнитных пластин 5 прямоугольной формы и полюсных наконечников 6 и покрыт огнестойким материалом. На каркасе 1 установлен датчик магнитного поля 7, который с катушкой 2 через разъем 8 соединен с блоком управления 9. Каркас 1 с катушкой 2 и датчиком 7 установлен в зоне свариваемого стыка 10 элементов трубопровода 11, где расположен электрод 12, который соединен со сварочным выпрямителем 13. Устройство работает следующим образом. Каркас 1 с катушкой 2 из размагничивающего кабеля 3 помещен в разомкнутый магнитопровод 4 и при установке на свариваемый участок трубы замыкает магнитную цепь таким образом, что в стенке трубы проходит заданный магнитный поток в направлении, перпендикулярном свариваемому стыку 10. Съемные ферромагнитные полюсные наконечники 6 обеспечивают прохождение магнитного потока через сварочный стык, а съемные немагнитные пластины 5 устанавливают необходимый воздушный зазор 14 с цилиндрической поверхностью трубы любого диаметра. Таким образом, размагничиваемый участок трубы становится частью магнитопровода катушки с регулируемым магнитным потоком как по величине, так и по направлению. С помощью источника питания постоянного тока блока управления 9 задается необходимый по величине и направлению ток катушки, поле которого компенсирует остаточную магнитную индукцию в зоне сварочного стыка 14. После включения устройства датчиками величины и направления магнитного поля в зоне свариваемого шва типа датчиков Холла 7 определяется направление тока через катушку 2 и создается катушкой 2 поле, направленное навстречу полю в трубе с минимальным магнитным зазором шва 10. Изменение величины магнитного поля в зоне сварки за счет разных причин контролируется датчиком 7, и блоком 9 автоматически изменяется ток через катушку 2. При достижении величины магнитной индукции до значений 20 Гс В рабочем режиме устройство примагничивается компенсирующим потоком к свариваемому участку и надежно удерживается на трубе в любом положении, а в выключенном состоянии легко перемещается на любой участок трубы. Замкнутый магнитопровод позволяет размагничивать участки труб с неравномерным кольцевым намагничиванием. Принцип локальности размагничивания требует минимальных энергозатрат и трудоемкости. Эксперименты показали, что для размагничивания зоны сварки 200×100 мм с остаточной намагниченностью более 3000 Гс в стыке достаточно иметь 300÷500 витков катушки. Вес такой установки не превышает 5 кг (традиционные установки 100 кг). Ток катушки 5÷7 А (традиционные 30÷50 А). Величина рабочей зоны размером 200×100 мм выбрана из соображений периодичности смены электродов, то есть смена сопровождается передвижением рабочей зоны. Примагничивание магнитопровода к трубе и смена съемных пластин позволяют сваривать сложные потолочные швы трубы. Изготовлен опытный образец заявляемого устройства (фиг.3). Испытания его были проведены при ремонтных работах на газопроводе диаметром 1020 мм с толщиной стенки трубы 10 мм. Начальная величина индукции магнитного поля в зазоре шва составляла 35 мТл. Была применена размагничивающая катушка, содержащая в целом 330 витков. Полное время ее монтажа составило 2 минуты. После включения электронного блока управления минимизация магнитного поля была достигнута при токе <4 А при выходном напряжении сварочного выпрямителя 18 В. Контрольные измерения магнитного поля в зазоре шва дали значения менее 1,5 мТл. Проведенное при этих условиях заваривание шва по критериям фрактографии, микроанализу участков шва по длине и сечению (показатели свойств по требованию табл.12 РД 03-614-03) и данные магнитной дефектоскопии (ГОСТ 3.242-79. Соединения сварные. Методы контроля качества.) показали его хорошее качество.
Формула изобретения
Устройство локального размагничивания элементов трубопроводов, состоящее из размагничивающего кабеля, питаемого постоянным током от сварочного выпрямителя и выполненного в виде многовитковой катушки, соединенной с помощью разъемов, расположенных в металлическом каркасе с укрепленными на нем датчиками величины и направления магнитного поля в зоне свариваемого шва, накладывают по обе стороны от свариваемого шва, а ток подается через блок управления, включенный в систему обратной связи с датчиками магнитного поля, отличающийся тем, что каркас выполнен составным из разомкнутого ферромагнитного магнитопровода с расположенной внутри катушкой, полюсных наконечников и немагнитных пластин прямоугольной формы с нижней цилиндрической поверхностью диаметром, равным наружному диаметру трубы, которые расположены с чередованием относительно сторон магнитопровода, и покрыт огнестойким материалом.
РИСУНКИ
|
||||||||||||||||||||||||||
 100 кг), потребляющие значительное количество электроэнергии (
100 кг), потребляющие значительное количество электроэнергии ( В
В