Патент на изобретение №2315980
|
||||||||||||||||||||||||||
(54) УСТРОЙСТВО ДЛЯ РЕНТГЕНОВСКОГО КОНТРОЛЯ СВАРНЫХ ШВОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ
(57) Реферат:
Использование: для рентгеновского контроля сварных швов цилиндрических изделий. Сущность заключается в том, что устройство содержит источник рентгеновского излучения, контролируемое изделие и рентгеновскую пленку, при этом оно снабжено механическим приспособлением, выполненным в виде цилиндрической штанги, закрепленной на торце контролируемого изделия при помощи фланца, двумя приводными валиками, расположенными в пазу штанги и связанными между собой зацеплением и кассетой, установленной на торце штанги и выполненной в виде двух секторов, связанных с механизмом продольного перемещения, на которых закреплена плоская гибкая пружина, причем цилиндрическая штанга соосно размещена в отверстии контролируемого изделия с минимальным зазором, а валики максимально приближены к внутренней поверхности контролируемого изделия, при этом каждый сектор кассеты связан со своим приводным валиком, имеющим возможность вращательного и продольного перемещения, а механизм продольного перемещения выполнен в виде рычажного параллелограмма для каждого сектора. Технический результат: обеспечение качественного контроля сварных швов, размещенных в труднодоступных местах, внутренних полостях и зонах сложнопрофильных цилиндрических изделий. 7 ил.
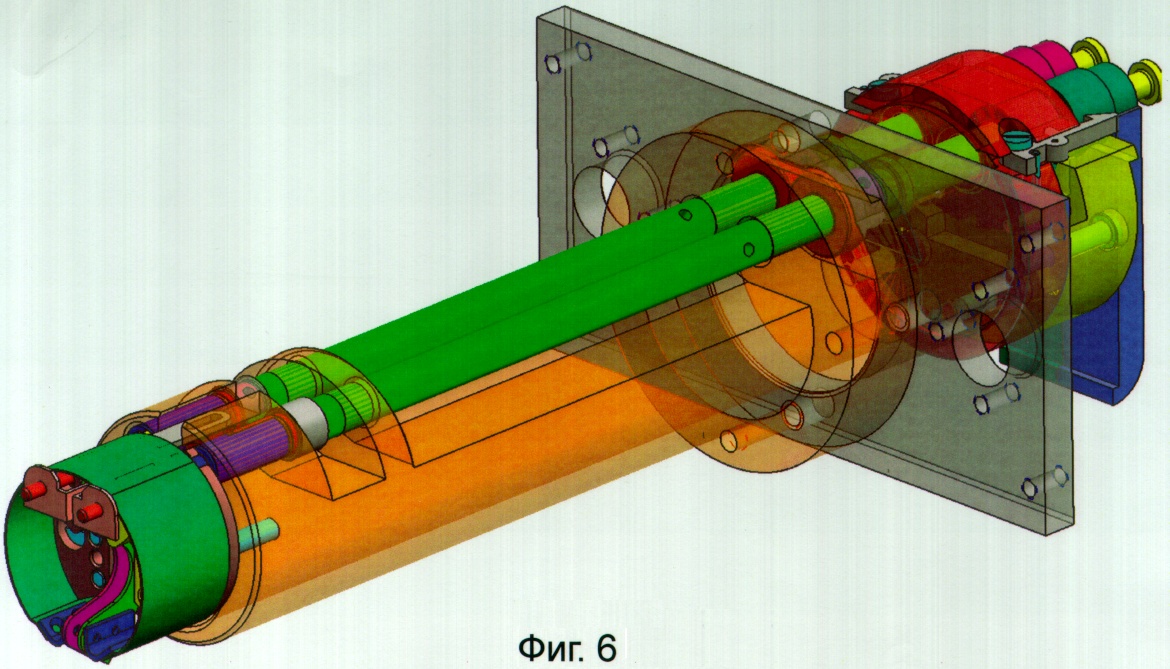
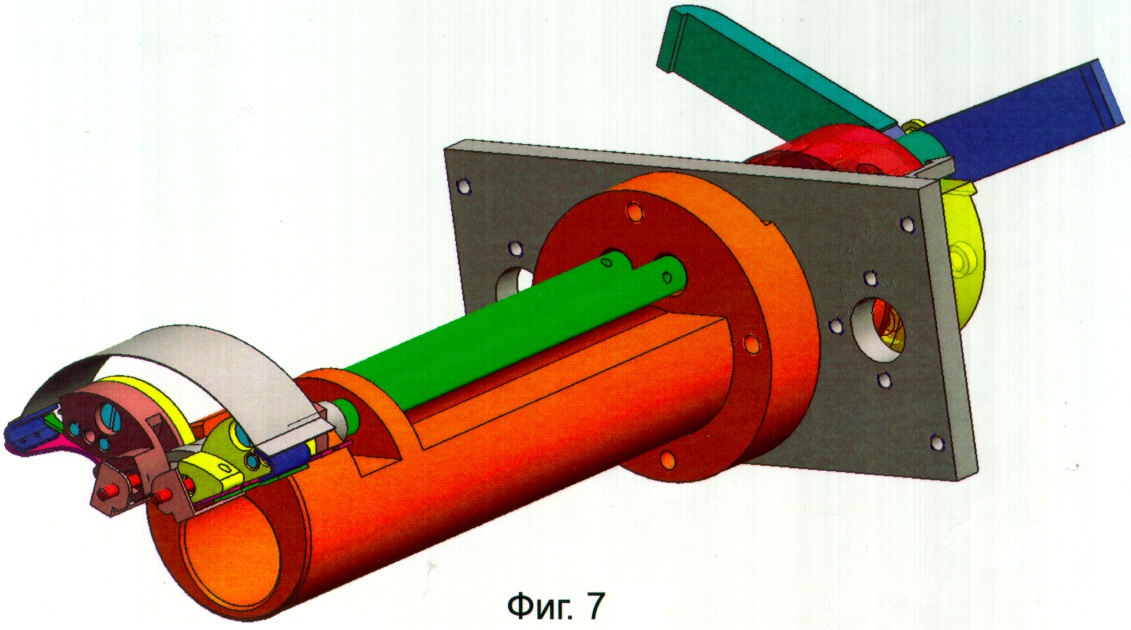
Изобретение относится к области дефектоскопии, а именно к устройствам для рентгеновского контроля сварных швов, размещенных в труднодоступных местах и закрытых полостях, зонах сложнопрофильных, собранных цилиндрических изделий, и может быть реализовано в авиационной, машиностроительной, судостроительной, металлургической и других отраслях промышленности. Известны аппараты Y-дефектоскопии, содержащие источник рентгеновских лучей, выполненный в виде рентгеновской трубки или бетатрона, в которых происходит трансформация энергии электрического тока, переносимого разгоняющимися до больших скоростей электронами, в энергию электромагнитного излучения [1]. Недостатком известных аппаратов является то, что они не позволяют производить рентгеновский контроль сварных швов, расположенных в труднодоступных полостях сложнопрофильных изделий. Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для рентгеновского контроля, включающее источник рентгеновского излучения, контролируемое (просвечиваемое) изделие и рентгеновскую пленку [2]. Недостатком известного устройства является невозможность установки (размещение рентгеновской пленки) в труднодоступные сварные места и полости сложнопрофильных, цилиндрических изделий и тем самым осуществить качественный контроль сварных швов. Технический результат изобретения – обеспечение качественного контроля сварных швов, размещенных в труднодоступных местах, внутренних полостях и зонах сложнопрофильных цилиндрических изделий. Указанный технический результат достигается тем, что устройство для рентгеновского контроля цилиндрических изделий, содержащее источник рентгеновского излучения, контролируемое изделие и рентгеновскую пленку, снабжено механическим приспособлением, выполненным в виде цилиндрической штанги, закрепленной на торце контролируемого изделия при помощи фланца, двумя приводными валиками, расположенными в пазу штанги и связанными между собой зацеплением и кассетой, установленной на торце штанги и выполненной в виде двух секторов, связанных с механизмом продольного перемещения, на которых закреплена плоская гибкая пружина, причем цилиндрическая штанга соосно размещена в отверстии контролируемого изделия с минимальным зазором, а валики максимально приближены к внутренней поверхности контролируемого изделия, при этом каждый сектор кассеты связан со своим приводным валиком, имеющим возможность вращательного и продольного перемещения, а механизм продольного перемещения выполнен в виде рычажного параллелограмма для каждого сектора. Сущность данного изобретения поясняется чертежами, где: на фиг.1 изображен продольный разрез устройства; фиг.2 – разрез А-А на фиг.1; на фиг.3 изображена кассета; фиг.4 – вид Г на фиг.3; фиг.5 – вид Б на фиг.3; на фиг.6 изображен общий вид устройства в аксонометрии; фиг.7 – то же самое с раскрытыми секторами кассеты. Устройство для рентгеновского контроля сварных швов, размещенных в труднодоступных местах, внутренних полостях и зонах сложнопрофильных цилиндрических изделий содержит источник рентгеновского излучения 1, контролируемое изделие 2 и рентгеновскую пленку 3. Устройство снабжено механическим приспособлением, выполненным в виде цилиндрической штанги 4, закрепленной на торце контролируемого изделия при помощи фланца 5. На боковой поверхности цилиндрической штанги 4 образован паз 6, в котором параллельно продольной оси штанги подвижно закреплены два приводных валика 7. Устройство также снабжено кассетой 8, связанной с валиками 7 зацеплением 9, установленной на торце 10 штангами 4 и выполненной в виде двух секторов 11. На секторах 11 установлены механизмы продольного перемещения 12, на которых закреплена плоская гибкая пружина 13. Цилиндрическая штанга 4 соосно размещена в отверстии Д (фиг.1) контролируемого изделия 2 с минимальным зазором. Приводные валики 7 максимально приближены к внутренней поверхности 14 контролируемого изделия 2. Каждый сектор 11 кассеты 8 связан со своим приводным валиком 7, имеющим возможность вращательного и продольного перемещения. Механизм продольного перемещения 12 выполнен в виде рычажного параллелограмма 15 для каждого сектора 11. Устройство снабжено ручным приводом 16, выполненным в виде двух ручек 17, и механизмом фиксации 18 положений секторов 11. Зацепление 9 выполнено в виде двух шестерен 19, каждая из которых установлена неподвижно на валике 7, обеспечивающих синхронное вращение секторов 11. Устройство для рентгеновского контроля сварных швов цилиндрических изделий работает следующим образом. В исходном положении сектора 11 находятся в разведенном состоянии, при этом ручки 17 расположены под углом друг к другу, фиксируемые положением пружины в свободном состоянии. После этого осуществляется установка полоски рентгеновской пленки 3, завернутой в специальную бумагу на плоскую пружину 13 и закрепляется на ней липкой лентой по краям. Затем сектора 11 поворачиваются до сведенного состояния, при этом ручки 17 находятся в нижней части устройства и расположены параллельно друг другу. Далее производится установка кассеты 8 во внутреннюю полость контролируемого изделия 2 через отверстие диаметром Д, при этом фланец 5 упирается в боковую стенку контролируемого изделия 2, а кассета 8 располагается в закрытой полости изделия 2. Потом переводят положение ручек 17 в верхнее состояние под действием упругости пружины, причем пружина 13 с закрепленной на ней рентгеновской пленкой 3 начинает упираться во внутреннюю стенку закрытой полости изделия 2, а ручки 17 перемещаются синхронно за счет шестерен 19. Далее ручки 17 перемещают в сторону, противоположную положению кассеты 8, и тем самым приводные валики 7 через зацепление 9 перемещают рентгеновскую пленку 3 с пружиной 13 за счет механизма продольного перемещения 12 в зону расположения сварного шва закрытой полости в продольном направлении. После этого проводится просвечивание части сварного шва в закрытой зоне. Остальная часть сварного шва просвечивается за счет повторного цикла указанных выше операций, при которых фланец 5 устанавливается в новое положение. Выемка кассеты 8 с цилиндрической штангой 4 производится за счет операций, описанных выше в обратном порядке. Использование данного изобретения позволит обеспечить установку рентгеновской пленки в труднодоступные сварные места, внутренние, сложнопрофильные полости и зоны, собранных цилиндрических изделий и тем самым осуществить качественный контроль сварных швов. Источники информации 1. Я.С.Уманский «Рентгенография металлов», Москва, 1960, стр.53-аналог. 2. Я.С.Уманский «Рентгенография металлов», Государственное научно-техническое издательство литературы по черной и цветной металлургии, Москва, 1960, стр.107 – прототип.
Формула изобретения
Устройство для рентгеновского контроля сварных швов цилиндрических изделий, содержащее источник рентгеновского излучения, контролируемое изделие и рентгеновскую пленку, отличающееся тем, что оно снабжено механическим приспособлением, выполненным в виде цилиндрической штанги, закрепленной на торце контролируемого изделия при помощи фланца, двумя приводными валиками, расположенными в пазу штанги и связанными между собой зацеплением и кассетой, установленной на торце штанги и выполненной в виде двух секторов, связанных с механизмом продольного перемещения, на которых закреплена плоская гибкая пружина, причем цилиндрическая штанга соосно размещена в отверстии контролируемого изделия с минимальным зазором, а валики максимально приближены к внутренней поверхности контролируемого изделия, при этом каждый сектор кассеты связан со своим приводным валиком, имеющим возможность вращательного и продольного перемещения, а механизм продольного перемещения выполнен в виде рычажного параллелограмма для каждого сектора.
РИСУНКИ
|
||||||||||||||||||||||||||