Патент на изобретение №2308541
|
||||||||||||||||||||||||||
(54) СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА СПЛАВЫ
(57) Реферат:
Изобретение относится к области машиностроения, в частности к химико-термической обработке изделий из жаропрочных сплавов на основе никеля. Проводят последовательное нанесение слоев на основе хрома и на основе алюминия и термическую обработку. Нанесение слоя, содержащего хром, осуществляют методом диффузионного насыщения в циркулирующей газовой среде при следующем составе компонентов для насыщения, мас.%: хром 60-98, сплав, содержащий 80 никеля и 20 иттрия, 1-35, хлорид никеля 1-5. Данный способ позволяет повысить качество и долговечность защитного покрытия. 2 з.п. ф-лы, 2 ил.
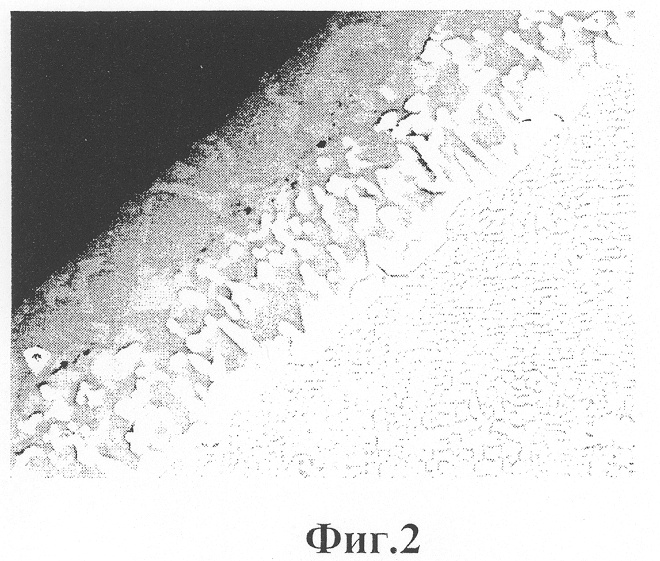
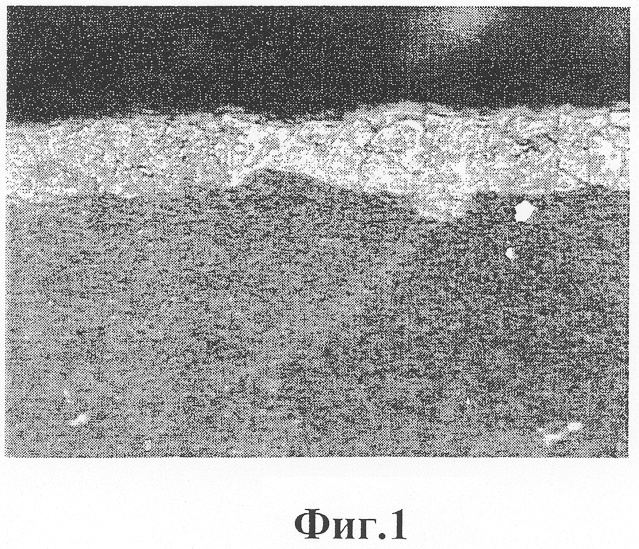
Изобретение относится к области машиностроения, в частности к разделу химико-термической обработки изделий из металлов и сплавов, и может быть использовано, например, для увеличения прочности и долговечности лопаток турбин газотурбинных двигателей или стационарных газовых турбин. Известен способ нанесения покрытий на сплавы (Патент РФ №2213801 С2, 10.10.2003, С23С 4/16), включающий последовательное нанесение слоя покрытия из сплава на основе никеля, нанесение слоя покрытия на основе алюминия и термическую обработку покрытия. В данном способе нанесение первого слоя покрытия на основе никеля осуществляют путем напыления сплава следующего состава, мас.%: хром – 2-30%, алюминий 2-15%, тантал – 0,2-20%, вольфрам 0,5-10%,гафний 0,2-6%, иттрий – 0,001-5%, кремний 0,1-5%, никель – остальное до 100%. После нанесения второго слоя покрытия на основе алюминия проводят термообработку при температуре Т Недостатком данного способа является то, что при напылении первого слоя на основе никеля любым из возможных методов в покрытии возникают дефекты структуры в виде капельной фазы, каналов и т.п., которые снижают характеристики долговечности покрытия. При этом частичное удаление таких дефектов путем дробеструйной обработки и последовательного отжига приводит к увеличению трудоемкости и стоимости, а следовательно, снижает эффективность способа. Наиболее близким к предложенному способу является способ нанесения покрытий на сплавы (Патент РФ №2073742 С1, 20.02.1997, С23С 4/08), включающий последовательное нанесение слоя покрытия, содержащего хром, нанесение слоя покрытия на основе алюминия и термическую обработку. В данном способе наносят первый слой покрытия, содержащего хром, методом вакуумно-плазменного напыления при следующем соотношении компонентов: хром – 28-30%, алюминий – 6-8%, тантал – 8-10%, иттрий – 0,8-1,5%, никель – остальное до 100%. После нанесения второго слоя покрытия на основе алюминия сплав подвергают закалке в вакууме при температуре 1160-1200°С в течение 1-2 ч с последующим отпуском в вакууме при температуре 900-1000°С в течение 1-2 ч. Недостатком данного технического решения является низкая пластичность покрытия, обусловленная довольно высоким содержанием алюминия и значительной толщиной покрытия. Технический результат заявленного способа – повышение качества и долговечности покрытия. Указанный технический результат достигается тем, что в предлагаемом способе нанесения покрытий на жаропрочные сплавы на основе никеля, включающем последовательное нанесение слоя покрытия, содержащего хром, нанесение слоя покрытия на основе алюминия и термическую обработку, нанесение слоя покрытия, содержащего хром, осуществляют методом диффузионного насыщения в циркулирующей газовой среде при следующем соотношении компонентов, мас.%: хром 60-98, сплав (никель 80 – иттрий 20) 1-35, хлорид никеля 1-5. При этом нанесение слоя покрытия, содержащего хром, можно осуществить при температуре t=970-1050°С. Термическую обработку можно провести при температуре Т Нанесение первого слоя покрытия, содержащего хром, осуществляют методом диффузионного насыщения в циркулирующей газовой среде, используя при этом компоненты: хром, сплав (никель 80 – иттрий 20), хлорид никеля. Нанесение второго слоя покрытия на основе алюминия может быть осуществлено, например, методами диффузионного нанесения покрытий: газовое, или шликерное, или порошковое алитирование, хромоалитирование и т.д. Это позволяет получить покрытие, в котором основной структурной составляющей является фаза Применение технологического сплава никеля с иттрием обеспечивает очистку газовой среды камеры от влаги и кислорода воздуха, тем самым препятствуя окислению поверхности деталей и гранул хрома при насыщении, устраняет возможность образования оксидных пленок на деталях, обеспечивая высокое качество покрытия. Применение хрома позволяет обеспечить высокую жаростойкость при пониженном содержании алюминия в получаемом покрытии. Гранулы хрома служат источником для образования галогенидов (например, хлоридов) хрома, используемых для переноса атомов хрома на поверхность деталей. Соль NiCl2 является источником для образования галогенидов, участвующих в переносе хрома на поверхность деталей, а также источником никеля для его осаждения и выполняет роль активатора. Для повышения вязкости и пластичности слоя после осуществления последовательного нанесения слоя покрытия, содержащего хром, и нанесения слоя покрытия на основе алюминия проводят термическую обработку покрытий при температуре Т Время нанесения слоя покрытия, содержащего хром, и нанесения слоя покрытия на основе алюминия (изотермической выдержки на режиме нанесения покрытия на детали) выбирают в зависимости от требуемой толщины покрытия. Температуру t нанесения слоя покрытия, содержащего хром, и нанесения слоя покрытия на основе алюминия назначают, исходя из вопросов сохранения жаропрочности обрабатываемых сплавов. Нанесение покрытия, содержащего хром, осуществляют при температуре 970°С и выше (например, для высокожаропрочных сплавов t=970-1050°С), на основе алюминия – при температуре 900°С и выше. При этом нижний предел температуры t определяется температурой испарения источника газовой среды и, например, для галогенида NiCl2, составляет 970°С. Верхний предел температуры t определяется температурой закалки металлов и сплавов, из которых изготовлены детали, и обычно не превышает максимально допустимых значений рабочих температур изделий, изготовленных из жаропрочных сплавов. Термическую обработку покрытия, например диффузионный отжиг, проводят при температуре Т Испытаниями на термостойкость установили, что оптимальные результаты, получаемые при нанесения покрытий на сплавы, достигаются, когда нанесение слоя покрытия, содержащего хром, осуществляют при следующем соотношении компонентов, мас.%: хром 60-98, сплав (никель 80 – иттрий 20) 1-35, хлорид никеля 1-5. В этом случае содержание хрома в слое покрытия составляет 16-18%. При содержании никельиттриевого сплава <1% в составе ингредиентов рабочей камеры при нанесении слоя покрытия, содержащего хром, происходит локальное окисление поверхности деталей, что приводит в дальнейшем к дефектам в структуре покрытий в виде оксидов и пор, а при высоком содержании никельиттриевого сплава >35% резко тормозится перенос хрома на поверхность детали (в получаемом покрытии практически отсутствует хром) и активируется процесс переноса никеля. При содержании хрома <60% в составе ингредиентов рабочей камеры при нанесении слоя покрытия, содержащего хром, на поверхности изделия формируется обогащенный никелем слой, практически не содержащий хрома, а при высоком содержании хрома >98% ухудшаются качество получаемого слоя и его свойства. При содержании хлорида никеля <1% в составе ингредиентов рабочей камеры при нанесении слоя покрытия, содержащего хром, тормозится процесс химических транспортных реакций из-за недостаточного содержания молекул галогенидов никеля и хрома, участвующих в насыщении, а при высоком содержании хлорида никеля >5% создается избыточное давление в камере, которое может привести к деформации и даже поломке установки. При реализации способа нанесения покрытий на сплавы может быть использована специальная установка, например приведенная в Патенте RU №2270880 С1, 27.02.2006, С23С 10/14, в которой осуществляют процесс диффузионного насыщения в циркулирующей газовой среде. На фиг.1 приведена микроструктура покрытия сплава ЖС6У, полученного после нанесение слоя покрытия, содержащего хром, на фиг.2 – микроструктура покрытия сплава ЖС6У, полученного после термической обработки. Примеры нанесения слоя покрытия, содержащего хром, методом диффузионного насыщения в циркулирующей газовой среде с различным составом компонентов для насыщения в рабочей камере приведены ниже. Пример 1. Проводилась химико-термическая обработка лопаток турбины, изготовленных из сплава ЖС6У, мас.%: хром 9, кобальт 10, молибден 2, вольфрам 10, алюминий 5,5, титан 2,5, ниобий 1,1, цирконий 0,4, бор 0,03, углерод 0,16, иттрий 0,01. Состав компонентов для насыщения в рабочей камере, мас.%: хром 59,5, сплав (Ni80Y20) 37,25, хлорид никеля 3,25. В рабочую камеру загружали детали (лопатки турбины) с указанными компонентами, откачивали воздух до давления 6-10 Па, нагревали садку до температуры 600°С, далее нагрев осуществляли без вакуумирования, а при температуре 800°С включали вентилятор для перемешивания газа и нагревали садку до температуры 1030°С. После выдержки при 1030°С в течение 3 ч нагрев отключали, садку охлаждали до температуры не выше 200°С и детали выгружали. Получали покрытие толщиной 10-15 мкм, в котором содержится 76% никеля и практически отсутствует хром. Пример 2. Проводилась химико-термическая обработка лопаток турбины с теми же компонентами сплава ЖС6У и при тех же режимах процесса, которые приведены в примере 1, но с другим составом компонентов для насыщения в рабочей камере, мас.%: хром 98,8, сплав (Ni80Y20) 0,0, хлорид никеля 1,2. Получали покрытие, содержащее 18% хрома. Толщина слоя покрытия составляла 10-15 мкм. Однако в слое присутствовали неметаллические оксидные включения. Пример 3. Проводилась химико-термическая обработка лопаток турбины с теми же компонентами сплава ЖС6У и при тех же режимах процесса, которые приведены в примерах 1 и 2, но с другим составом компонентов для насыщения в рабочей камере, мас.%: хром 96,4, сплав (Ni80Y20) 2,4, хлорид никеля 1,2. Получали покрытие, состоящее из твердого раствора хрома в никеле, в котором содержится 16% хрома и в слое отсутствуют неметаллические оксидные включения. Толщина слоя покрытия составляла 10-15 мкм (фиг.1). После нанесения слоя покрытия, содержащего хром (пример 3), проводили нанесение слоя покрытия на основе алюминия (алитирование) при температуре 1000°С в течение 3 ч. Получали покрытие толщиной 30-40 мкм, в котором основной структурной составляющей была фаза Для повышения вязкости и пластичности слоя проводили термическую обработку деталей при температуре 1210°С в течение 1 ч 15 мин. Получали покрытие со структурой, состоящей из фазовой смеси Таким образом, использование предлагаемого способа позволяет получать защитное покрытие, обеспечивающее по сравнению с существующими следующие преимущества: – увеличение на 30-50% термостойкости деталей, воспринимающих в процессе работы высокие термические нагрузки, – увеличение стабильности поверхностного слоя и долговечности покрытия на деталях.
Формула изобретения
1. Способ нанесения покрытий на жаропрочные сплавы на основе никеля, включающий последовательное нанесение слоя покрытия, содержащего хром, нанесение слоя на основе алюминия и термическую обработку, отличающийся тем, что нанесение слоя, содержащего хром, осуществляют методом диффузионного насыщения в циркулирующей газовой среде при следующем составе компонентов для насыщения, мас.%: хром 60-98, сплав, содержащий 80 никеля и 20 иттрия, 1-35, хлорид никеля 1-5. 2. Способ по п.1, отличающийся тем, что диффузионное насыщение слоя осуществляют при температуре 970-1050°С. 3. Способ по п.1, отличающийся тем, что термическую обработку проводят при температуре Т
РИСУНКИ
|
||||||||||||||||||||||||||
 1,05 ТЗАК, где ТЗАК – температура закалки сплавов, на которые наносят покрытие.
1,05 ТЗАК, где ТЗАК – температура закалки сплавов, на которые наносят покрытие. -NiAl.
-NiAl.
 -Ni3Al.
-Ni3Al.