Патент на изобретение №2307006
|
||||||||||||||||||||||||||
(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СВАРНЫХ ШВОВ В ГЛУБОКИХ ОТВЕРСТИЯХ С КРИВОЛИНЕЙНОЙ ОСЬЮ
(57) Реферат:
Изобретение относится к области механической обработки, фрезерованию. Устройство содержит борфрезу, механизм ее угловой фиксации, хвостовик. Для расширения технологических возможностей хвостовик выполнен гибким и установлен в шаровых подшипниках, закрепленных на криволинейном стержне, механизм угловой фиксации борфрезы выполнен в виде зажима, внутренняя поверхность которого выполнена сферической и охватывающей шаровой подшипник, наружная поверхность зажима выполнена с радиусом кривизны, соответствующим радиусу обрабатываемой поверхности, при этом боковые стороны зажима расположены под углом 90° друг к другу. 3 ил.
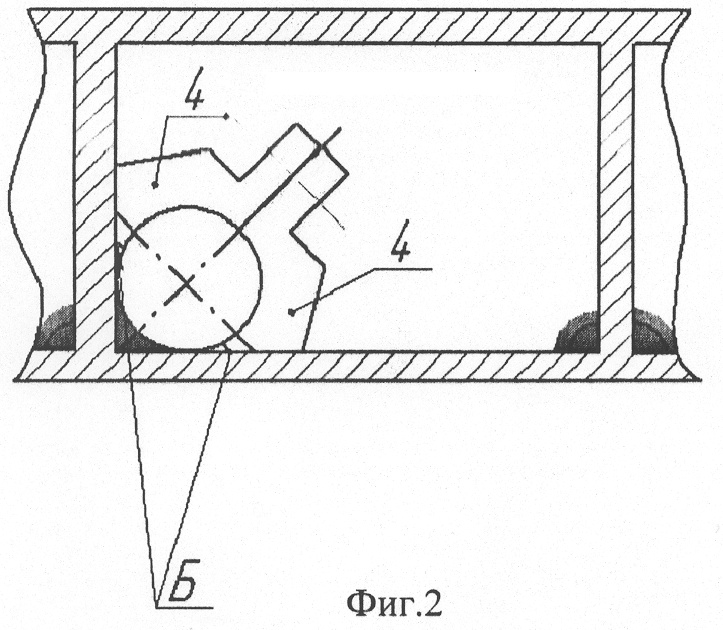
Изобретение относится к механической обработке изделий и может быть использовано при обработке сварочных швов, расположенных во внутренних полостях изделий. Традиционно сварочные швы обрабатываются абразивным инструментом и борфрезами с использованием пневматического или электрического привода. Однако универсальные инструменты и механизмы, особенно на труднодоступных поверхностях, не обеспечивают качественную обработку сварочных швов. Известны устройства для обработки труднодоступных поверхностей. В держателе пульпоэкстрактора Крючкова (а.с. №1741789 A1, A61C 3/04, 1992) используется криволинейная трубка для направления перемещения пульпоэкстрактора. Известна гибкая трубка (а.с. №932075, F16L 27/00, 19822), содержащая кольцеобразные звенья с наружной сферической поверхностью с упругими связями, позволяющими управлять ее перемещением. Указанные устройства не обеспечивают управление перемещением инструмента. В качестве ближайшего аналога заявляемому техническому решению выбрано устройство для обработки глубоких отверстий с криволинейной осью по а.с. №1419818, В 23 В 29/02, 1988, где используется сложный механизм для регулировки расположения инструмента, представляющий собой подвижный составной держатель, состоящий из секций. Каждая секция состоит из двух звеньев – опорного и ведомого. Устройство снабжено промежуточными дисками, соединенными с фланцами звеньев и механизмом угловой фиксации промежуточных дисков, с помощью которого происходит угловая фиксация инструмента. Недостатком является сложность механизма регулирования положением инструмента, приводящая к погрешностям установки инструмента вследствие большого количества звеньев и к возможности врезания режущего инструмента в основной металл. Технической задачей настоящего изобретения является расширение эксплуатационных возможностей устройства за счет обеспечения управляемого перемещения режущего инструмента в пространственной полости изделия и обработки сварочного шва без врезания в основной металл. Технический результат достигается тем, что в устройстве для обработки сварных швов в глубоких отверстиях с криволинейной осью, содержащем борфрезу, механизм ее угловой фиксации и хвостовик, хвостовик выполнен гибким, установленным в шаровых подшипниках, закрепленных на криволинейном стержне, механизм угловой фиксации борфрезы выполнен в виде зажима, внутренняя поверхность которого выполнена сферической, охватывающей шаровой подшипник, наружная поверхность зажима выполнена с радиусом кривизны, соответствующим радиусу обрабатываемой поверхности, при этом боковые стороны зажима расположены под углом 90° друг к другу. Технический результат обеспечивается выполнением хвостовика гибким и возможностью придания режущему инструменту необходимого угла наклона механизмом угловой фиксации борфрезы. Врезания в основной металл при обработке криволинейной поверхности отверстий не происходит благодаря тому, что боковые стороны зажима являются опорными, предотвращающими смещение инструмента за определенные пределы, а наружная поверхность зажима выполнена с радиусом кривизны, соответствующим радиусу обрабатываемой поверхности, и является направляющей движения борфрезы. На фигуре 1 представлено устройство для обработки сварных швов в глубоких отверстиях с криволинейной осью. На фигуре 2 представлена схема расположения устройства в отверстии с криволинейной осью. На фигуре 3 представлен разрез механизма угловой фиксации борфрезы. Устройство для обработки сварных швов во внутренних полостях изделий содержит жесткий криволинейный стержень 1, который закрепляется хомутиками 2 на корпусе привода 3. На криволинейном стержне 1 размещены сборный кронштейн 4 и зажим 5 с шаровыми подшипниками 6, состоящими из двух половинок. Через отверстия в подшипниках проходит хвостовик 7 борфрезы 8, выполненный в виде гибкого вала 7 и закрепляемый в цанге привода 3. Кронштейн 4, закрепленный на средней части криволинейного стержня 1, служит для поддержания хвостовика 7. Зажим 5 с подшипником 6, расположенный на конце криволинейного стержня 1, обеспечивает необходимое положение режущей части борфрезы 8. Зажим 5 состоит из двух частей, внутренние поверхности которых выполнены сферическими, между ними размещены две части шарового подшипника 6, охватывающие хвостовик 7. Фланцы зажима 5 стягиваются болтовым соединением 9. Наружные поверхности Б зажима 5 расположены под углом 90° друг к другу и являются опорными поверхностями. Поверхность зажима 5 выполнена с радиусом кривизны, соответствующим радиусу обрабатываемой поверхности, и является направляющей движения борфрезы. Устройство работает следующим образом. Криволинейный стержень 1 закрепляют хомутами на приводе 3, конец хвостовика 7 борфрезы 8 устанавливают в патрон привода 3. Криволинейный стержень 1 с борфрезой 8 вводят в обрабатываемую полость изделия таким образом, чтобы поверхности Б зажима 5 скользили по боковым стенкам внутренней полости изделия, и определяют наклон режущей части борфрезы 8, необходимый для снятия металла на сварном шве. Устанавливают режущую часть борфрезы 8 под необходимым уголом к обрабатываемой поверхности и фиксируют данное положение болтовым соединением 9. Производят краткое включение привода 3, чтобы проверить вращение хвостовика 7 в подшипниках 6. Затем борфрезу 8 на криволинейном стержне 1 при включенном приводе 3 вводят в полость изделия таким образом, чтобы поверхности Б зажима 5 скользили по боковым поверхностям полости изделия. Снимают первый слой металла сварочного шва. Далее операцию повторяют до получения необходимого размера шва. Таким образом, предлагаемое изобретение повышает эксплуатационные возможности устройства, что позволяет производить обработку сварного шва в глубоких отверстиях с криволинейной осью, выдерживая необходимые размеры без врезания в основной металл.
Формула изобретения
Устройство для обработки сварных швов в глубоких отверстиях с криволинейной осью, содержащее борфрезу, механизм ее угловой фиксации, хвостовик, отличающееся тем, что хвостовик выполнен гибким и установлен в шаровых подшипниках, закрепленных на криволинейном стержне, механизм угловой фиксации борфрезы выполнен в виде зажима, внутренняя поверхность которого выполнена сферической и охватывающей шаровой подшипник, наружная поверхность зажима выполнена с радиусом кривизны, соответствующим радиусу обрабатываемой поверхности, при этом боковые стороны зажима расположены под углом 90° друг к другу.
РИСУНКИ
|
||||||||||||||||||||||||||