Патент на изобретение №2305134
|
||||||||||||||||||||||||||
(54) СПОСОБ ОПРЕДЕЛЕНИЯ ТОПОГРАФИИ СЛОЕВ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ
(57) Реферат:
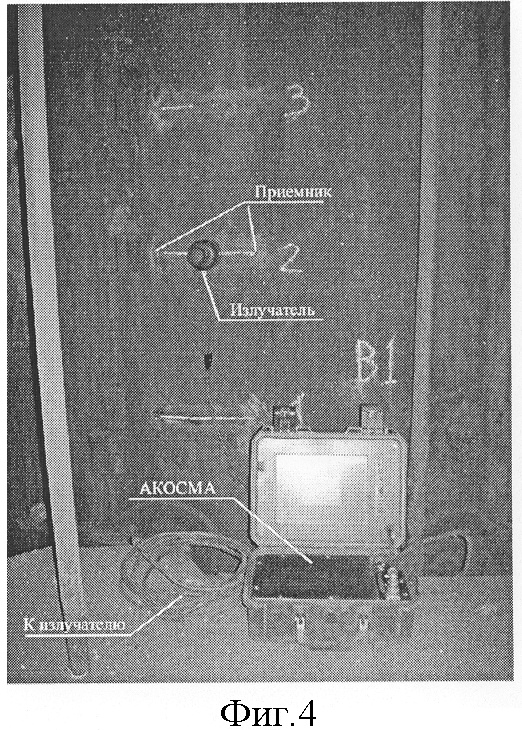
Изобретение относится к области металлургии и предназначено для определения топографии слоев в футеровке металлургического агрегата. Способ включает ультразвуковую локацию слоев футеровки низкочастотными ультразвуковыми колебаниями с приемом отраженных ультразвуковых колебаний. Параметры отраженных ультразвуковых колебаний фиксируют в запоминающем устройстве. При этом в запоминающем устройстве регистрируют резонансный спектр колебаний, установившихся в слоях футеровки как от излучения низкочастотных УЗК-передатчиков, так и от низкочастотных УЗК, возникающих в слоях футеровки работающего агрегата. По частоте этих колебаний, с учетом физических свойств материалов футеровки, в соответствии с математической моделью определяют координаты границ слоев футеровки напротив мест замеров для построения топографии футеровки. Использование изобретения обеспечивает точность определения состояния футеровки металлургического агрегата. 4 ил.
Изобретение относится к области физики и металлургической технологии и предназначено для определения топографии слоев в футеровке металлургического агрегата с целью продления сроков его работы и предотвращения аварийных ситуаций в процессе эксплуатации. Из уровня техники известен способ контроля толщины огнеупорных блоков в футеровке доменной печи с помощью упругих ударных волн, с регистрацией волны, отраженной от границы огнеупорного блока. По времени задержки отраженного сигнала и известной скорости распространения упругих волн в материале футеровки вычисляется толщина огнеупорного блока, см. «Разработка неразрушающих средств контроля огнеупорной футеровки», Nippon Steel Corp., Реферативный журнал. Металлургия. – 1992. №4. Однако на практике применение этого способа затруднительно, т.к. при работе в кожухе доменной печи возбуждаются упругие волны различного типа (продольные, поперечные, поверхностные, волны Лэмба и т.п.), распространяющиеся практически во всех направлениях по поверхности и внутрь конструкции, вследствие чего при регистрации отраженных сигналов необходимо определять тип волны и возможное направление, откуда этот сигнал пришел. Проведение такого анализа для сложных объектов, например для доменной печи, весьма проблематично. Известен также ультразвуковой способ контроля износа футеровки шахты доменной печи с помощью волноводов, встроенных в футеровку, см. статью П.Г.Васильева и др. «Ультразвуковой контроль износа футеровки шахты доменной печи», журнал «Металлургическая и горнорудная промышленность», 1992. №3. Недостатком этого способа является привязка диагностирования износа футеровки к месту закладки волновода и невозможность определения топографии огнеупорной футеровки горна и лещади, а также невозможность определения наличия настыли. Известен способ измерения износа футеровки стен доменной печи, согласно которому излучают ультразвуковые колебания (УЗК) внутрь доменной печи, принимают отраженные УЗК и определяют толщину кладки доменной печи по времени распространения УЗК, см. JP №61-127804, М. кл. С21В 7/24, 1986 г. Недостатком этого способа является невысокая точность, поскольку излучение и прием УЗК осуществляется только с одного места на кожухе доменной печи. Наиболее близким аналогом, выбранным в качестве прототипа заявленного изобретения, является способ определения разгара горна и лещади доменной печи с помощью зеркально-теневого метода ультразвуковой локации. Согласно этому способу УЗК излучают внутрь доменной печи с восьми точек под разными углами в горизонтальной плоскости и принимают отраженные УЗК одним приемником, расположенным около излучателя. Толщину кладки доменной печи определяют по времени распространения УЗК, обработанном с помощью математической модели, см. RU 2211247, M. кл. C21В 7/24, 2001 г. С физической точки зрения данный способ не отличается от первого, поскольку на тех частотах, которые используются, УЗК не направлено и угол их раскрытия составляет 180°. Также при возбуждении УЗК в кожухе доменной печи, на который установлены УЗК-преобразователи, возникают волны различного типа, например волны Лэмба. Поэтому приемный преобразователь будет регистрировать сигналы от всех волн, возбуждаемых источником, а также и все акустические шумы работающей печи. На фоне этих сигналов выделить импульс, являющийся отражением продольной ультразвуковой волны, прошедшей по прямой от источника до приемника, практически неосуществимо. Задачей, на решение которой направлено заявленное изобретение, является повышение точности и достоверности измерений. Решение указанной задачи обеспечено тем, что способ определения топографии слоев футеровки металлургического агрегата, включающий ультразвуковую локацию с приемом отраженных ультразвуковых колебаний, параметры которых фиксируют в запоминающем устройстве, и обработку этих параметров с определением топографии футеровки, согласно изобретению для ультразвуковой локации используют низкочастотные ультразвуковые колебания, при этом в запоминающем устройстве регистрируют резонансный спектр колебаний, установившихся в слоях футеровки как от излучения низкочастотных УЗК-передатчиков, так и от низкочастотных УЗК, возникающих в слоях футеровки в результате работы агрегата, по частоте которых, с учетом физических свойств материалов футеровки, в соответствии с математической моделью определяют координаты границ слоев футеровки напротив мест замеров для построения топографии футеровки. Это позволяет повысить точность построения топографии футеровки работающего металлургического агрегата. Изобретение иллюстрируется чертежами, где на фиг.1 показана схема расположения излучателя и приемников на кожухе металлургического агрегата (МА) при УЗК-локации; на фиг.2 – то же, вид в плане, на фиг.3 – слои футеровки доменной печи (продольный разрез); на фиг.4 – фотография устройства для УЗК-локации. Предложенное изобретение основано на следующем. В футеровке 1, защищающей стальной кожух 2 металлургического агрегата (МА) 3 от температурных воздействий, за время работы образуются слои с различными физико-химическими свойствами. При возбуждении в кожухе и слоях футеровки (см. рис.) упругих волн, которые могут быть описаны нижеприведенным выражением (1), в слоях футеровки устанавливаются стоячие волны, т.е. наступает состояние резонанса, что и предложено использовать для определения топографии слоев в футеровке металлургического агрегата, т.е. предложено использовать резонансный метод с использованием низкочастотных УЗК, возбуждаемые как от излучателей 4, закрепленных на кожухе МА, так и низкочастотные УЗК, которые возбуждаются в МА в процессе его работы. Известно, что при работе металлургического агрегата в слоях футеровки и кожухе возникают упругие колебания в широком диапазоне частот от различных вибраций, например, от вибраций при загрузке сырья, вибраций различного вспомогательного оборудования (фурмы, засыпного аппарата и т.д.), которые распространяются изнутри металлургического агрегата 3 к поверхности кожуха 2. При этом за счет преобразователей (излучателей) 4 в кожухе 2 возбуждаются упругие волны, распространяющиеся с его поверхности в футеровку 1 металлургического агрегата 3. В предложенном способе для УЗК-локации используются низкочастотные УЗК (до 10 кГц). Выбор указанной частоты УЗК обусловлен тем, что скорость распространения УЗК этой частоты в слоях футеровки, например доменной печи, имеет верхний предел, составляющий до Vp=3500 м/с, соответственно длина волны Исследованиями установлено, что наиболее достоверные результаты измерений достигаются при частотах УЗК до 10 кГц. Шаг прозвучивания определяется конструктивными особенностями горна и лещади металлургического агрегата (и доступом к зоне прозвучивания). Достаточно и необходимо прозвучивание с шагом 0.5 метра в вертикальной и горизонтальной плоскости по периметру металлургического агрегата. Минимальный шаг 0.5 метра обусловлен поперечными размерами огнеупорного блока, которые лежат в диапазоне 0.45-0.55 метра (некачественный блок может разрушиться ранее других блоков). Результаты прозвучивания позволяют определить величину разгара и состояние футеровки, включая настыль и гарнисаж с достаточной степенью точности, составляющей до 4% относительной ошибки. Увеличение шага приводит к росту погрешности измерений. В качестве излучателей 4 и приемников 5 упругих волн могут быть использованы различные виды преобразователей (пьезоэлектрический, электромагнитный, магнитострикционный и т.п.), в частности широкополосные преобразователи (в качестве приемников акселерометры), которые закрепляются на кожухе 2 с обеспечением акустического контакта. Для реализации предложенного способа использовалось устройство, состоящее из усилителей, фильтров, аналого-цифрового преобразователя и ноутбука, которое позволяет с помощью трех широкополосных преобразователей 4 и 5 на частоты от 100 Гц до 10 КГц возбуждать и принимать низкочастотные УЗК. Для этого их располагали на кожухе 2, причем один преобразователь использовался в качестве излучателя 4, а два других в качестве приемников 5. Спектр упругих колебаний, которые принимают приемники 5, расположенные на кожухе 2 МА, записывается в память ноутбука в двух режимах: при возбуждении в кожухе низкочастотных УЗК с помощью излучателей 4 и низкочастотных УЗК, возникающих в результате работы МА (без внешнего воздействия на него). Наблюдаемые максимумы в спектре упругих колебаний соответствуют установлению стоячих волн в слоистой структуре футеровки. По полученным спектрам установившихся колебаний рассчитывают толщины b слоев в футеровке. Полученные записи обрабатываются с помощью разработанного программного обеспечения, позволяющего фильтровать сигнал и по нему с помощью быстрого преобразования Фурье рассчитывать спектр колебаний и далее по нижеприведенной формуле (2) с учетом скоростей продольной и поперечной волн в материалах слоев футеровки и их зависимости от температуры рассчитать толщины слоев в футеровке. Для определения топографии слоев в футеровке необходимо проводить измерения на кожухе агрегата по вертикали и по периметру агрегата (т.е. в нескольких горизонтальных плоскостях по высоте металлургического агрегата), а затем полученные значения аппроксимировать. Чем меньше расстояние между точками замеров, тем больше точность построенной топографии футеровки. Упругие волны, возникающие в слоях футеровки, описываются следующим выражением:
где
t – время, x – координата в глубь слоя. Толщина слоев определяется из следующего выражения:
где fi – частоты установившихся колебаний, k – коэффициент, значение которого зависит от отношения (больше или меньше) импедансов соседних слоев к текущему слою: k=2 при одинаковом отношении, k=4 при разных. Скорости продольной и поперечной волн в материалах слоев футеровки, а также их зависимости от температуры определялись на лабораторном стенде. На фиг.3 изображен разрез части доменной печи на уровне горна и лещади, в футеровке которых за время работы выгорела часть огнеупорных блоков и образовалось три слоя: целый блок, перерожденный блок и гарнисаж, которые были определены описываемым выше способом. Результативность описанного способа подтверждена производственными испытаниями на действующих металлургических агрегатах: 1. «ММК», г.Магнитогорск, Россия, доменные печи №1, 2, 4, 6, 7, 8, 9, 10; 2003-2005 г. 2. «POSCO», Gyangwang, Korea, BF 2; 2005 г. 3. «Челябинский металлургический комбинат», г.Челябинск, Россия, доменные печи №1, 4; 2005 г. 4. «Саткинский чугуно-плавильный завод», г.Сатка, Россия, доменная печь №2; 2005 г. 5. «Новолипецкий металлургический комбинат», г.Липецк, Россия, доменная печь №2; 2005 г. 6. «Азовсталь», г.Мариуполь, Украина, доменные печи №№3, 4, 5; 2005 г. 7. «ММК им.Ильича», г.Мариуполь, Украина, доменная печь №4; 2005 г. В результате проведенных работ на вышеуказанных предприятиях были установлены толщины слоев в футеровках горна и лещади, шахт доменных печей, что позволило вовремя выработать мероприятия по продлению их работы до ремонта и избежать аварии.
Формула изобретения
Способ определения состояния футеровки металлургического агрегата, включающий ультразвуковую локацию слоев футеровки с приемом отраженных ультразвуковых колебаний, параметры которых регистрируют в запоминающем устройстве, и обработку этих параметров для построения топографии футеровки, отличающийся тем, что ультразвуковую локацию осуществляют низкочастотными ультразвуковыми колебаниями, при этом в запоминающем устройстве регистрируют резонансный спектр колебаний, установившихся в слоях футеровки от излучения низкочастотных УЗК от излучателей и от низкочастотных УЗК, возникших в слоях футеровки работающего агрегата, по частоте которых с учетом физических свойств материала футеровки в соответствии с математической моделью определяют координаты границ слоев футеровки напротив мест замеров и осуществляют построения топографии футеровки.
РИСУНКИ
|
||||||||||||||||||||||||||
 составляет
составляет 
 – частота упругой волны (
– частота упругой волны ( ·f),
·f), 0 – амплитуда акустического потенциала,
0 – амплитуда акустического потенциала,
 l,t – скорости продольной и поперечных волн в материале слоя футеровки,
l,t – скорости продольной и поперечных волн в материале слоя футеровки,