Патент на изобретение №2304045
|
||||||||||||||||||||||||||
(54) СПОСОБ РАСПАЛУБКИ БЛОКОВ ИЗ ЯЧЕИСТОГО БЕТОНА
(57) Реферат:
Изобретение относится к технологии производства мелких стеновых блоков, преимущественно из неавтоклавного ячеистого бетона, изготовляемых в формах. Техническим результатом изобретения является получение блоков высокой прочности и долговечности при минимальной трудоемкости и сроках их изготовления, а также возможность использования стандартных подъемно-транспортных механизмов. Способ распалубки блоков из ячеистого бетона заключается в загрузке формы в пресс при помощи штабелера, выпрессовке и укладке готовых блоков на поддоны, смазке форм. В качестве форм для блоков используют неразборные формы со съемным дном. После загрузки формы в пресс съемное дно убирают, под форму устанавливают штабелер с европоддоном, на который выпрессовывают блоки. Смазку формы осуществляют при ее движении в процессе выпрессовки блоков на европоддон за счет расположения на верхнем упоре каждого блока пропитанной смазкой войлочной манжеты. 1 з.п. ф-лы, 1 ил.
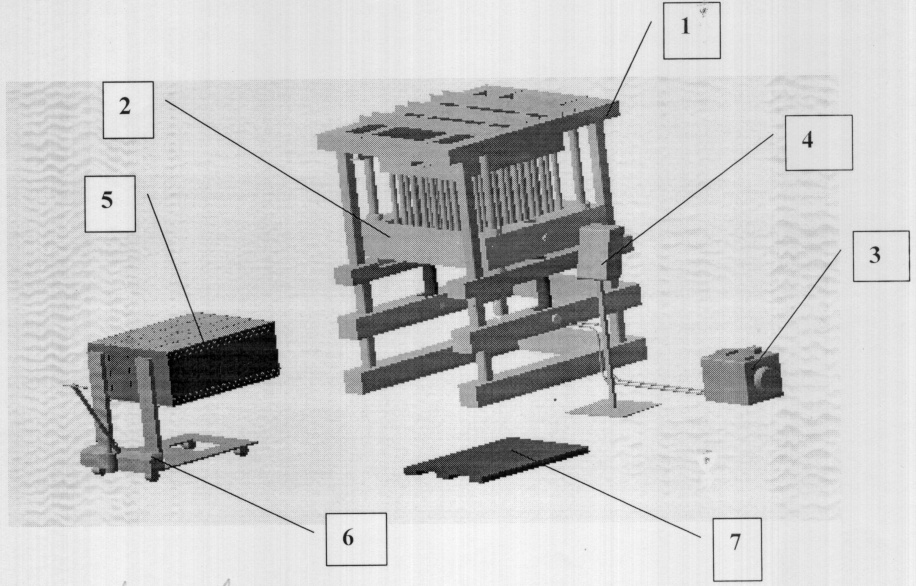
Изобретение относится к технологии производства мелких стеновых блоков, преимущественно из неавтоклавного ячеистого бетона, изготовляемых в формах. Известен способ изготовления блоков, устройство для сборки и смазки перегородок и бесподдонный захват [1], где необходимое для формы количество перегородок сначала вне формы собирают в единый блок, затем их смазывают, и все одновременно с помощью механизма переносят в форму с залитой ячеистобетонной смесью. Устройство для сборки и смазки блока перегородок содержит подвесной перфорированный стол с ограничительными стенками и прижимным винтом, установленный над масляной ванной с возможностью временного погружения в нее. Бесподдонный захват включает в себя горизонтальную раму и элементы подъема в виде вертельных консольных стержней, перпендикулярных раме и расположенных под рамой, на нижних концах стержней имеются управляемые упоры, способные поддерживать транспортируемые перегородки, а при необходимости освобождать их. Задачей заявляемого изобретения является обеспечение более высокой прочности и долговечности выпускаемых блоков при минимальной трудоемкости и сроках их изготовления, а также возможность использования стандартных подъемно-транспортных механизмов. Поставленная задача решается способом распалубки блоков из ячеистого бетона, который заключается в загрузке формы в пресс при помощи штабелера, выпрессовке и укладке готовых блоков на поддоны, смазке форм, при этом, согласно изобретению, в качестве форм для блоков используют неразборные формы со съемным дном, которое убирают после загрузки формы в пресс, под форму устанавливают штабелер с европоддоном, на который выпрессовывают блоки, а смазку формы осуществляют при ее движении в процессе выпрессовки блоков на европоддон за счет расположения на верхнем упоре каждого блока пропитанной смазкой войлочной манжеты. Кроме того, под форму заводят штабелер с поддоном, на котором расположен первый ряд блоков из предыдущей формы, и производят выпрессовку второго ряда блоков. Конструкция пресса, штабелер с поддоном, на котором располагаются формы для заливки блоков, показаны на чертеже, где: 1 – рама пресса, 2 – подъемник пресса, 3 – гидравлическая станция, 4 – пульт управления прессом, 5 – форма для заливки блоков, 6 – штабелер, 7 – поддон. Распалубка блоков производится следующим образом. Загрузка формы 5 в пресс производится при помощи штабелера 6. Затем убирается съемное основание формы 5 и под форму устанавливается штабелер 6 с европоддоном 7. Блоки выпрессовываются на поддон 7 и вывозятся из пресса. При выпрессовке каждый блок верхней поверхностью упирается в опору пресса, а форма продолжает движение вверх. Таким образом, происходит выпрессовка блоков и смазка формы. При этом под верхним упором каждого блока подразумеваются шестнадцать опор на прессе, на которых и укреплены пропитанные биологически разлагаемой смазкой для бетонной опалубки войлочные манжеты. После загрузки второй формы 5 в пресс в него заводится поддон с блоками и осуществляется выпрессовка блоков второй формы. Техническая характеристика пресса: напряжение питания 380 В, мощность 1,5-2,2 кВт, масса 2500 кг, габаритные размеры 2200×1500×1900 мм, привод гидравлический. Таким образом, блоки остаются неподвижными на европоддоне 7 при поднятии и опускании формы 5. При этом при движении формы 5 происходит процесс ее смазки, благодаря пропитанной биологически разлагаемой смазкой для бетонных опалубок войлочной манжете, расположенной на верхнем упоре каждого блока, и одновременно укладка готовых блоков на поддоны. Применение неразборных форм обеспечивает более высокую прочность и жесткость форм и, как следствие, точность выпускаемых блоков. Время разборки и укладки блоков на поддоны составляет всего 30-60 секунд. Распалубливаемые формы можно разбирать уже через 12 часов, что позволило организовать двухсменный график работы, что, в свою очередь, ускорило окупаемость вложений в производство пенобетона. Автоматическая смазка форм позволила сэкономить ее расход более чем в два раза. Применение предлагаемого способа позволяет конструировать автоматизированные линии по производству пенобетона (ячеистого бетона) по литьевой технологии, производящей качественные изделия. Источники информации 1. Патент РФ №2244079, 2005 г.
Формула изобретения
1. Способ распалубки блоков из ячеистого бетона, заключающийся в загрузке формы в пресс при помощи штабелера, выпрессовке и укладке готовых блоков на поддоны, смазке форм, отличающийся тем, что в качестве форм для блоков используют неразборные формы со съемным дном, которое убирают после загрузки формы в пресс, под форму устанавливают штабелер с европоддоном, на который выпрессовывают блоки, а смазку формы осуществляют при ее движении в процессе выпрессовки блоков на европоддон за счет расположения на верхнем упоре каждого блока пропитанной смазкой войлочной манжеты. 2. Способ по п.1, отличающийся тем, что под форму заводят штабелер с поддоном, на котором расположен первый ряд блоков из предыдущей формы, и производят выпрессовку второго ряда блоков.
РИСУНКИ
|
||||||||||||||||||||||||||