Патент на изобретение №2299927
|
||||||||||||||||||||||||||||||||||
(54) СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ПЕРЕД НАНЕСЕНИЕМ ИОННО-ПЛАЗМЕННЫХ ПОКРЫТИЙ
(57) Реферат:
Изобретение относится к области порошковой металлургии, преимущественно к термической обработке металлов и сплавов, в частности к методам увеличения прочности сцепления ионно-плазменного покрытия к твердосплавным многогранным неперетачиваемым пластинам. Способ включает нагрев поверхности твердого сплава токами высокой частоты до температуры 1050-1100°С в течение 30-40 секунд и охлаждение в среде аргона до температуры 400-450°С. Цикл нагрев-охлаждение повторяют по указанным режимам пять раз. Техническим результатом изобретения является повышение прочности на изгиб твердого сплава, а также повышение прочности сцепления покрытия с основой. 2 ил., 1 табл.
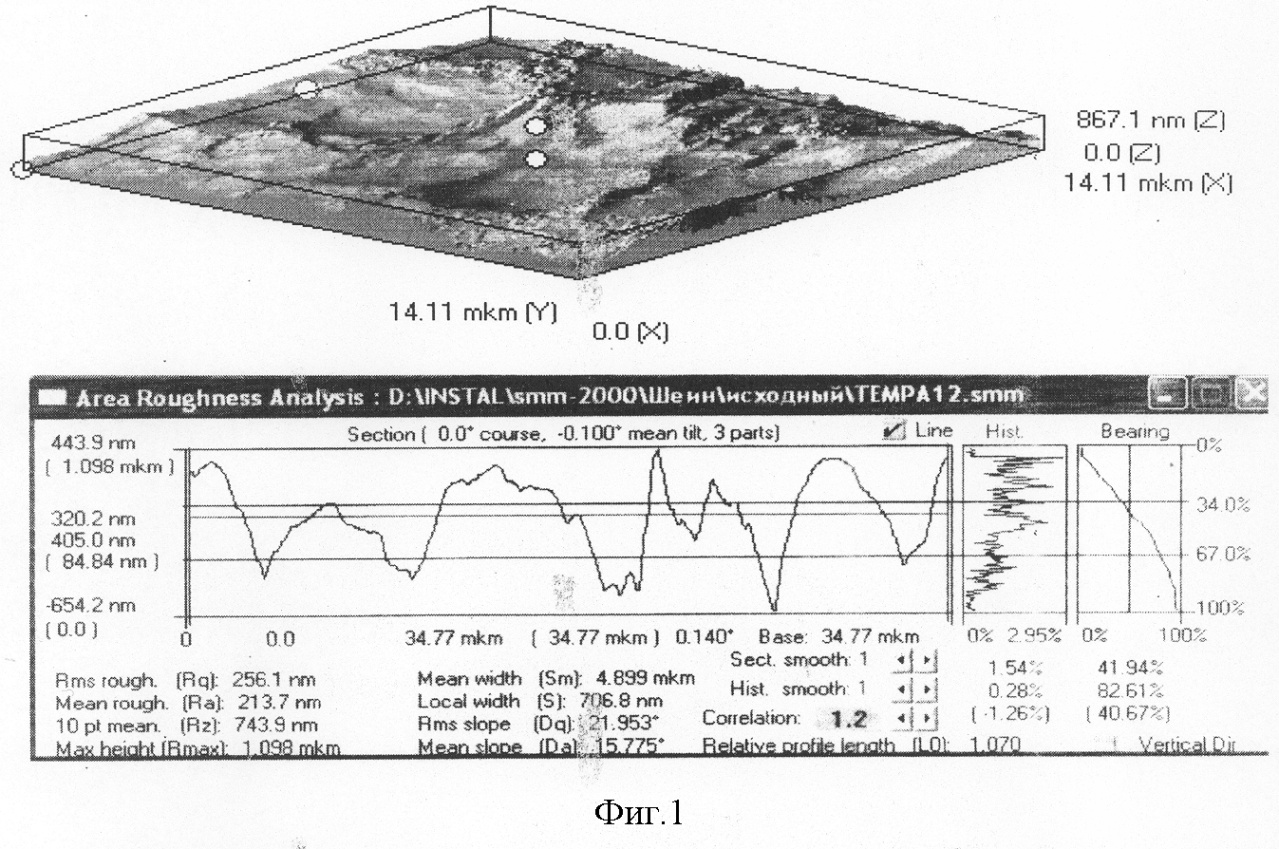
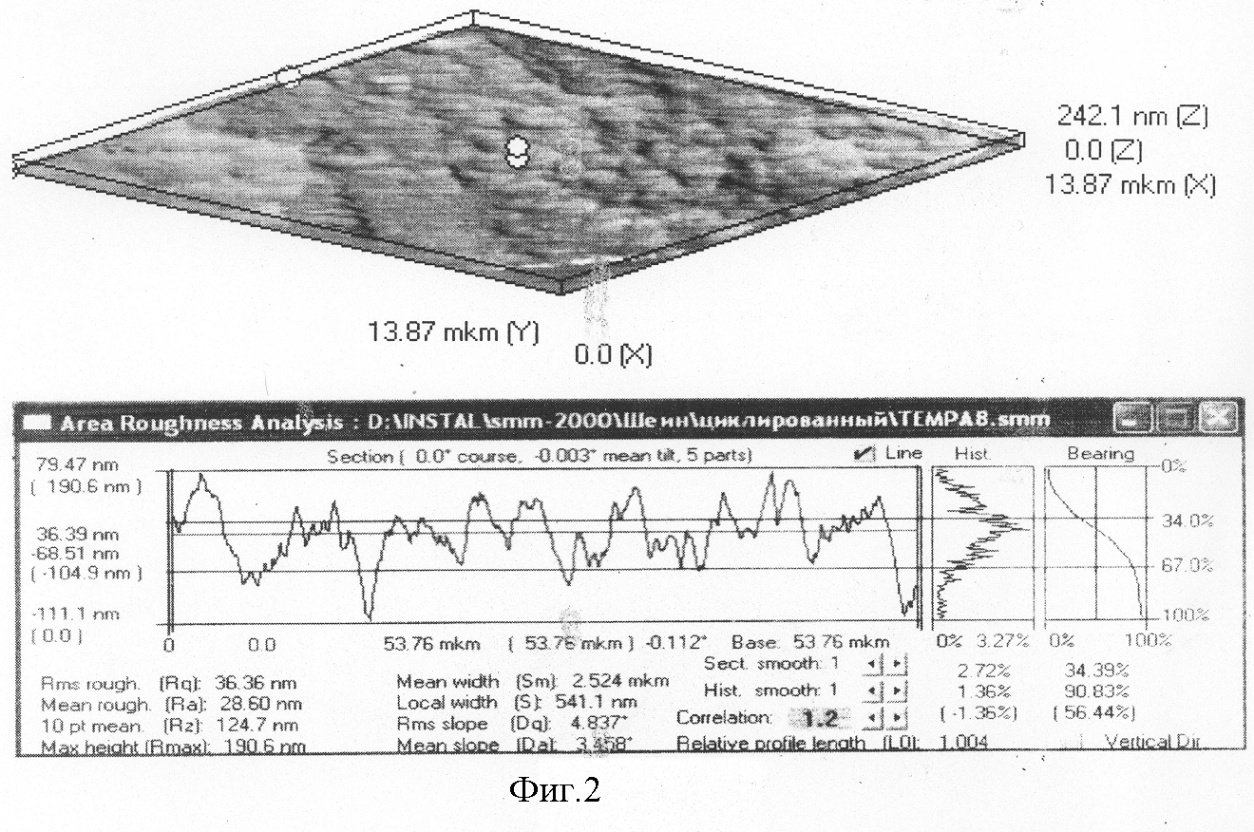
Изобретение относится к области порошковой металлургии, преимущественно к термической обработке металлов и сплавов, в частности к методам увеличения прочности сцепления ионно-плазменного покрытия к твердосплавным многогранным неперетачиваемым пластинам. Недостаток данного способа – незначительное повышение прочности на изгиб твердого сплава с недостаточным снижением шероховатости при ионной бомбардировке поверхности твердого сплава. Техническим результатом является повышение прочности на изгиб твердого сплава и, следовательно, значительное снижение вероятности хрупкого разрушения твердосплавных резцов с покрытиями и повышение прочности сцепления покрытия с основой. Заявленный технический результат достигается тем, что в способе подготовки поверхности перед нанесением покрытий, включающем нагрев поверхности до температуры 1050 – 1100°С, этот нагрев проводят токами высокой частоты в течение 30-40 секунд и охлаждают в среде аргона до температуры 400-450°С, повторяют нагрев – охлаждение по указанным режимам пять раз. Повышение прочности на изгиб твердых сплавов происходит вследствие создания на поверхности твердых сплавов сжимающих напряжений. При спекании твердых сплавов на поверхности возникают растягивающие напряжения, так как твердый сплав относится к хрупким материалам, то наличие растягивающих напряжений значительно снижает предел прочности на изгиб. Устранение растягивающих напряжений на поверхности и создание сжимающих может происходить при условии, что нагрев будет проводиться до температуры не менее 1000°С со скоростью не менее 30 град/сек, а охлаждение должно проходить в изолированной среде до температуры меньше 450°С, обусловленной аллотропическим переходом Повышение прочности сцепления покрытия с основой достигается снижением шероховатости поверхности. На фигуре 1 показан рельеф и шероховатость поверхности твердых сплавов до термоциклической обработки и в состоянии поставки. Снижение шероховатости поверхности достигается за счет пятикратного повтора термообработки по указанным режимам в нейтральной среде аргона, что показано на фигуре 2. Поиск оптимальных режимов проводился с помощью математического планирования экстремального эксперимента. Способ подготовки поверхности перед нанесением ионно-плазменных покрытий реализуется следующим образом. Твердосплавные неперетачиваемые пластины размером 5×5×35 мм помещают в кварцевые трубки, чтобы можно было контролировать температуру с помощью оптического фотопирометра, продувают аргоном и закрывают с обеих сторон пробками. Затем нагревают с помощью токов высокой частоты до 1050 – 1100°С в течение 30-40 секунд и охлаждают в среде аргона до температуры 400-450°С, повторяют нагрев-охлаждение по указанным режимам пять раз. Результаты выборочных экспериментов сведены в таблицу.
Формула изобретения
Способ подготовки поверхности твердых сплавов перед нанесением ионно-плазменных покрытий, включающий нагрев поверхности до температуры 1050-1100°С, отличающийся тем, что нагрев поверхности проводят токами высокой частоты в течение 30-40 с и охлаждают в среде аргона до температуры 400-450°С, повторяют нагрев – охлаждение по указанным режимам пять раз.
РИСУНКИ
MM4A – Досрочное прекращение действия патента СССР или патента Российской Федерации на изобретение из-за неуплаты в установленный срок пошлины за поддержание патента в силе
Дата прекращения действия патента: 18.11.2007
Извещение опубликовано: 10.07.2009 БИ: 19/2009
|
||||||||||||||||||||||||||||||||||
 -Со (
-Со (

 изг, МПа
изг, МПа