Патент на изобретение №2296033
|
||||||||||||||||||||||||||||
(54) УСТРОЙСТВО СОПРЯЖЕНИЯ ОГНЕУПОРНЫХ ДЕТАЛЕЙ В УСТАНОВКАХ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ
(57) Реферат:
Изобретение относится к области металлургии, конкретно к системам транспортирования расплавов металлов. Устройство содержит двухфланцевую уплотнительную огнеупорную вставку, установленную между сопрягаемыми огнеупорными деталями, при этом на наружные поверхности вставки и фланца, фиксирующего торцевую поверхность одной из сопрягаемых деталей, нанесен слой пластичного графитового покрытия, имеющего состав, мас.%: графит – 75-85, пластичный огнеупорный материал – 25-15, а сама вставка изготовлена из пластичного огнеупорного материала. Использование заявленного изобретения обеспечивает надежную фиксацию сопрягаемых огнеупорных деталей за счет наличия одновременно двух торцевых фланцев, а также облегчение демонтажа узла. 4 з.п. ф-лы, 2 ил.
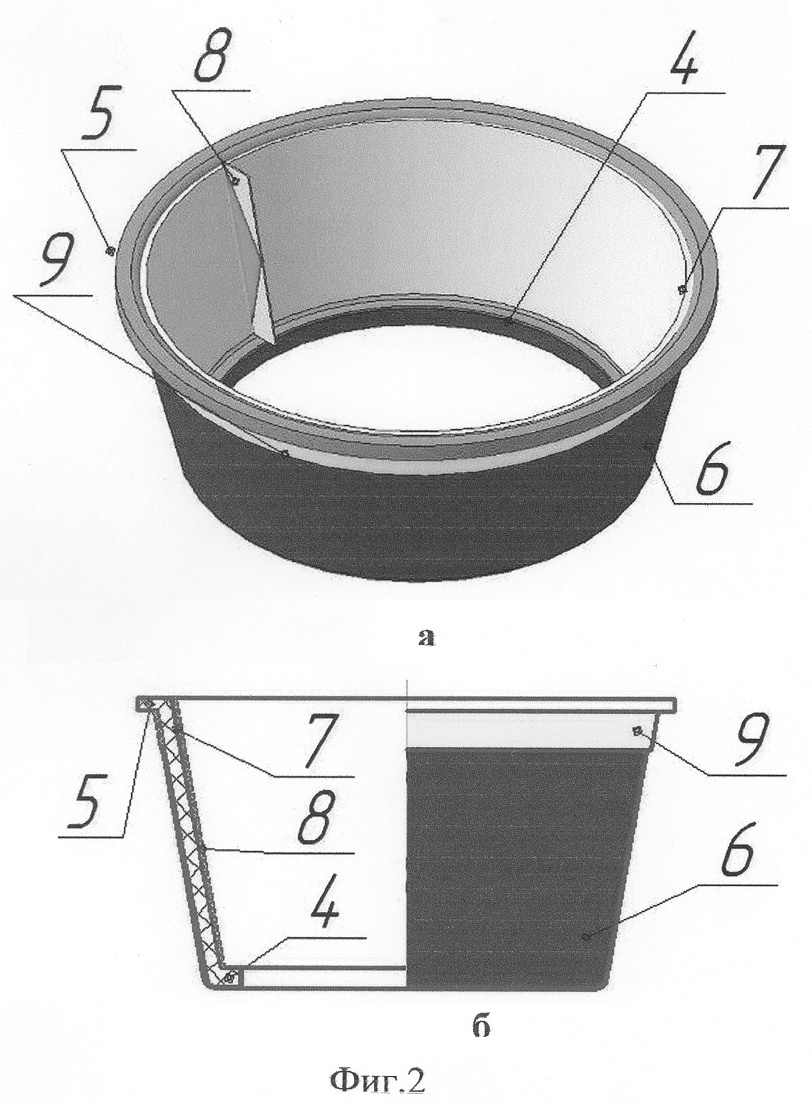
Изобретение относится к системам транспортирования расплавов металлов и может найти применение в металлургической промышленности, в устройствах защиты металла от вторичного окисления в установках непрерывной разливки стали. Для защиты струи металла от воздействия воздуха на установках непрерывной разливки стали между узлом разливки сталеразливочного ковша и промежуточным ковшом устанавливается защитная труба. Раструб защитной трубы надевается на стакан-коллектор узла разливки. Нижняя часть защитной трубы на 100-150 мм погружается в расплавленный металл промежуточного ковша. Вследствие нарушения герметичности в местах сопряжения огнеупорных деталей (стакан-коллектор – защитная труба) внутрь защитной трубы при разливке стали происходит инжекция воздуха. В результате взаимодействия металла с азотом и кислородом воздуха образуются нитридные и оксидные включения вследствие чего резко понижается качество металла. Нормы прироста концентрации азота отличаются у различных марок сталей и находятся в пределах от 0 до 0,004% (для большинства марок стали, эта величина составляет 0,001%). В зависимости от этих норм определяются требования по герметичности сочленений огнеупорных деталей. Для исключения подсоса воздуха в узлах разливки стали как на российских, так и на зарубежных металлургических предприятиях используется метод обдува аргоном области сочленения стакана-коллектора и защитной трубы, требующий сложных дорогостоящих устройств [Кудрин В.А. Теория и технология производства стали. Изд-во «Мир». 2003. 528 с]. При этом необходимо обеспечить высокую точность посадочных размеров сопрягаемых огнеупорных деталей, которая пока достигнута только на предприятиях Германии и Австрии (±0,3-0,5 мм), однако их продукция является дорогостоящей. У китайских и индийских производителей огнеупорных изделий точность посадочных размеров гораздо ниже и составляет ±2 мм, у российских – еще ниже и достигает ±5 мм (согласно ТУ предприятий). Такая низкая точность посадочных размеров огнеупорных изделий не позволяет эффективно использовать метод продувки аргоном. В связи с тем, что достижение высокой точности посадочных размеров сопрягаемых деталей для эффективного обдува аргоном является труднодостижимой и дорогостоящей задачей, ООО «ВПК «Интехогнеупор» разработана и внедрена конструкция сопряжения огнеупорных деталей, позволяющая понизить требования к допускам посадочных размеров и при этом обеспечить снижение расхода аргона (Свидетельство на полезную модель №29677 «Узел системы транспортирования расплавов металлов» по заявке №2003100353, от 14.01.2003), являющаяся ближайшим прототипом нашей разработки. Согласно прототипу между сопрягаемыми деталями – защитной трубой и стаканом-коллектором помещается термопластичная уплотнительная вставка, полностью повторяющая конфигурацию поверхностей сопрягаемых деталей, причем вставка помещается в холодную одноразовую защитную трубу. Вставка выполнена из эластичного огнеупорного материала, содержащего огнеупорный наполнитель и эластомер (патент РФ №2171242 С1, С 04 В 35/035, опубл. 27.07.2001, по заявке 2000125592/03 от 12.10.2000). В процессе нагрева до 400°С происходит размягчение материала и заполнение зазора между сопрягаемыми огнеупорными деталями. При повышении температуры до 800°С органическая составляющая выгорает, зерна огнеупорного наполнителя и остаточный углерод удерживаются расплавленным металлическим алюминием, который в данном процессе при температурах 650-1200°С (при ограниченном доступе воздуха) служит временным связующим и при дальнейшем повышении температуры окисляется до оксида алюминия и в результате материал теряет пластичность. Таким образом, использование данного материала позволяет повысить степень герметичности и, как следствие, уменьшить расход аргона при обдуве конструкции. Уплотнительная вставка выполняется целиком из указанного материала, имеет один торцевой фланец, обеспечивающий ее посадку и фиксацию при установке в защитную трубу, полностью отсоединяется от стакана-коллектора и остается в горловине защитной трубы при демонтаже узла. С 2003 года большинство металлургических предприятий перешло на применение многоразовых корундо-графитовых защитных труб. При этой технологии появилась необходимость установки уплотнительной вставки на стакан-коллектор, так как защитная труба при повторном монтаже имеет температуру до 1000°С и уплотнительная вставка из эластичного огнеупорного материала при погружении в трубу сразу воспламеняется. При установке уплотнительных вставок вышеуказанной конструкции на стакан-коллектор выявлены следующие недостатки: 1) недостаточная фиксация уплотнительной вставки на стакане-коллекторе; 2) недостаточная адгезия поверхности уплотнительной вставки к поверхности стакана-коллектора при монтаже, в результате до 50% уплотнительных вставок сваливаются в процессе доставки сталеразливочного ковша на разливку. Недостатками материала прототипа, используемого в этой конструкции, являются: – потеря пластичности при температурах, превышающих 1200°С, в результате которой незначительная вибрация или сдвиг узла нарушает уплотнение, в систему начинает просачиваться воздух. При этом в местах нарушения герметичности металлический алюминий окисляется до оксида алюминия уже при температуре 600°С и не выполняет роль временного связующего, в результате при рабочих температурах – материал работает эффективно только при точности сопряжения деталей по конусности (±20′) и по точности формы круглых сечений (±2 мм); – в процессе промывки защитной трубы кислородом за счет резкого повышения температуры огнеупорный наполнитель частично спекается и приваривается к поверхности защитной трубы (температура плавления этого нароста >2000°С). Этот слой имеет очень высокую твердость, нарастает при повторном использовании трубы, в результате материал может быть использован для установки в защитную трубу только один раз; – материал сразу возгорается на воздухе при температурах >800°С, что не дает возможности произвести повторный монтаж узла в горячем виде. Задачей предлагаемого изобретения является обеспечение надежности фиксации сопрягаемых деталей, облегчение демонтажа узла и отказ от дорогостоящего оборудования для продувки аргоном. Указанные задачи решаются за счет того, что предлагаемое изобретение: 1. обеспечивает надежную фиксацию сопрягаемых огнеупорных деталей за счет наличия одновременно двух торцевых фланцев; 2. облегчает демонтаж узла за счет наличия пластичного графитового покрытия, что позволяет использовать защитную трубу многократно; 3. позволяет полностью отказаться от продувки узла аргоном за счет использования пластичного огнеупорного материала в качестве материала вставки; 4. позволяет повысить надежность крепления вставки на стакане-коллекторе при монтаже за счет нанесения на внутреннюю поверхность вставки слоя невысыхающего клея и стягивания верхней части клейкой лентой ярко-желтого цвета (для визуальной проверки наличия вставки на стакане-коллекторе при прибытии сталеразливочного ковша на пост разливки). На фиг.1 представлен узел транспортирования расплавов металлов с уплотнительной двухфланцевой огнеупорной вставкой, а на фиг.2а, 2б – общий вид и разрез уплотнительной двухфланцевой огнеупорной вставки. Узел на фиг.1 состоит из стакана-коллектора 1, уплотнительной вставки 2 и защитной трубы 3. На фиг.2 изображена уплотнительная вставка, состоящая из дополнительного фланца 4, верхнего фланца 5, графитового покрытия 6, клеящего слоя 7, съемной защитной пленки 8 и сигнальной полосы 9. Уплотнительная двухфланцевая вставка устанавливается на стакан-коллектор после монтажа узла разливки на сталеразливочный ковш. Уплотнительная вставка надежно удерживается на стакане-коллекторе во время заполнения ковша сталью и всех операций внепечной обработки стали (УДМ, УПК, вакуумирование). При подаче сталеразливочного ковша на пост разливки на стакан-коллектор с уплотнительной вставкой устанавливается защитная труба (при первой разливке – холодная, при последующих – разогретая до 800-1000°С). Разливка стали производится от 20 мин до 2 ч, при этом уплотнительная вставка обеспечивает герметичность соединения на весь технологический период. После окончания разливки производится демонтаж узла, защитная труба снимается с коллектора, при этом отработавшая вставка легко удаляется при промывке трубы кислородом. В связи с недостатками эластичного огнеупорного материала, описанного выше, в предлагаемой конструкции применен новый пластичный огнеупорный материал с программируемыми свойствами (патент на изобретение №2273618 по заявке №2004132518/20 (035212) от 01.11.2004), включающий компоненты в следующем соотношении, мас.%:
Огнеупорный наполнитель представлен корундом, периклазом, кремнеземом или их смесями в следующих соотношениях, мас.%:
Неорганическое связующее, имеющее состав, мас.%: Na2O – 1,0-5,0; SiO2 – 60,0-80,0; Al2О3 – 4,0-18,0; CaO – 0-25,0; TiO2 – 0,3-1,6; Fe2O3 – 3,0-15,0; MgO – 0-3,0; или Na2О – 26,0-28,0; В2O3 – 24,0-26,0; SiO2 – 46,0-48,0 вводят в огнеупорный наполнитель в соотношении, мас.%: огнеупорный наполнитель – 85,0-95,0, неорганическое связующее – 15,0-5,0. Используемый новый пластичный огнеупорный материал в отличие от эластичного огнеупорного материала, при применении для изготовления уплотнительных вставок имеет ряд существенных преимуществ: – сохраняет остаточную пластичность во всем интервале рабочих температур (от 800 до 1400°С) при нагреве и стабильном режиме, что обеспечивает сохранение герметизации при вибрациях и незначительных сдвигах узла; – при нагревании в интервале температур от 800 до 1400°С происходит поэтапное увеличение объема материала с одновременным увеличением газоплотности, что обеспечивает надежное заполнение зазора между сопрягаемыми деталями; – при охлаждении ниже 1000°C перед демонтажем, становится хрупким и соединение легко разбирается; – материал плавится при температуре 1650°С и свободно удаляется из горловины защитной трубы при промывке кислородом; – материал не возгорается при установке на поверхность, разогретую до 1000°С в течении 10 с, за счет наличия в составе карбоната натрия, который выделяет пламегасящий компонент – углекислый газ и не теряет своих свойств при горении на открытом воздухе до 3 мин, что дает возможность произвести повторную сборку узла в горячем виде. Для облегчения демонтажа узла, при котором основная часть отработавшей уплотнительной вставки должна свободно извлекаться из горловины защитной трубы, на наружные поверхности уплотнительной вставки и дополнительного фланца наносится слой пластичного графитового покрытия. В качестве связующего используется материал вставки, т.е. пластичный огнеупорный материал, описанный выше. Пластичное графитовое покрытие имеет следующий состав, мас.%:
Сверх 100 мас.% в количестве до 50 мас.% в состав вводят углеводородный легколетучий растворитель (бензин БР1 – галоша). Использование мелкодисперсного графита улучшает реологические свойства, облегчает течение материала при смешивании составляющих, а также сообщает материалу хорошие технологические свойства – скользкую гладкую поверхность, небольшую усадку при нанесении и последующей эксплуатации, увеличивает прочность материала на растяжение. Использование в качестве связующего материала вставки позволяет: – обеспечить прочное сцепление материала покрытия с материалом вставки; – обеспечить близость КЛТР сопрягаемых поверхностей без создания промежуточного слоя, что позволит избежать деформации слоя покрытия во время эксплуатации. Снижение концентрации графита в пластическом графитовом покрытии ниже 75 мас.% не обеспечивает требуемых эксплуатационных параметров, а именно покрытие не имеет ровной и гладкой поверхности. Увеличение концентрации графита свыше 85 мас.% не дает прочного сцепления с материалом вставки и требует наличия промежуточного слоя для согласования КЛТР. Получение массы для нанесения пластичного графитового покрытия осуществляется традиционным способом, принятым в резиновом производстве, а именно компоненты взвешивают, смешивают и пластифицируют в вальцах. Затем добавляют углеводородный легколетучий растворитель до образования кашеобразной массы, которую затем наносят на наружные поверхности уплотнительной вставки и дополнительного фланца кистью или валиком и выдерживают до полного высыхания. Сущностью изобретения являются конструктивные изменения, внесенные в модель уплотнительной вставки, замена используемого материала вставки, а также пластичное графитовое покрытие, а именно: – добавлен дополнительный торцевой фланец выступом внутрь для обеспечения надежной фиксации вставки на стакане-коллекторе (фиг.2); – на внутреннюю поверхность вставки нанесен слой невысыхающего в течение 2 часов при 200°С клея (марка Adhesin J 1650) для обеспечения хорошей адгезии прокладки к стакану-коллектору (слой клея для удобства хранения и транспортировки закрыт защитной съемной пленкой, которую перед монтажом удаляют (фиг.2); – верхняя часть уплотнительной вставки стягивается клейкой лентой (марка Klebebander) для увеличения сжимающего действия уплотняющей вставки на стакане-коллекторе (лента твердеет при 150°С); используется лента ярко-желтого цвета (фиг.2) для обеспечения возможности визуальной проверки наличия вставки на стакане-коллекторе при подаче сталеразливочного ковша на пост разливки; – в качестве материала вставки используется новый пластичный огнеупорный материал с программируемыми свойствами, который в отличие от ранее используемого эластичного огнеупорного материала имеет ряд существенных преимуществ, описанных выше; – на наружные поверхности уплотнительной вставки и дополнительного фланца наносится слой пластичного графитового покрытия, причем в качестве связующего используется материал вставки, т.е. пластичный огнеупорный материал. В результате при демонтаже узла основная часть отработанной уплотнительной вставки свободно извлекается из горловины защитной трубы, а использование материала вставки позволяет согласовать по КЛТР сопрягаемые поверхности. Ниже приведен пример изготовления огнеупорной двухфланцевой вставки с пластичным графитовым покрытием. Пример На отформованную двухфланцевую вставку из пластичного огнеупорного материала наносят пластичное графитовое покрытие, которое имеет следующий состав, мас.%: 11,4 – кремнезем, неорганическое связующее, представленное Na2O – 0,21; В2О3 – 0,19; SiO2 – 0,35; эластомер – 2,1, углеводород – 0,15, пластификатор – 0,3, антиадгезив – 0,3, графит – 85. Смесь данной стехиометрии смешивают и пластифицируют в вальцах, затем выдерживают до набухания в течение 6 час. После этого добавляют углеводородный легколетучий растворитель в количестве 50 мас.% до образования кашеобразной массы и наносят затем на наружные поверхности уплотнительной вставки и дополнительного фланца кистью и выдерживают до полного высыхания на воздухе в течение 60 мин. Затем на внутреннюю поверхность изделия наносят слой невысыхающего клея марки Adhesin J 1650 и защищают его пленкой, которую перед монтажом удаляют. Верхнюю часть вставки стягивают клейкой лентой марки Klebebander ярко-желтого цвета.
Формула изобретения
1. Устройство сопряжения огнеупорных деталей металлоразливочного оборудования в установках непрерывной разливки стали, содержащее установленную между сопрягаемыми огнеупорными деталями уплотнительную вставку с торцевым фланцем, обеспечивающим ее фиксацию на торцевой поверхности одной из сопрягаемых деталей, отличающееся тем, что уплотнительная вставка выполнена из пластичного огнеупорного материала и снабжена дополнительным торцевым фланцем, фиксирующим торцевую поверхность второй сопрягаемой детали, при этом на наружные поверхности вставки и дополнительного фланца нанесен слой пластичного графитового покрытия. 2. Устройство по п.1, отличающееся тем, что в качестве сопрягаемых деталей использованы стакан-коллектор шиберного устройства сталеразливочного ковша и защитная труба. 3. Устройство по п.1, отличающееся тем, что слой пластичного графитового покрытия имеет следующий состав, мас.%: графит – 75-85, пластичный огнеупорный материал – 25-15. 4. Устройство по п.1, отличающееся тем, что на внутреннюю поверхность вставки нанесен слой клея, покрытого защитной съемной пленкой. 5. Устройство по п.1, отличающееся тем, что верхняя часть уплотнительной вставки по периметру стянута клейкой лентой ярко-желтого цвета.
РИСУНКИ
MM4A – Досрочное прекращение действия патента СССР или патента Российской Федерации на изобретение из-за неуплаты в установленный срок пошлины за поддержание патента в силе
Дата прекращения действия патента: 25.05.2009
Извещение опубликовано: 20.04.2010 БИ: 11/2010
NF4A – Восстановление действия патента СССР или патента Российской Федерации на изобретение
Дата, с которой действие патента восстановлено: 10.06.2010
Извещение опубликовано: 10.06.2010 БИ: 16/2010
|
||||||||||||||||||||||||||||
 800°С материал представляет собой полуразрушенную углеродную хрупкую массу, наполненную несвязанными частицами огнеупорного наполнителя, в местах просачивания воздуха углерод выгорает полностью, и материал огнеупорной вставки превращается в насыпную массу с низкой газоплотностью;
800°С материал представляет собой полуразрушенную углеродную хрупкую массу, наполненную несвязанными частицами огнеупорного наполнителя, в местах просачивания воздуха углерод выгорает полностью, и материал огнеупорной вставки превращается в насыпную массу с низкой газоплотностью;