Патент на изобретение №2293936
|
||||||||||||||||||||||||||
(54) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБЖИГА МЕТАЛЛУРГИЧЕСКОГО СЫРЬЯ В ПЕЧИ КИПЯЩЕГО СЛОЯ И ЕЕ ОСТАНОВКИ
(57) Реферат:
Изобретение относится к цветной металлургии. Технический результат – повышение надежности работы всех узлов печи. Существо изобретения заключается в том, что в качестве управляющего воздействия подают под подину печи азот (в газовой форме), задают температуру обжига для заданного состава шихты, стабилизируют необходимые для нормальной работы печи кипящего слоя (КС) расчетные значения расхода шихты в КС, расхода или давления воздуха под подиной печи КС. Затем измеряют величину отклонения температуры огарка в КС от заданной и пропорционально измеренного отклонения изменяют одновременно расход воздуха и азота, подаваемых под подину печи до полного устранения измеренного отклонения температуры при поддержании заданной величины давления газовоздушной смеси под подиной печи КС. Остановку печи производят путем уменьшения заданной температуры огарка в КС из условия обеспечения полного прекращения процесса обжига всех фракций шихты в КС. 1 ил.
Изобретение относится к области управления пирометаллургическими процессами цветной металлургии, в частности к обжигу металлургической шихты в кипящем слое, и может найти применение в других областях автоматизации технологических процессов. Цель изобретения – повышение надежности работы печи и качества получаемого огарка. Известен способ управления процессами обжига шихты в кипящем слое (Буровой И.А. Автоматическое управление процессами в кипящем слое. М.: Металлургия, 1969 г., с.420-437). Согласно этому способу управления процессами в кипящем слое управляющие воздействия на температуру формируются на статических и динамических математических моделях. Эти воздействия изменяют расход шихты в печь или в форкамеру или расход воздуха под подину печи по величине отклонения температуры и серы от заданных величин. Недостатком этого способа является то, что при технической реализации способа возникают затруднения идентификации моделей, а следовательно не всегда удается поддерживать необходимую точность управления процессом. При этом инерционность процесса снижения температуры огарка остается практически неуправляемой. Подача воды (впрыскивание ее на слой огарка в печи или изменение теплосъема через охлаждающие кессоны, установленные в слое огарка в реакционной зоне печи) приводит к попаданию влаги в газоочистные сооружения и не устраняет ранее отмеченные недостатки. Кроме того, прорывы кессонов всегда сопровождаются остановкой печи. Все это приводит к ухудшению работы газоочистных сооружений и выбросу мелких частиц сырья (огарка) в атмосферу. Поскольку в этом случае количество возврата в слой кипящего слоя хаотически движущихся мелких частиц снижается, ухудшается также качество готового огарка. Известен также способ управления процессом остановки печи обжига шихты в кипящем слое (а.с. 1310443, Салихов З.Г. и др., МКИ: С 22 В 1/10 от 05.12.85 г., опубл. 15.05.87 г., бюл. №18). Согласно этому изобретению только в режиме остановки печи одновременно прекращают подачу шихты и дутьевого воздуха в печь, а температуру огарка в печи снижают впрыскиванием воды в слой обжигаемого огарка, что опять таки приводит к появлению пара в газоочистных сооружениях и снижению надежности их работы. Наиболее близким техническим режимом (прототипом) по функциональному назначению и решаемой задаче является способ управления процессом обжига шихты в печи кипящего слоя (а.с. 1310443, Салихов З.Г. и др., МКИ: С 22 В 5/10 от 05.12.85 г.), включающий измерение расходов дутья и шихты, изменение их в зависимости от содержания серы в исходной шихте и контроля температуры в форкамере и в зависимости от нее определение содержания серы в шихте с учетом расходов дутья и шихты. Техническим результатом изобретения является повышение надежности работы печи КС, упрощение процесса управления температурным режимом обжига и улучшение качества готовой продукции. Это достигается тем, что в качестве управляющего воздействия под подину печи КС дополнительно подают азот (в газовой форме), задают температуру обжига заданного состава шихты, стабилизируют необходимые (для рабочего режима печи КС) расчетные значения расхода шихты в КС и расхода или давления воздуха или газовоздушной смеси под подиной печи КС, измеряют величину отклонения (рассогласования) температуры огарка от заданной и пропорционально измеренного рассогласования изменяют одновременно и в противофазе расход воздуха и азота подаваемых под подину до полного устранения указанного рассогласования при поддержании давления газовоздушной смеси под подиной печи КС на заданном уровне, а остановку печи производят путем уменьшения заданной температуры огарка в КС из условия обеспечения полного прекращения процесса обжига всех фракций шихты в КС. На чертеже приведена функциональная схема реализации предложенного способа (предлагаемого изобретения), где приняты следующие обозначения функциональных элементов, достаточных для реализации или иллюстрации заявляемого способа управления: 1 – печь кипящего слоя (КС) с форсунками на подине, которые разделяют ее на камеру 2 для подачи и смешения газообразных энергоносителей (воздух, азот и т.д.) и на реакционную камеру 3 для подачи обжигаемой шихты и получения огарка в КС; 4 – линии подачи газов через обратные клапана (не обозначены) и запорно-регулирующие органы 5 и 6;7 и 8 – соответственно датчики давления в камере 2 и температуры Т (t) огарка в реакционной камере 3; 9 задатчик задания температуры Тзад; 10 – элемент сравнения текущей температуры и формирующий разность температур Каналы подачи воздуха и азота в камеру 2 присоединены через любой смеситель (не обозначен), прикрепленный непосредственно к стенке камеры 2 или установленный в любом другом месте. Выход датчика давления 7 в камере 2 может быть соединен также непосредственно на функциональный блок 11 или на вход вычислительного блока (не показан), выдающего заданное значение Тзад температуры огарка в КС при заданных значениях состава шихты, его расхода в печь КС и расхода или давления газовоздушной смеси в камеру 2. Перечисленные технологические параметры рассчитываются и задаются вручную оператором или вычислительным блоком из условия создания в реакционной камере (зоне) – 3 печи КС скорости восходящего потока Vнорм, характерной для нормального (спокойного) псевдоожиженного слоя для всех фракций полидисперсной шихты. После образования спокойного псевдоожиженного слоя сопротивление его к прохождению газовоздушной смеси или воздуха в направлении газохода практически остается стабильным и в силу этого расход или давление среды в камере 2 остается также постоянным. Поскольку расходы шихты и воздуха в рабочих режимах печи поддерживаются локальными автоматическими регуляторами (на чертеже не показаны, т.к. они широко известны специалистам). Остается только компенсировать временные отклонения Согласно предлагаемому способу (по предлагаемому изобретению) при появлении сигнала отклонения Применение способа особенно привлекательно, когда регламент процесса обжига шихты требует не полного сжигания серы в шихте, например, когда требуется оставить серу в пределах (1,5-3,0)% для использования в последующих металлургических переделах. В режиме остановки печи КС, оператор или ЭВМ (не показан), получив команду на останов через задатчик 9, начинает уменьшать величину Тзад до значения Тзад остан – величина температуры огарка в КС, при которой процесс обжига всех фракций шихты недостаточен даже с учетом остаточного содержания серы в шихте. В этом случае, оператор или ЭВМ следит (контролирует) также за тем, чтобы показания прибора 7 были близки или ниже нуля. Таким образом, использование совокупности признаков предлагаемого способа, обеспечивает повышение: надежности работы печи КС, качества продукции, эффективности использования содержания серы в шихте как при первичном обжиге, так и в последующих переделах (например, хлорирующем обжиге молотого никелевого штейна), а также исключает возможность образования крупных залежей расплава (“козлов”) в реакционной зоне печи. Поддержание заданного давления в камере 2 в рабочем режиме обеспечивает равномерность псевдоожижения и снижает пылевынос из КС не менее чем на 3-4%.
Формула изобретения
Способ управления процессом обжига металлургического сырья в печи кипящего слоя (КС) и ее остановки, включающий задание температуры обжига заданного состава шихты, стабилизацию необходимых для рабочего режима печи КС расчетных значений расхода шихты в КС и расхода или давления воздуха или газовоздушной под подину печи КС, подачу под подину печи КС азота в газовой форме, измерение величины отклонения температуры огарка от заданной и пропорционально измеренному значению отклонения изменение одновременно и в противофазе расхода воздуха или газовоздушной смеси и азота, подаваемых под подину печи КС, до полного устранения измеренного отклонения при поддержании давления под подиной печи КС воздуха или газовоздушной на заданном уровне, а остановку печи производят путем уменьшения заданной температуры огарка в КС из условия обеспечения полного прекращения процесса обжига всех фракций шихты в КС.
РИСУНКИ
|
||||||||||||||||||||||||||
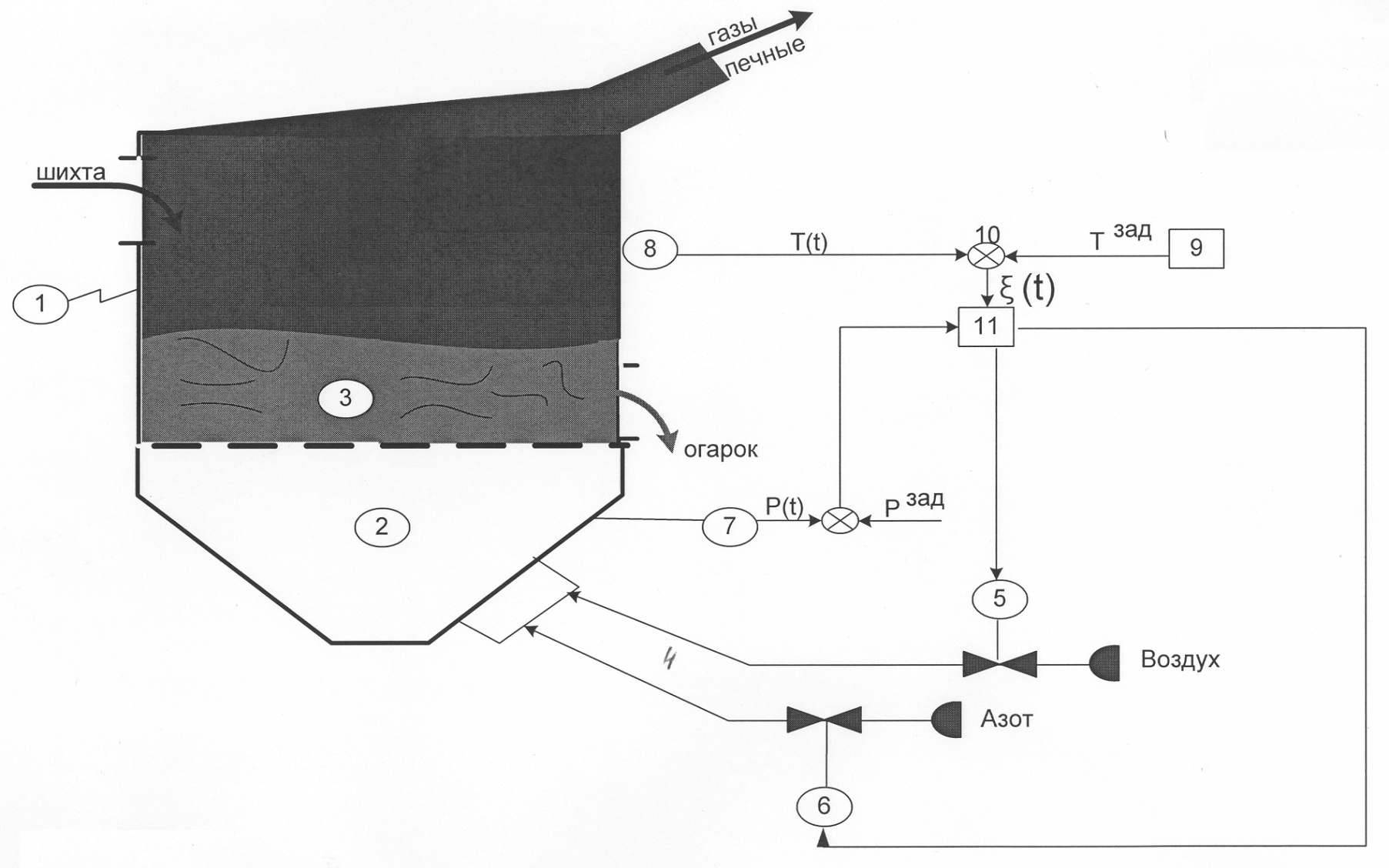
 (t)=Тзад-Т(t); 11 – функциональный блок формирования управляющего воздействия, например, по пропорционально-интегрирующему закону, с выходным элементом масштабирования управляющего воздействия на органы 5 и 6. Выход датчика давления 7 через элемент сравнения текущего давления P(t) и Рзад соединен с одним из входов функционального блока 11. Это более предпочтительный вариант соединения выхода датчика 7.
(t)=Тзад-Т(t); 11 – функциональный блок формирования управляющего воздействия, например, по пропорционально-интегрирующему закону, с выходным элементом масштабирования управляющего воздействия на органы 5 и 6. Выход датчика давления 7 через элемент сравнения текущего давления P(t) и Рзад соединен с одним из входов функционального блока 11. Это более предпочтительный вариант соединения выхода датчика 7.