Патент на изобретение №2292979
|
||||||||||||||||||||||||||
(54) СПОСОБ БЕЗОБЛОЙНОЙ ШТАМПОВКИ ДЕТАЛИ
(57) Реферат:
Изобретение относится к обработке металлов давлением и может быть использовано при штамповке деталей типа корпусов арматуры газотурбинных двигателей. Деталь, имеющую внутреннюю полость, уступы и отростки с приливами, штампуют безоблойным методом по меньшей мере за два перехода. При этом внутреннюю полость формируют в последнем переходе, боковые отростки формируют до последнего перехода, а приливы и уступы формируют в последнем переходе одновременно с формированием внутренней полости. Отросток с приливом в дне корпуса могут формировать одновременно с внутренней полостью выдавливанием. В результате обеспечивается повышение качества полученных деталей и снижение коэффициента полезного действия. 3 з.п. ф-лы, 1 ил.
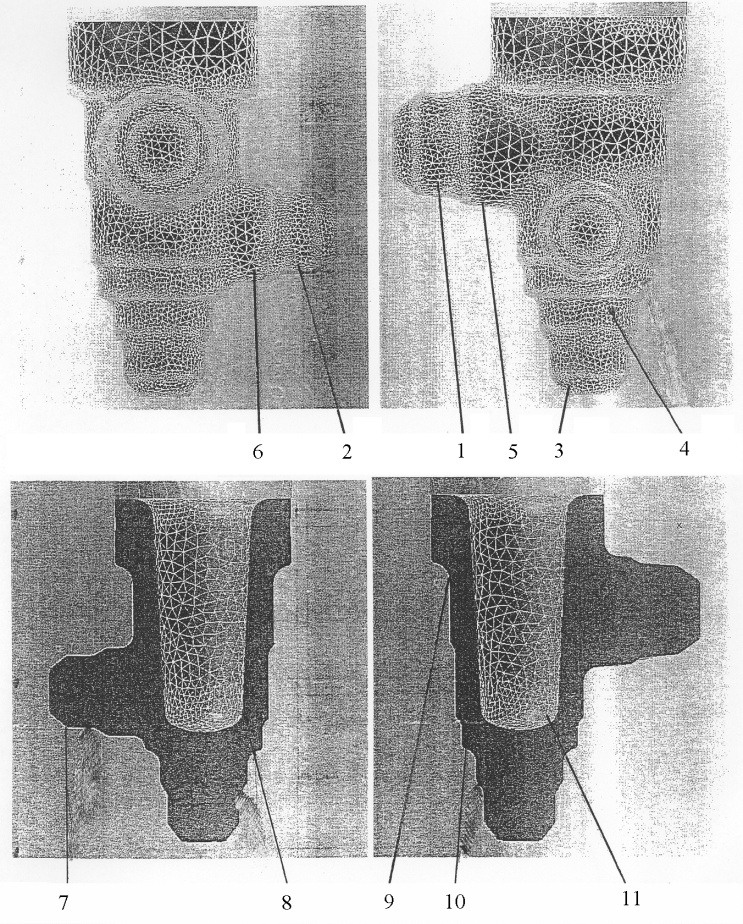
Изобретение относится к обработке металлов давлением, в частности к безоблойной штамповке корпусов арматуры газотурбинных двигателей (ГТД). Известен способ безоблойной штамповки деталей с внутренней полостью, уступами и отростками с приливами, по меньшей мере, за два перехода, при котором внутреннюю полость формируют в последнем переходе. («Кузнечно-штамповочное производство», 2002 г., №11, с.37-40) – прототип. Известный способ не позволяет осуществлять качественную штамповку деталей сложной формы (так называемых «нетехнологичных деталей») без наличия в них внутренних и внешних дефектов и с полным заполнением формы матрицы штампа, а именно к таким деталям относятся, например, корпуса арматуры ГТД. Техническим результатом, на достижение которого направлено заявляемое изобретение, является получение штамповок, например корпусов арматуры ГТД, с максимальным приближением к геометрии готовой детали при одновременном обеспечении высокого качества полученной штамповки и снижении коэффициента использования металла. Указанный технический результат достигается тем, что в способе безоблойной штамповки детали с внутренней полостью, уступами и отростками с приливами, по меньшей мере, за два перехода, внутреннюю полость формируют в последнем переходе, причем боковые отростки формируют до последнего перехода, а приливы и уступы – в последнем переходе одновременно с формированием внутренней полости. Способ может быть использован при изготовлении корпусов арматуры газотурбинных двигателей. В способе отросток с приливом в дне корпуса могут формировать одновременно с внутренней полостью выдавливанием. Использование выдавливания при формировании отростка в дне детали целесообразно при большом (H/D>2,5) отношении высоты к диаметру исходной заготовки, так как в данном случае возможна потеря продольной устойчивости заготовки и возникновение зажимов. В дне детали может быть предусмотрено выполнение как одного отростка с приливом или без него, так и нескольких отростков. В способе детали могут формировать из титановых сплавов. Формирование уступов и приливов отростков в последнем переходе одновременно с выдавливанием внутренней полости детали обусловлено тем, что их формирование на начальных переходах штамповки приводит к дефектам типа зажимов, утяжин и т.д. Для устранения указанных недостатков в первом переходе штампуют заготовку максимально технологичную, а именно с гладкими отростками без приливов и уступов, и только в последнем переходе, при выдавливании внутренней полости корпуса оформляют окончательную геометрию отростков, а именно – приливов и уступов детали. Такая последовательность операций обусловлена тем, что при других приемах и другой последовательности операций неизбежно получение дефектов в готовых деталях. В случае если деталь, например, корпус по конструктивным условиям должен иметь нижний отросток (или несколько нижних отростков), то он формируется одновременно с формированием внутренней полости, т.е. при последнем переходе. Это связано с потерей продольной устойчивости заготовки при большом соотношении диаметра к высоте и, как следствие, получением зажимов в готовой детали. Рассмотрим пример конкретной реализации способа безоблойной штамповки корпуса, блока клапанов газотурбинного двигателя из титанового сплава ОТ4-1, имеющего три отростка 1, 2, 3 с приливами, уступы 7, 8, 9, 10 и внутреннюю полость 11 (чертеж). Штамповку проводили за два перехода из исходной заготовки диаметром 36,5 мм и длиной 135 мм в изотермических условиях на гидропрессе. Заготовку нагревали до температуры 950°С и штамповкой, например выдавливанием, получали предварительную заготовку с гладкими отростками 1, 2 и фланцем, без внутренней полости. Под второй переход опять нагревали заготовку до 950°С и осуществляли окончательную штамповку корпуса с формированием приливов 5, 6 боковых отростков 1, 2 нижнего отростка 3 с приливом 4, уступов 7, 8, 9, 10 и внутренней полости 11 корпуса. Заявляемый способ по сравнению с прототипом позволяет повысить коэффициент использования металла на 30% и значительно сократить трудоемкость механической обработки путем повышения точности геометрии детали после штамповки.
Формула изобретения
1. Способ безоблойной штамповки детали с внутренней полостью, уступами и отростками с приливами по меньшей мере за два перехода, при котором внутреннюю полость формируют в последнем переходе, отличающийся тем, что боковые отростки формируют до последнего перехода, а приливы и уступы формируют в последнем переходе одновременно с формированием внутренней полости. 2. Способ по п.1, отличающийся тем, что штампуют корпус арматуры газотурбинного двигателя. 3. Способ по п.1, отличающийся тем, что отросток в дне корпуса формируют выдавливанием одновременно с формированием внутренней полости. 4. Способ по п.1, отличающийся тем, что штампуют детали из титановых сплавов.
РИСУНКИ
|
||||||||||||||||||||||||||